Модернизация технологии и аппаратурного оформления процесса каталитического крекинга в ОАО «Салаватнефтеоргсинтез»
На основе проведенных исследований по оптимизации процесса каталитического крекинга с использованием катализатора Ц-100 с учетом модернизации технологии и аппаратурного оформления, результатов опытно-промышленного пробега и возможностей аппаратов реакторно-регенераторного блока установки крекинга, а также с учетом технической сложности увеличения зоны регенератора, из-за необходимости… Читать ещё >
Содержание
- Введение
- Ц
- 1. Глава 1. Каталитический крекинг- базовый процесс нефтеперерабатывающих заводов
- 1. 1. Введение
- 1. 2. Технологические основы процесса каталитического крекинга
- 2. Глава 2. Существующие технологии и оборудование процесса каталитического крекинга в ОАО «Салаватнефтеоргсинтез»
- 2. 1. Технология и аппаратурное оформление процесса
- 2. 2. Реакторно-регенераторный блок установки каталитического крекинга
- 2. 3. Опыт эксплуатации процесса и установки каталитического крекинга
- 3. Глава 3. Технологическое обоснование модернизации процесса каталитического крекинга
- 3. 1. Основные цели модернизации процесса каталитического крекинга
- 3. 2. Исследование процесса крекинга на катализаторе Ц-100 при перспективных условиях
- 3. 2. 1. Методики исследования катализатора Ц-100 в процессе крекинга
- 3. 2. 2. Методика исследования регенерационных характеристик катализатора
- 3. 2. 3. Определение оптимальных условий процесса крекинга тяжелого вакуумного газойля на катализаторе Ц-100 В ^
- 3. 2. 4. Регенерационные характеристики катализатора Ц
- 3. 3. Основные направления модернизации процесса каталитического крекинга
- 4. Глава 4. Модернизация процесса каталитического крекинга в
- ОАО «Салаватнефтеоргсинтез»
- 4. 1. Оптимизация процесса крекинга при использовании катализатора Ц
- 4. 2. Сравнение процесса крекинга тяжелого вакуумного газойля на катализаторах Ц-100 и Ц
- 4. 3. Совершенствование реакторно-регенераторного блока установок крекинга № 601 и № 602 типа
Модернизация технологии и аппаратурного оформления процесса каталитического крекинга в ОАО «Салаватнефтеоргсинтез» (реферат, курсовая, диплом, контрольная)
До 1913 года моторный бензин получали путём простой перегонки сырой нефти с тем, чтобы разделить прямогонный бензин от керосина и более тяжёлых фракций. Качество и количество прямогонного бензина было ограничено природой используемого сырья. Качество сырой нефти из разных месторождений сильно различалось, но средний выход бензина был меньше 20% на сырьё, а антидетонационные качества были эквивалентны октановому числу около 50 [6]. Термический крекинг, впервые внедрённый в 1913 г [7−9], увеличил выход бензина и его антидетонационное качество. Повсеместное применение тетра-этилсвинца в 1925 г. [6] и термический риформинг лёгкой нафты в начале 1930;х годов ещё более улучшил антидетонационные свойства. К 1935 году октановые числа данных сортов серийных бензинов по исследовательскому методу были около 71 и 79, соответственно [6], а потенциал выхода бензина из сырой нефти был около 60%. Однако, даже после термического риформинга, термического крекинга и добавления тетраэтилсвинца, качество бензина с развитием автои авиатранспорта все в меньшей степени удовлетворяло их требованиям. Каталитический крекинг стал наиболее важным из процессов повышения качества моторных топлив.
