Организация производства намоточных изделий из композиционных материалов
Композиционные материалы — это перспективные материалы, которые вполне могут заменить традиционные материалы, а по определенным характеристикам во много раз превосходят их. Поэтому специалист по производству изделий из композиционных материалов должен обладать умением применять прогрессивные методы для совершенствования производства, а также должен обладать умением ориентироваться в меняющейся… Читать ещё >
Организация производства намоточных изделий из композиционных материалов (реферат, курсовая, диплом, контрольная)
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
" АЛТАЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРИСТЕТ им. И.И. ПОЛЗУНОВА"
Кафедра «Экономика и производственный менеджемнт»
Курсовая работа По дисциплине «Организация и управление производством»
Организация производства намоточных изделий из композиционных материалов
выполнил Е. И. Соловьев студент гр. МиТМ-11
руководитель работы
к. э. н., доцент Н.А. Мягкова
Барнаул 2015
- Введение
- 1. Знакомство с методом намотки
- 2. Экономические расчеты организации производства
- 2.1 Исходные данные
- 2.2 Расчет основных экономических показателей поточной линии
- 2.2.1 Определение потребного количества технологического оборудования
- 2.2.2 Расчет необходимого количества основных производственных рабочих (ОПР)
- 2.2.3 Расчет количества вспомогательных рабочих
- 2.2.4 Затраты на материалы при намотке
- 2.2.5 Затраты на инструмент при механической обработке
- 2.2.6 Затраты на потребление электрической энергии
- 2.2.7 Расчет заработной платы основных производственных и вспомогательных рабочих
- 2.2.8 Затраты на оборудование
- 2.2.9 Общецеховые расходы
- 2.2.10 Общезаводские расходы
Композиционные материалы — это перспективные материалы, которые вполне могут заменить традиционные материалы, а по определенным характеристикам во много раз превосходят их. Поэтому специалист по производству изделий из композиционных материалов должен обладать умением применять прогрессивные методы для совершенствования производства, а также должен обладать умением ориентироваться в меняющейся рыночной среде. В данном курсовом проекте будет рассмотрено производство композитных труб методом намотки, которые в настоящее время пользуются большой популярностью.
Метод намотки является одним из наиболее перспективных методов формирования изделий из композитов, поскольку он позволяет создавать ориентированную структуру наполнителя в изделиях с учетом их формы и особенностей эксплуатации. Проблема изготовления намотанных композитных изделий заключается в подборе исходных компонентов композита, конструирование изделия, выбор оснастки для изготовления изделия, расчет параметров технологического режима процесса намотки. Цель работы — провести экономические расчеты для создания производства изготовления композитной трубы методом намотки.
1. Знакомство с методом намотки
Намотка — технологический процесс, при котором непрерывный армирующий наполнитель, волокно (в данном случае углеродное), в виде нитей пропитывают полимерным связующим, подают на оправку, повторяющую внутренний контур изделия, и укладывают на ее поверхности в определенном направлении. После получения необходимой схемы армирования и толщины материала производится отверждение изделия (сушка) и удаление оправки. Основным метод намотки, получивший наибольшее распространение, является метод косослойной продольно-поперечной намотки. При этом методе наполнитель укладывается на оправку спирально-винтовым способом. Для осуществления этого метода необходимы специальные станки
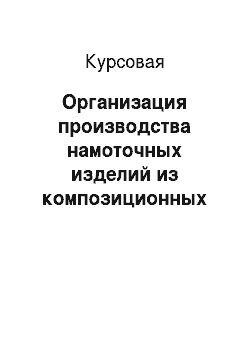
Общий вид организации поточного производства отражен на рисунке 1.
намотка намоточное изделие композиционный Рисунок 1 — Схема технологического процесса автоматической линии для производства труб из композиционных материалов: 1 — установка оправки в линию намотки; 2 — намотка методом КППН; 3 — участок отверждения трубы; 4 — отрезка фрагмента трубы; 5 — снятие трубы с оправки; 6 — подготовка оправки; 7 — участок механической обработки трубы; 8 — участок контроля качества изделий (ультразвуковой, оптический, рентгеновский); 9 — складирование готовых труб.
Представленный технологический процесс производства композитных труб состоит из операций, порядковые номера которых соответствуют номерам операций, отраженных на рисунке 1:
1. Сборка оправки, размещение ее в станке и нанесение антиадгезионной тефлоновой пленки
2. Намотка, включающая предварительные операции:
подготовка ровинга волокна;
подготовка связующего для пропитки;
подготовка вертлюжного волокна.
Основные этапы — пропитка, удаление лишнего связующего, намотка.
3. Отверждение.
4. Автоматическая резка фрагмента трубы по месту соединения оправок и отделение фрагмента.
5. Снятие трубы с оправки с помощью кабестана.
6. Подготовка оправки методом подшлифовки (при необходимости) для передачи на сборку.
7. Механическая обработка трубы (точение, нарезка резьбы, подшлифовка и т. д.).
8. Контроль качества трубы.
2. Экономические расчеты организации производства
2.1 Исходные данные
Для экономических расчетов организации производства необходимы исходные данные, содержащие показатели, участвующие в расчете и их варианты, необходимые для формирования индивидуального задания для студентов. Исходные данные для расчета поточного производства композитной трубы приведены в табл. 2.1
Таблица 2.1 Исходные данные для экономического расчета
Показатели | Условное обознач. | Ед. измерен. | № операции | ||||||||
Годовая потребность в композитных трубах для нефте-газовой промышленности | Lгод | км/год | |||||||||
1. Норма штучного времени | tшт | мин | t2−3* | ||||||||
2. Разряд работ | |||||||||||
3. Коэфф. доплат | Кдопл | % | |||||||||
4. Оптовая цена оборудования | Цопт. | тыс. руб. | 1 500 | ||||||||
5. Транспортно-монтажные расходы | Ктр. м. | % | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | ||||
6. Установленная активная мощность | Муст | кВт | 1,0 | 3,0 | 0,5 | ||||||
7. Занимаемая площадь на единицу оборудования | S | м2 | |||||||||
8. Норма амортизацииа) оборудованияб) производственной площади | НобНS | %% | |||||||||
9. Затраты на содержание и эксплуатацию оборудования в год | Псод. об | % | |||||||||
10. Стоимость одного м2. | С1кв. м. | руб. | |||||||||
11. Коэффициент использования волокна | kв | 0,6 — 0,75 (по вариантам) | |||||||||
12. Оптовая цена тефлоновой пленки | Цтеф | руб/м | |||||||||
13. Длина трубы | м | 1,5 | |||||||||
14. Толщина стенки трубы | h | мм | 5 — 15 (по вариантам) | ||||||||
15. Плотность эпоксидного связующего | ссв | кг/м3 | 1,2 · 103 | ||||||||
16. Оптовая цена эпоксидного связующего | Цсвяз. | руб/кг | |||||||||
17. Цена электроэнергии за 1кВт/ч | Цэл | руб. | 1,5 | ||||||||
18. Цеховые расходы | % | ||||||||||
19. Общезаводские расходы | % | ||||||||||
20. Единый социальный налог | Оесн | % | |||||||||
21. Затраты на средства технического оснащения | % | ||||||||||
22. Категория ремонтной сложности, механическая | Rмех | Единицы ремонтной сложности | |||||||||
23. Категория ремонтной сложности, электрическая | Rэл | Единицы ремонтной сложности | |||||||||
Примечание*. Норма штучного времени второй и третьей операции (t2−3) рассчитывается по скорости намотки (см. таблицу вариантов и формулу 2.3) | |||||||||||
Таблица 2.2 Таблица вариантов по варьируемым показателям
Вариант | Скорость намотки, Vнам, м/мин | Толщина стенки трубы, h, мм | Тип волокна | Коэффициент использования волокна, kв, % | Диаметр трубы, Ц, м | |
0,02 | ОВ | 0,10 | ||||
0,02 | СВ | 0,15 | ||||
0,02 | УВ | 0,15 | ||||
0,04 | 7,5 | ОВ | 0,10 | |||
0,04 | 7,5 | СВ | 0,15 | |||
0,04 | 7,5 | УВ | 0,10 | |||
0,05 | ОВ | 0,10 | ||||
0,05 | СВ | 0,15 | ||||
0,05 | УВ | 0,15 | ||||
0,06 | ОВ | 0,2 | ||||
0,06 | СВ | 0,2 | ||||
0,06 | УВ | 0,2 | ||||