Первые попытки использования катализаторов в крекинге были предприняты вскоре после первого внедрения термического крекинга. Наиболее значимым из этих ранних попыток был сделан Маккафе. Процесс Маккафе в принципе состоял в кубовой перегонке нефти с добавлением 5 — 10% безводного хлорида алюминия, при 260−288 °С и давлении чуть выше атмосферного. Длительность каждого цикла зависела от природы сырья и обычно была от 24 до 48 часов. В 1915 году Галф Рифайнинг Компани построила завод с использованием процесса Маккафе в г. Порт-Артур, штат Техас [8]. Этот процесс никогда не представлял промышленной значимости, возможно, из-за трудности выделения хлорида алюминия из продукта реакции. Другие ранние попытки применить катализаторы для крекинга нефтепродуктов (например, Лемон [8, 9]) были ещё более слабыми.
Первым успешным процессом каталитического крекинга был процесс Гуд-ри, разработанный в 1933 г. и внедрённый в промышленность в 1936 году [6,15]. Это был процесс неподвижного слоя с использованием, на данном этапе, в качестве катализатора активированной бентонитовой глины.
В 1933 году Гудри основал «Сан Ойл Компани» и «Гудри Процесс Корпо-рэйшн». Совместно с компанией «Сокони Вакуум» процесс Гудри со стационарным слоем катализатора в 1935 г. был доведён до промышленной стадии.
Работы Гудри и других исследователей дали громадный импульс технологии нефтепереработки. Однако каталитический крекинг с неподвижным слоем катализатора имел ряд недостатков. Процесс проводили в реакторах со стационарным слоем катализатора, который дезактивировался за 10−20 минут из-за отложения кокса. Процесс был периодическим, а его аппаратурное оформление отличалось большой сложностью, так как приходилось в одном аппарате проводить эндотермическую реакцию крекинга и экзотермический выжиг кокса с частым чередованием этих стадий [10]. Эти недостатки были позднее преодолены использованием иного процесса, в котором катализатор непрерывно циркулирует из реактора, где происходит крекинг, — в регенератор, где с поверхности катализатора выжигается кокс, — и снова в реактор.
Данная технология крекинга значительно упростилась после разработки в 1940 г. метода изготовления синтетического аморфного алюмосиликатного катализатора в виде шариков диаметром 3−4 мм. Новые катализаторы имели более высокую износоустойчивость, позволяющую осуществлять процессы крекинга и регенерации в отдельных аппаратах с непрерывной циркуляцией катализатора. Таким образом, природные катализаторы сравнительно быстро уступили первенство синтетическим: сначала — таблетированным и пылевидным, а затем — шариковым и микросферическим.
Уже к 1953 году каталитический крекинг по мощности превзошёл в США термический крекинг [10, 11], — и далее развивался стремительными темпами.
В 60-х годах была открыта высокая активность цеолитов в реакциях крекинга. В связи с этим в процессе крекинга стали применять цеолитсодержащие катализаторы (содержание цеолита не более 20% масс.), которые обусловили значительный прирост выхода целевых продуктов процесса, особенно при переходе на крекинг тяжелого сырья.
Для использования всех преимуществ цеолитсодержащего катализатора стали применять новые типы реакторно-регенераторных аппаратов: вначале с кипящим слоем катализатора, а затем лифт-реактор.
Таким образом, процесс каталитического крекинга — наиболее динамично развивающийся процесс нефтепереработки.
В таблице 1.1.1, согласно [2], приведены данные о месте процесса каталитического крекинга среди вторичных процессов нефтепереработки в Российской Федерации.
Таблица 1.1.1. Развитие мощности вторичных процессов в Российской Федерации.
Мощность процессов 2001 г. 2002 г. 2005 г. 2010 г. прогноз) (прогноз).
Первичной переработки 273,1 279,0 289,0 289,0 нефти, млн. т/год.
Углубляющих переработку 20,1 20,9 30,5 33,7 нефти, % к мощности первичной переработки каталитического крекинга 5,9 6,0 8,1 9,6 гидрокрекинга 0,4 0,4 5,7 7,0 термокрекига+висбрекинга 5,3 5,9 7,7 8,0 коксования 1,9 1,9 2Д 2,2 производства битума 3,7 3,8 3,9 3,9 масел 1,5 1,5 1,4 1,4 прочих 1,4 1,4 1,6 1,6.