0,06 | ОВ | 0,2 | ||||
0,03 | СВ | 0,10 | ||||
0,03 | УВ | 0,10 | ||||
0,03 | ОВ | 0,10 | ||||
0,02 | СВ | 0,15 | ||||
0,04 | УВ | 0,15 | ||||
0,06 | ОВ | 0,15 | ||||
0,05 | СВ | 0,2 | ||||
0,03 | УВ | 0,15 | ||||
0,02 | ОВ | 0,10 | ||||
0,03 | СВ | 0,15 | ||||
0,04 | УВ | 0,15 | ||||
0,05 | ОВ | 0,2 | ||||
2.2 Расчет основных экономических показателей поточной линии
2.2.1 Определение потребного количества технологического оборудования
Годовая программа запуска:
Nзап=Nвып (1+Кнзп), где
Nвып — годовая программа выпуска, шт; Кнзп — коэффициент незавершенного производства; Кнзп=0,06
Годовая программа выпуска:
Nвып=Тэф. год60/tшт, где
Тэф. год — годовой эффективный фонд времени работы оборудования, при двусменном режиме работы Тэф. год =3950 ч, tшт — норма штучного времени (мин), в данном случае она определяется по ведущему звену, связанному с намоткой трубы заданной длины, и ее отверждению, т. е. t2−3; t2−3 - продолжительность 2 и 3-й операции (мин).
t2−3 =?/Vнам, где
? — длина трубы, м; ?=1,5 м Vнам - скорость намотки, м/мин.
Vнам =0,02 м/мин t2−3 =1,5/0,02=75 мин
Nвып=3950*60/75=3160 шт
Nзап=3160* (1+0,06) =3350 шт
Годовая программа выпуска труб на одной автоматической линии (км):
L = Nвып· ?. ?=1,5 м Nвып=3160 шт
L = 3160*1,5=4740 м=4,74 км
Количество автоматизированных линий для удовлетворения годовой потребности:
Kавт. лин = Lгод/L, где
Lгод — годовая потребность в композитных трубах
Lгод=20 км/год L =4,74 км
Kавт. лин = 20/4,74=4,21=5
Результаты расчета по формуле (2.4) округляют до большего целого числа. Kавт. лин=5
Расчетное количество оборудования по операциям (№ 2−3, 5, 6, 7,8):
Коб= tшт. i/r, где
tшт. i — норма штучного времени на i-й операции (мин);
r — такт автоматической линии (мин),
r = Тэф. год60/Nзап· Kавт. лин.
Тэф. год =3950 ч Nзап=3350 шт Kавт. лин=5
r =3950*60/3350*5=14,1 мин.
Расчетное количество оборудования всегда целое число, определяют округлением до ближайшего целого числа с таким расчетом, чтобы коэффициент загрузки не превышал 1,15.
Коб2−3=75/14,1=5,3
Коб5=10/14,1=0,71
Коб6=12/14,1=0,85
Коб7=16/14,1=1,13
Коб8=15/14,1=1,06
— Коэффициент загрузки оборудования равен отношению расчетного количества оборудования к принятому:
Кзаг= Коб. расч. /Коб. прин.
Кзаг2−3= 5,3/5=1,06
Кзаг5= 0,71/1=0,71
Кзаг6= 0,85/1=0,85
Кзаг7= 1,13/1=1,13
Кзаг8=1,06/1=1,06
Средний коэффициент загрузки оборудования kзаг:
kзаг= У Кзаг/n
kзаг= (1,06+0,71+0,85+1,13+1,06) /5=0,96
Таблица 2.2 — Результаты расчета оборудования
№ операции | Количество Оборудования | Коэфф. загрузки, Кзаг | Средний коэфф. загрузки, kзаг | Категория ремонтной сложности | |||
Расчетное | Принятое Коб | Мех. | Электр. | ||||
2−3 | 5,3 | 1,06 | 0,96 | ||||
0,71 | 0,71 | ||||||
0,85 | 0,85 | ||||||
1,13 | 1,13 | ||||||
1,06 | 1,06 | ||||||
2.2.2 Расчет необходимого количества основных производственных рабочих (ОПР)
Явочное количество ОПР определяют по формуле
Кяв = Тгод/Фпр· Квн, где
Тгод — трудоемкость работ на годовую программу на данной операции, ч;
Фпр — годовой эффективный фонд времени рабочего, Фпр =1725 ч;
Квн — коэффициент выполнения норм Квн = 1,2
Трудоемкость работ на трудовую программу
Тгод = tшт. i · Nзап· Kавт. лин /60
Тгод2−3=75*3350*5/60=20 937,5 ч
Тгод5=10*3350/60=558,3 ч
Тгод6=12*3350/60=670 ч
Тгод7=16*3350/60=893,3 ч
Тгод8=15*3350/60=837,5 ч
Рассчитываем явочное количество ОПР для 2−3, 5, 6, 7 и 8-й операций, явочное принятое количество ОПР (Кяв. принятое) определим округлением расчетного (Кяв. расчет.) по правилам математического округления. Списочное количество ОПР определим суммой Кяв. расчет. по всем операциям. Полученные значения сводим в таблицу 2.2.
Кяв = Тгод/Фпр· Квн
Кяв2−3=20 937,5/1725*1,2=10,1
Кяв5=558,3/1725*1,2=0,27
Кяв6=670/1725*1,2=0,32
Кяв7=893,3/1725*1,2=0,43
Кяв8=837,5/1725*1,2=0,4
Таблица 2.3 — Численность основных рабочих
№ операции | 2−3 | |||||
Кяв. расчет. | 10,1 | 0,27 | 0,32 | 0,43 | 0,4 | |
Кяв. принятое | ||||||
Кспис. | ||||||
2.2.3 Расчет количества вспомогательных рабочих
Расчет ведется по категориям ремонтной сложности обслуживаемого ими оборудования. Для действующих автоматических линий учитывается ремонтная сложность операций 1, 2−3 и 4-й.
- Численность слесарей по механическому ремонтному обслуживанию механической части оборудования:
, где
?Ер. мех — общая сумма ремонтной сложности механической части всего оборудования, РЕ. Определяется умножением ремонтной сложности соответствующей операции на количество принятого оборудования
?Ер. мех = (10+12+5) 5=135
Нво — норма времени обслуживания на 1 ремонтную единицу в смену (0,8 мин/1 РЕ); m — число смен работы m=2, tсм — продолжительность одной смены tсм =480 мин, Квн — коэффициент выполнения норм слесарей Квн=1,1, Кнр — коэффициент, учитывающий несвойственные работы Кнр=0,1
Ксл=135*0,8*2* (1+0,1) /480*1,1=0,45=1
Численность слесарей по межремонтному обслуживанию электрической части оборудования:
где
?Ер. эл — общая сумма ремонтной сложности электрической части всего оборудования, РЕ. Определяется умножением ремонтной сложности соответствующей операции на количество принятого оборудования;
Нэл — норма времени обслуживания на одну ремонтную единицу в смену
?Ер. эл= (5+30+8) 5=215
Кэл=215*0,9*2/480*1,1=0,73=1
- Численность наладчиков:
где
?Ер — суммарное количество единиц ремонтной сложности всего оборудования, РЕ;
Нон — норма обслуживания на одного наладчика (200 РЕ/1 нал.).
?Ер= (10+5) 5+ (12+30) 5+ (5+8) 5+ (12+12) 1+ (8+8) 1+ (20+18) 1+ (12+32) 1=472
Кнал=472*1,1/200=2,59=3
Таблица 2.4 — Численность вспомогательных рабочих
Категория вспомогательных рабочих | Слесари по механическому ремонтному обслуживанию | Слесари по межремонтному обслуживанию электрической части оборудования | Наладчики | |
Красчет. | 0,45 | 0,73 | 2,59 | |
Кпринятое | ||||
Итого вспомогательных рабочих, Ксп. всп. | ||||
2.2.4 Затраты на материалы при намотке
Затраты на материалы, антиадгезионную тефлоновую пленку, армирующее волокно и связующее, рассчитываются следующим образом:
Затраты на антиадгезионную пленку:
Определяются потребным на одно изделие количеством тефлоновой пленки и ее стоимостью:
З1теф. = Цтеф. · ?, где
Цтеф — оптовая цена тефлоновой пленки, руб. /м; Цтеф=5 руб. /м,? — длина трубы, м., ?=1,5 м
З1теф. =5*1,5=7,5 руб. /м
- Годовые затраты на антиадгезионную пленку:
Зтеф. = З1теф. · Nвып.З1теф. =7,5 руб. /м
Nвып. =3160 шт, Зтеф. =7,5*3160=23 700
Затраты на армирующее волокно:
Намотка осуществляется одновременно с бобин и вертлюжных катушек, поэтому при намотке затраты на армирующее волокно состоят из затрат на волокно для катушек вертлюга и затрат на волокно для продольного армирования (бобина):
Звол. = Звол. кат. + Звол. боб., где
Звол. кат. = Цвол. кат. · Мвол. кат.