В настоящее время продолжается работа по интенсификации процесса каталитического крекинга на основе модернизации реактора и регенератора установок каталитического крекинга, упрощения конструкции реакторно-регенераторного блока, создания наиболее эффективных способов контактирования катализатора с сырьём и подготовки сырья с целью увеличения выхода целевых продуктов и повышения их качества [12].
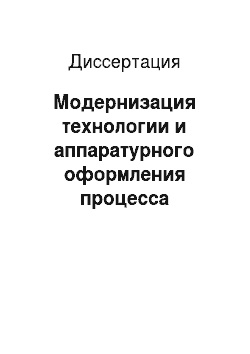
выход продуктов крекинга выход катализатора Рисунок 4.3.1. Разрез реактора Р-1 после модернизации.
Заключение
и выводы.
1. Разработаны способы и рекомендации по модернизации процесса и аппаратурного оформления установок каталитического крекинга типа 43−102 в ОАО «Салаватнефтеоргсинтез», направленные на увеличение их производительности ~ в 1,5 раза с использованием в качестве сырья более тяжелого вакуумного дистиллята (к.к. 520 °C, содержание фракций, выкипающих до 360 °C не более 5−10%).
2. На основе разработки комплексного подхода, одновременно учитывающего возможности действующего оборудования реакторно-регенераторного блока установки крекинга и эксплуатационных характеристик катализатора, осуществляется разработка технологической и технической документации для модернизации процесса и аппаратурного оформления установок каталитического крекинга.
С этой целью проведены исследования на стендовой установке по оптимизации процесса каталитического крекинга утяжеленного вакуумного сернистого дистиллята с использованием существующего алюмосиликатного цеолитсо-держащего катализатора типа Ц-100 и проведен опытно-промышленный пробег.
В результате опытно-промышленного пробега установлено, что применение катализатора Ц-100 при увеличении производительности установки всего на 11% происходит снижение выходов бензина и легкого газойля на 2−3% масс, каждого и уменьшение октанового числа на 0,9 пунктов.
Показано, что увеличение объемной скорости подачи сырья — в 1,5 раза при сохранении гидродинамических условий движения потока катализатора, т. е. циркуляции катализатора, приводит при применении катализатора Ц-100 к снижению выходов бензиновой и дизельной фракций на 6,1 и 4,5% масс, соответственно. Увеличение кратности циркуляции катализатора до 3,0−3,5 позволяет достичь высокого выхода бензина (46,6−47,6% масс.), сравниваемого при действующей производительности, но при этом возрастает выход кокса с 2,7 до 3,3−3,5% масс.
Устранение перечисленных выше негативных факторов потребует увеличения числа зон регенерации в регенераторе с 11 до 16 и увеличения объема реактора с 35 м³ до 52 м³, что является технически трудновыполнимым.
3. На основе проведенных исследований по оптимизации процесса каталитического крекинга с использованием катализатора Ц-100 с учетом модернизации технологии и аппаратурного оформления, результатов опытно-промышленного пробега и возможностей аппаратов реакторно-регенераторного блока установки крекинга, а также с учетом технической сложности увеличения зоны регенератора, из-за необходимости значительного объема работ по усилению существующих фундаментов, разработаны требования к эксплуатационным характеристикам необходимого катализатора.
По сравнению с катализатором Ц-100 новый катализатор должен обладать следующими свойствами при крекинге тяжелого вакуумного дистиллята:
— более высокой активностью по выходу бензина при увеличении объемной скорости подачи сырья в 1,5 раза;
— более высокой скоростью регенерации от коксовых отложений в 1,31,5 раза);
— более высокой механической прочностью на износ для увеличения циркуляции катализатора в системе «реактор-регенератор» .
Данному катализатору присвоена марка Ц-600.