Цвол. кат. =250 руб. /кг
Звол. боб. = Цвол. боб. · Мвол. боб.
Цвол. боб. =200 руб. /кг
Здесь Мвол. кат. и Мвол. боб. - масса волокон катушечных и бобинных соответственно, задействованных в годовом выпуске.
Определим массу волокна, идущего на изготовление труб длиной ?, диаметром Ц и толщиной стенки h.
Объем трубы:
Vтрубы=р (Ц-h) · h·?
Ц=0,1 м
h=5 мм = 0,005 м ?=1,5 м
Vтрубы= 3,14* (0,15−0,005) *0,005*1,5=0,0034 м3
В этом объеме количество армирующего волокна:
Vвол. =kв· Vтрубы kв=0,7
Vтрубы=0,0034 м3
Vвол. = 0,7*0,0034=0,238 м3
Масса каждого из армирующих волокон в годовом объеме выпуска:
Мвол. кат. = 0,111· свол. · kв · Vтрубы · Nвып.,
свол. =1,7*103 кг/м3
kв =0,7
Vтрубы =0,0034 м3
Nвып. =3160шт
Мвол. кат. =0,111*1,7*103 *0,7*0,0034*3160=141,9=142 кг
Звол. кат. =250*142=35 500 руб
Мвол. боб. = 0,889· свол. · kв · Vтрубы · Nвып.,
Мвол. баб. =0,889*1,7*103 *0,7*0,0034*3160=1136,6=1137 кг
Звол. боб. =200*1137=227 400 руб
Звол. =35 500+227400=262 900 руб
Затраты на связующее связаны с его потребностью в процессе намотки. Армирующие волокна пропитываются связующим в пропиточной ванне, лишнее связующее отжимается и попадает в пропиточную ванну. При производстве композитных труб используют чаще всего эпоксидные или эпоксифенольные связующие (ЭД-20 или ЭД-22), совмещенная с небольшими количествами отвердителя (аминного или ангидридного), ускорителя (для снижения времени отверждения) и пластификатора (если есть необходимость пластифицировать эпоксидную смолу).
Затраты на связующее:
Зсвяз. = (1+kпотерь) Цсвяз. · Мсв., где
Цсвяз. - оптовая цена связующего, руб. /кг, Цсвяз. =100 руб. /кг, Мсв. - масса связующего, необходимого для выполнения годовой программы выпуска труб, кг; kпотерь — коэффициент технологических потерь связующего при намотке kпотерь=0,0012
Мсв. = ссвяз. · (1 — kв) Vтрубы· Nвып
Ссвяз. =1,2*103 кг/м3
kв =0,7
Vтрубы =0,0034 м3
Nвып. =3160 шт
Мсв. =1,2*103* (1−0,7) *0,0034*3160=3867,8=3068 кг
Зсвяз. = (1+0,0012) *100*3068=307 169 руб
Таблица 2.5 — Затраты на основные материалы при изготовлении композитных труб
Материал | Антиадгезив | Волокно | Связующее | |
Затраты, руб. | ||||
Итого затраты на основные материалы, руб. | ||||
2.2.5 Затраты на инструмент при механической обработке
Операция 4 — отделение от общей композитной трубы фрагмента заданной длины алмазным отрезным инструментом (диском). Время работы алмазного отрезного диска (tрез) определяется скоростью подачи инструмента и глубиной резания, т. е. толщиной стенки композитной трубы. Однако в данной автоматической линии оправка одновременно с вращением испытывает и продольное осевое перемещение со скоростью Vнам. Поэтому за время полного оборота Твращ. оправка смещается на расстояние
Д? = Vнам. · Твращ., Твращ. =1/60=0,017 мин =1 с.
Д? =0,02*0,017=0,34 м = 0,34 мм
tрез = Твращ. = 1 с, где
Твращ — время одного оборота оправки с отвержденной трубой, с.
Таким образом, при выполнении годовой программы выпуска труб операция разрезания имеет продолжительность
Трез. = tрез· Nвып.
Nвып. =3160 шт
Трез. =1*3160/60=52,67 мин
Годовая потребность в отрезном инструменте на одну автоматическую линию:
Nалм. диск. = Трез. /tст., где
tст — стойкость алмазного отрезного инструмента, мин. tст=30 мин
Трез. =3160 мин, Nалм. диск. =3160/30=105,3, Nалм. диск. =106
Затраты на режущий материал по операции № 4 для всех автоматических линий составляют:
Залм. диск =Кавт. лин. · Цалм. диск. · Nалм. диск.,
Кавт. лин. =5, Цалм. диск. =190,Nалм. диск. =106
Залм. диск = 5*190*106=100 700 руб
Операция 6 — механическая зачистка оправок, удаленных из трубы, и предназначенных для дальнейшего использования в автоматической линии. Вследствие использования антиадгезионной пленки затраты на эту операцию минимальны и равны стоимости одного абразивного круга. Забр. кр. =70 руб
Операция 7 — это токарная обработка. Токарная обработка осуществляется на токарно-винторезном станке, позволяющем проводить точение, обработку кромок и др.
Для токарной обработки изделий из композиционных материалов используют твердосплавные инструменты группы ВК: для черновой обработки — ВК6М, ВК8, ВК6, а для чистовой — ВК2 и ВК3М. Используют резцы, имеющие напайные пластины из твердого сплава (черновая обработка) и резцы с многогранными твердосплавными пластинами (чистовая обработка).
Расчет затрат на режущий инструмент для каждого вида механической обработки:
Зин = Nин· Цин + Ппер · Спер, где
Зин — затраты на инструмент на операции, руб.; Цин — цена режущего инструмента, руб.; Ппер — количество допускаемых переточек; Спер — стоимость одной переточки, руб.; Nин — количество инструмента (резцов) для каждого вида обработки.
- При черновой обработке композитной трубы продолжительность черновой операции:
Tмаш черн =? / щчерн · Nоб. черн, где
? — длина трубы, мм,? =1,5 м = 1500 мм. щчерн. - ширина обработки инструментом за один оборот, мм щчерн. =0,3 м =300 мм
Nоб. черн. - количество оборотов изделия при черновой обработке на токарном станке, об/мин.
Nоб. черн=1 об/мин, Tмаш черн =1500/300*1000=5 мин
При чистовой обработке композитной трубы продолжительность чистовой операции:
Tмаш чист =? / щчист. · Nоб. чист., где
Nоб. чист. - количество оборотов изделия при чистовой обработке на токарном станке, об/мин.
Nоб. чист. =3 об/мин,? =1,5 м = 1500 мм
щчист — ширина обработки инструментом за один оборот, мм
щчист. =0,3 м =300 мм, Tмаш чист =1500/300*3000=1,6 мин
Количество допускаемых переточек инструмента при черновой обработке:
Ппер. черн. = Nвып. · Tмаш черн. /tст. черн., где
tст. черн. - стойкость твердосплавного инструмента при черновой обработке между двумя переточками, мин.
Ппер. черн. =3160*5/40=395, Nрез. нап. = Nвып. · Tмаш черн. / 10tст. черн.
Nрез. нап. =3160*1,6/400=12,64
При чистовой обработке композитных труб используется резец с пятигранной твердосплавной пластиной, позволяющей за счет перемещения граней увеличить продолжительность его работы в десять раз за счет двухстороннего использования пластины.
- Количество пластин, необходимых для выполнения программы выпуска композитных труб:
Nрез. пятигр. = Nвып. · Tмаш чист. / tст. чист., где
tст. чист. - стойкость твердосплавного инструмента при чистовой обработке, мин;
Nрез. пятигр. = 3160*1,6/60=84,26
Общее количество допускаемых переточек инструмента при токарной обработке композитных труб: Ппер. = Ппер. черн. =395
Затраты на инструмент в этапе № 7 будут равны:
Зин. = Ппер. черн. · Спер. + Nрез. нап. · Цнап. + Nрез. пятигр. · Цпят.