4. Осуществлена опытно-промышленная проверка технологии производства катализатора Ц-600 с заданными эксплуатационными свойствами и его загрузка в промышленную установку каталитического крекинга.
5. Проведены исследования на стендовой установке по оптимизации процесса каталитического крекинга тяжелого вакуумного газойля с использованием катализатора Ц-600.
Показано, что при оптимальных технологических условиях: температура.
1 Л крекинга 450−470°С, объемная скорость подачи сырья 2,2−2,5 м /(мч), кратность циркуляции катализатора 3,0−3,5 выходы продуктов крекинга составляют (% масс.):
— высокооктановая бензиновая фракция- 49,7−7-50,4;
— дизельная фракция- 19,0-^20,6- газ- 10,7-г13,1;
— кокс- 3,4-г3,7.
6. Разработана методика испытаний и исследованы регенерационные характеристики катализаторов Ц-600 и Ц-100.
Показано, что скорость окислительной регенерации катализатора Ц-600 от коксовых отложений в сравнении с используемым в настоящее время катализатором Ц-100 в 1,5−3,0 раза выше. Это позволяет исключить увеличение объема регенератора за счет его высоты, которая должна быть обязательной при использовании катализатора Ц-100.
7. Разработан метод и исследованы физико-механические свойства катализаторов Ц-600 и Ц-100.
Показано, что механическая прочность катализатора Ц-600 в динамических условиях значительно превосходит катализатор Ц-100: при 1000 об/мин катализатор Ц-600 разрушился через 700 сек только на 28%, а катализатор Ц-100 полностью.
8. На основе проведенных комплексных исследований и испытаний существующего и перспективного процессов каталитического крекинга, включающего стадии реакции крекинга и регенерации катализатора, были разработаны основные необходимые производственные мероприятия, направленные на модернизацию и аппаратурное оформление процесса каталитического крекинга на установках типа 43−102 в ОАО «Салаватнефтеоргсинтез» .
Данные мероприятия утверждены научно-техническим советом ОАО «Салаватнефтеоргсинтез» .
Список литературы
- Баженов В. П. Тенденции развития российской нефтепереработки. Химия и технология топлив и масел, 2002, № 2, с. 3−8.
- Каминский Э. Ф., Хавкин В. А. Глубокая переработка нефти: технологический и экологический аспекты. М.: Техника, 2001, — 384 с.
- Мастепанов А. М. Перспективы развития нефтегазового комплекса в свете Энергетической отрасли России. Наука и технология углеводородов, 2003, № 4. с. 47−55.
- Левинбук М. И., Каминский Э. Ф., Глаголева О. Ф. О некоторых проблемах российской нефтепереработки Химия и технология топлив и масел, 2000, № 2, с. 6−11.
- Каминский Э. Ф. Некоторые направления развития нефтеперерабатывающей промышленности России. Наука и технология углеводородов, 1999, № 5, с. 21−40.
- Barnard D. P.'S.A.E. Quart. Trans. 5, № 2, 273 (1951).
- Burton W. M. Ind. Eng. Chem. 14, 162 (1922).
- Wilson R. E. Ind. Eng. Chem. 20, 1099 (1928).
- Wilson R. E. Newcomen Society Address, Chicago, Illinois, October 29,1946.
- Капустин В. M., Свинухов А. Г., Рубинштейн А. И. Катализаторы переработки нефтяного сырья. М.: ~ МИНГ, 1990, 162 с.
- Капустин В. М., Кукес С. Г., Бертолусини Р. Г. Нефтеперерабатывающая промышленность США и бывшего СССР. М.: Химия, 1995, — 300 с.
- Ющенко Н. Л. Философия крекинга. Нефтепереработка и нефтехимия, 2001, № 11, с. 3—6Г.
- Хаджиев С. Н. Крекинг нефтяных фракций на цеолитсодержащих катализаторах. М-: Химия, 1982, — 276 с.
- Ахметов С.А., Ишмияров М. Х. Технология, экономика и' автоматизация процессов переработки нефти и газа. М.: Химия, 2005, — 735"с.
- Смидович Е. В. Технология переработки нефти и газа, ч. 2. М.: — Химия, 1966, — 388 с.
- Владимиров А. И. Каталитический крекинг с кипящим (псевдоожиженным) слоем катализатора. Реакторно-регенераторный блок. М.: Нефть и газ, 1992, -48 с.
- Левинбук М. И. Комплексное модифицирование цеолитсодержащих катализаторов и модельного сырья для процесса каталитического крекинга. Диссертации на соискание ученой степени доктора технических наук. ГАНГ им. И. М. Губкина, Москва--1998.
- Хаджиев С. Н., Суманов В. Т., Зиновьев В. Р. Опыт работы и пути интенсификации установок каталитического крекинга. М.: ЦНИИТЭНефтехим, 1978, -79с.
- Зиновьев В. Р., Хаджиев С. Н. Цеолитные катализаторы и адсорбенты. Сборник трудов ГрозНИИ. М.: ЦНИИТЭНефтехим, 1978, с. 130 — 135.
- Коган Ю. С., Конь М. Я. Переработка остаточного сырья на установках каталитического крекинга за рубежом. М.: ЦНИИТЭНефтехим, 1988, —75 с.
- Прокопюк С. Г., Масагутов Р. М. Промышленные установки каталитического крекинга. М.: Химия, 1974, — 174 с.
- Костромина Т. С., Радченко Е. Д., Гусейнов А. М., Алиев Р. Р. Катализаторы крекинга остаточного сырья. М.: ЦНИИТЭнефтехим, 1991, — 48 с.
- Князьков А. Л., Овчинникова Т. Ф., Есипко Е. А. Снижение содержания серы в бензиновых фракциях каталитического крекинга. Химия и технология топлив и масел, 2001, № 2, с. 19−20.
- Шевелев В. Л. Сырье, катализатор и технология процесса каталитического крекинга. Нефтепереработка и нефтехимия, 2001, № 11, с. 22—29.
- Боголюбов Я. Н. Интенсификация процесса каталитического крекинга смеси вакуумного газойля с мазутом, введением активирующих добавок. Диссертация на соискание ученой степени кандидата технических наук. ГАНГ им. И. М. Губкина, Москва, 1990, 175 с.
- Ковальчук Н.А. Интенсификация процесса каталитического крекинга модифицированием сырья и катализатора. Диссертация на соискание ученой степени кандидата технических наук. ГАНГ им. И. М. Губкина, Москва, 1988, 196 с.
- Ануфриев В. П. Каталитический крекинг утяжеленного дистиллятного сырья в присутствии активирующих добавок. Диссертация на соискание ученой степени кандидата технических наук. ГАНГ им. И. М. Губкина, Москва, 1989,169 с.
- Танашев С. Т. Интенсификация процесса каталитического крекинга вакуумных газойлей Казахстанских нефтей. Диссертация на. соискание ученой степени кандидата технических наук. ГАНГ им. И. М. Губкина, Москва, 1988, 175 с.
- Аликин А. Г. Интенсификация работы установок каталитического крекинга 43−102 введением в сырье поверхностно-активных веществ. Диссертация на соискание ученой степени кандидата технических наук. ГАНГ им. И. М., Губкина, Москва, 1988, 205 с.
- Белявский О. Г., Фербер А. А., Леошкевич Э. А., Доронин В. П. Опыт использования различных видов сырья на установках каталитического крекинга. -Нефтепереработка и нефтехимия, 2000, № 11, с. 37−42.
- Сайфуллин А. М., Махов А. Ф., Навалихин П. Г., Набережнев В. В., Теля-шев Г. Г. Опыт применения катализатора Emcat-Extra на установке каталитического крекинга типа 43−102. Нефтепереработка и нефтехимия, 1996, № 7−8, с. 28−30.