Зин. = 395*1,2 + 12,64*80 + 84,26*200=18 337,2руб
Таблица 2.5
Годовые затраты на инструмент при механической обработке
Операции | Инструмент | Затраты | |
№ 4 | Алмазный диск | ||
№ 6 | Абразивный круг | ||
№ 7 | Токарная обработка | 18 337,2 | |
Итого: | 119 107,2 руб | ||
2.2.6 Затраты на потребление электрической энергии
Стоимость силовой электроэнергии:
Сэл. сил. =Wгод. · Цэл, где
Цэл — цена электроэнергии, руб. /кВт-ч;
Цэл=2,8 руб. /кВт-ч
Wгод - расход силовой электроэнергии в год, кВт-ч
Wгод=Макт. · Фд. см. · m·kзаг, где
Фд. см — действительный годовой фонд времени работы оборудования для 1 смены, Фд. см=1980 ч; m — количество смен; m=2, kзаг — средний коэффициент загрузки оборудования, kзаг=0,96, Макт - сумма активных мощностей, кВт-ч
Макт=УКоб. · Муст. · kспр, где
Коб — количество оборудования по операциям
Муст — установленная активная мощность
kспр — коэффициент использования электрооборудования по времени и мощности.
Данные для расчета суммы активных мощностей приведены в таблице 2.6
Таблица 2.6 — Коэффициенты использования электрооборудования
Операция | kспр | Коб | Муст | |
Автоматическая линия, 1−2-3 | 1,0 | |||
Операция № 4 | 0,15 | |||
Операция № 5 | 0,6 | |||
Операция № 6 | 0,7 | 0,5 | ||
Операция № 7 | 0,9 | |||
Операция № 8 | 0,9 | |||
Макт=1*5*26+26*5*1+0,6*1*3+0,7*1*0,5+0,9*1*8+0,9*1*3=402,8 кВт-ч
Wгод =402,8*1980*2*0,96=765 642,24 кВт-ч Сэл. сил. =765 642,24*2,8=2 143 798,272 кВт-ч
Стоимость силовой электроэнергии на 1 изделие:
Ссил. эл.1=Ссил. эл. /Nзап
Ссил. эл.1=2 143 798,272/3350=639,9 руб
2.2.7 Расчет заработной платы основных производственных и вспомогательных рабочих
Фонд заработной платы ОПР:
Зобщ=Зосн+Здоп+П, где
Зосн — основная заработная плата
Здоп — дополнительная заработная плата
П — премии
Основная заработная плата:
Зосн. =Зтар· Кр. к. · Кдопл, где
Кр. к. - районный коэффициент, по Алтайскому краю Кр. к. =1,15, Кдопл — коэффициент доплат, Зтар — тарифная заработная плата:
Зтар =Тгод· Чj, где
Тгодi — трудоемкость годовой программы на i-й операции; Чj — часовая тарифная ставка j-го разряда.
Чj=Ч1 · Кj, где
Кj — тарифный коэффициент j-го разряда;
Ч1 — часовая тарифная ставка 1-го разряда;
Ч1=Зmin/ Фдм, где
Зmin — минимальная заработная плата (МРОТ)
Зmin=4611 руб.