- Радченко Е. Д., Нефедов Б. К., Алиев Р. Р. Промышленные катализаторы гидрогенизационных процессов нефтепереработки. М.: Химия, 1987, — 224 с.
- Нефедов Б. К., Радченко Е. Д., Алиев Р. Р. Катализаторы процессов углубленной переработки нефти. М.: Химия, 1992, — 266 с.
- Колесников И. М. Производство катализаторов. М.: МИНГ, 1981, — 94 с.
- Мельников В. Б., Нефедов Б. К., Чукин Г. Д., Малевич В. И., Куликов A. G. Пористая структура цеолитсодержащих металлосиликатных катализаторов. -Кинетика и катализ, 1985, № 6.
- Горденко В. И. Формирование эксплуатационных характеристик катализаторов в соответствии с требованиями каталитического крекинга. — Нефтепереработка и нефтехимия, 2001, № 11, с. 12−17.
- Мельников В. Б. Научные основы регулирования свойств цеолитсодержащих металлосиликатных катализаторов и адсорбентов. Диссертация на соискание ученой степени доктора химических наук. МИНГ им. И. М. Губкина, Москва, 1988.
- Коновалова'©-. П., Сорокина Т. П. Контроль и управление эксплуатационными характеристиками качества катализаторов крекинга на стадиях подготовки компонентов. — Нефтепереработка и нефтехимия, 2000, № 11, с. 34—37.
- Мухленов И. П. Технология катализаторов. Л.: Химия, 1979, — 326 с.
- Anderson С. D., Breckenridge L. L., Bundens R. G., Paper NAM 87−67 presented at the NPRA Annual Meeting, San-Antonio, March 1987.
- Стригина Л. P., Косолапова А. П., Мирский Я. В. Цеолитные катализаторы и адсорбенты Сборник трудов ГрозНИИ, М.: ЦНИИТЭНефтехим, 1978, с. 72 -77.
- Алиев Р. Р., Лупина М. X. Химия и технология топлив и масел, 1995, № 4, с. 17−19.
- Материалы московской конференции по технологиям нефтепереработки. Москва, 25−26 июня 2001 г.
- Абросимов А,.А., Целиди Е. А. Исследование каталитических систем процесса каталитического крекинга нефтяного сырья. Наука и технология углеводородов, 1999, № 3, с. 37−40.
- Дроздов В. А., Доронин В. П. Формирование пористой структуры катализаторов крекинга и изменение их свойств в ходе эксплуатации. Нефтепереработка и нефтехимия, 2000, № 11, с. 26−30.
- Мельников В. Б., Нефедов Б. К., Чукин Г. Д. Взаимодействие кристаллов цеолита с окружающей основой в цеолитсодержащих системах. Кинетика и катализ, 1985, № 3 (письмо).
- Нефедов Б. К., Радченко Е. Д., Алиев Р. Р. Катализаторы процессов углубленной переработки нефти. М.: Химия, 1992, — 265 с.
- McAuley R., Driess Н. FCC cyclones a vital element in profitability. Petroleum technology quarterly, spring 2001.
- Справочник современных нефтехимических процессов. Нефтегазовые технологии, 2001, № 3, с. 100−137.
- Ишмияров М.Х., Смирнов В. К. и др. Новые шариковые катализаторы каталитического крекинга и опыт их эксплуатации на установках 43−102. Материалы научно-практической конференции, 19 мая 2004, Уфа: Издательство ИНХП, 2004, с. 127−129.
- М.Х. Ишмияров, Х. Х. Рахимов, В. К. Смирнов и др. Синтез и свойства катализатора крекинга углеводородов на основе высокомодульного фожазита. — Нефтепереработка и нефтехимия, 2003, № 10, с.56−60.
- Барсуков О. В., Ющенко В. В, Буренкова JI. Н., Ковальчук Н. А., Насиров Р. К. Влияние интенсивности термопарообработки цеолитсодержащих катализаторов крекинга на каталитические и эксплуатационные свойства. Нефтехимия, 1998, т. 38, № 2, с. 115−122.
- Бочаров А. Без повода для оптимизма. Нефть России, 1999, № 11, с. 2831.
- Смирнов В. К., Ишмияров М. X. и др. Патент РФ № 2 229 498.
- Ишмияров М. X., Смирнов В. К. и др. Опыт промышленной эксплуатации установок каталитического крекинга с использованием катализатора Ц-100. М: Технология нефти и газа, 2005.
- Мельников В. Б., Смирнов В. К., Ишмияров М. X. и др. Патент РФ Ц-600.
- Ишмияров М.Х., Смирнов В. К., Мельников В. Б. и др. Шариковый катализатор крекинга с повышенным насыпным весом и улучшенными регенерацион-ными характеристиками. М, 2005.
- Скобло А. И., Молоканов Ю. К., Владимиров А. И., Щелкунов В. А. Процессы и аппараты нефтегазопереработки и нефтехимии. М.: Недра, 2000, — 678 с.
- Nee J., Diddams P., Paloumbis S. FCC catalyst technology for maximum residue upgrading. Petroleum technology quarterly, summer 2001.
- Бондаренко Б. И. Установки каталитического крекинга. М.: Гостоптехиз-дат, 1959, — 304 с.
- Барсуков О. В., Сериков П. Ю., Ковальчук Н. А. Улучшение прочностных и каталитических свойств шарикового катализатора крекинга. Химия и технология топлив и масел, 1995, № 4, с. 32−33.
- Сомов В. Е., Садчиков И. А., Шуршун В. Г. Стратегические приоритеты российских нефтеперерабатывающих предприятий. М.:-ЦНИИТЭНефтехим, 2002,-292 с.
- Tamburrano F.-Hydrocarbon Processing, 1994, 73, № 9, с.79−84.
- Курганов В. М., Соловьев В. Г., Агафонов А. В., Шеин Б. А. Промышленный каталитический крекинг на шариковых цеолитсодержащих катализаторах. М.: ЦНИИТЭНефтехим, 1978, — 114 с.
- Болгов А. Я., Храпов В. В. Опыт эксплуатации отечественных катализаторов на установке каталитического крекинга. Нефтепереработка и нефтехимия, 2001, № 11, с. 40−41.
- Карпова Н.-М., Немец Л. Л., Либерзон И. М., Левинбук М. И. Нефть, про цессы и продукты ее углубленной переработки. Труды ВНИИНП, часть 5. М.: -ЦНИИТЭНефтехим, 1993, с. 86 93.
- Левинбук М. И., Зиновьев В. Р., Магомадова X. К. Производство и приме нение катализаторов и адсорбентов на основе цеолитов. Сборник трудов Гроз НИИ. М.: -ЦНИИТЭНефтехим, 1988, с.180 182.
- Мельников В.Б., Вершинин В. И., Ходаков Ю. С., Васильева Т. Ю., Макарова Н. П., Левинбук М. И. Авт. Св-во № 1 396 332 СССР, 1988: Способ приготовления катализатора для крекинга нефтяных фракций и дожига оксида углерода.150
- Мельников В. Б., Вершинин В. И., Ходаков Ю. С., Васильева Т. Ю., Макарова H.TL, Левинбук М. И. Авт. св-во № 1 403 435 СССР, 1988. Способ приготовления катализатора для крекинга нефтяных фракций и дожига оксида углерода.
- ЮКОС: по материалам годового отчета. Нефтегазовая вертикаль, 1999, № 7−8, с. 80−84.
- Смирнов В.К., Ишмияров М. Х. и др. Определение прочности шариковых катализаторов крекинга к ударно-истирающему воздействию на установке «Прокат». Омск, конференция, сентябрь 2004.