Фдм — действительный фонд времени одного рабочего за месяц
Фдм =140 часов
Ч1=4611/140=32,9
Рабочие обслуживающие автоматическую линию и этапы 5,6 имеют 4-й разряд (К4=1,35), этапы 7,8 5-й разряд (К5=1,54), таким образом тарифная ставка для 4 и 5 разряда равны:
Ч4=32,9*1,35=44,415
Ч5=32,9*1,54=50,66
Трудоемкость годовой программы на операциях автоматической линии:
Тгодi=tштi· Nзап/60, где
Nзап=3350 шт
Тгод1=10*3350/60=558,3
Тгод2−3=75*3350/60=4187,5
Тгод4=5*3350/60=279,2
Тгод5=10*3350/60=558,3
Тгод6=12*3350/60=670
Тгод7=16*3350/60=893,3
Тгод8=15*3350/60=837,5
- Годовая тарифная заработная плата:
Зтар =Тгод· Чj
Зтар1=558,3*44,415=24 796,89
Зтар2−3=4187,5*44,415=185 987,812
Зтар4=279,2*44,415=12 400,668
Зтар5=558,3*50,66=28 283,478
Зтар6=670*44,415=29 758,05
Зтар7=893,3*50,66=45 254,578
Зтар8=837,89*50,66=42 447,507
Основная заработная плата:
Зосн. =Зтар· Кр. к. · Кдопл
Кр. к. =1,15
Кдопл1−6=1,18
Кдопл7−8=1,2
Зосн1=24 796,89*1,15*1,18=33 649,37
Зосн2−3=185 987,812*1,15*1,18=252 385,46
Зосн4=12 400,668*1,15*1,18=16 827,71
Зосн5=28 283,478*1,15*1,18=38 380,67
Зосн6=29 758,05*1,15*1,18=40 381,67
Зосн7=45 254,578*1,15*1,2=62 451,31
Зосн8=42 447,507*1,15*1,2=58 577,55
Дополнительная зарплата:
Здоп=0,1· Зосн
Здоп1=33 649,37*0,1=3364,93
Здоп2−3=252 385,46*0,1=25 238,54
Здоп4=16 827,71*0,1=1682,77
Здоп5=38 380,67*0,1=3838,067
Здоп6=40 381,67*0,1=4038,167
Здоп7=62 451,31*0,1=6245,131
Здоп8=58 577,55*0,1=5857,755
Премия:
П=0,6· (Здоп+Зосн)
П1=0,6* (3364,93+33 649,37) =22 208,58
П2−3=0,6* (25 238,54+252 385,46) =166 574,4
П4=0,6* (1682,77+16 827,71) =11 106,28
П5=0,6* (3838,067+38 380,67) =25 331,24
П6=0,6* (4038,167+40 381,67) =26 651,9
П7=0,6* (6245,131+62 451,31) =41 217,86
П8=0,6* (5857,755+58 577,55) = 38 661,18
Таблица 2.7 — Расчет заработной платы ОПР
№ операции | Тгод | Зтар | Зосн | Здоп | П | ||
558,3 | 24 796,89 | 33 649,37 | 3364,93 | 22 208,58 | 84 578,07 | ||
2−3 | 4187,5 | 185 987,812 | 252 385,46 | 25 238,54 | 166 574,4 | 634 373,71 | |
279,2 | 12 400,668 | 16 827,71 | 1682,77 | 11 106,28 | 42 296,62 | ||
558,3 | 28 283,478 | 38 380,67 | 3838,067 | 25 331,24 | 96 391,75 | ||
29 758,05 | 40 381,67 | 4038,167 | 26 651,9 | 101 499,78 | |||
893.3 | 45 254,578 | 62 451,31 | 6245,131 | 41 217,86 | 156 062,17 | ||
837,5 | 42 447,507 | 58 577,55 | 5857,755 | 38 661,18 | 146 381,49 | ||
итого | 1 261 583,59 | ||||||
Расчет заработной платы вспомогательных рабочих:
Фонд заработной платы вспомогательных рабочих состоит из основной заработной платы, дополнительной заработной платы и премий:
Зобщ=Зосн+Здоп+П, где
Основная заработная плата:
Зосн=Ксп. всп· Кр. к. · Фд·Ч3, где Ксп. всп. - количество вспомогательных рабочих по списку Ксп. всп. =5
Кр. к. - районный коэффициент, по Алтайскому краю Кр. к. =1,15
Фд — действительный годовой фонд времени, Фд =1815 ч Ч3 — часовая тарифная ставка 3-го разряда, Ч3=32,91,3=42,77 руб. /ч Зосн=5*1,15*1815*42,77=446 358,41
- Дополнительная заработная плата:
Здоп=0,1· Зосн
Здоп=0,1*446 358,41=44 635,84
Премия:
П=0,6· (Здоп+Зосн)
П=0,6* (44 635,84+446 358,41) =294 596,5
Общая заработная плата вспомогательных рабочих:
Зобщ=Зосн+Здоп+П Зобщ=446 358,41+44 635,84+294 596,5=785 590,75
Общий фонд заработной платы ОПР и вспомогательных рабочих:
Зобщ=
Зобщ=1 261 583,59+785 590,75=2 047 174,34
Размер единого социального налога:
Ос/с=Оесн. · Зобщ, где Оесн — ставка единого социального налога в процентном отношении Ос/с=2 047 174,34*0,3=614 152,302
2.2.8 Затраты на оборудование
Затраты на оборудование:
Зобор= (Агод+Зг. з. обор. +Згод. сто+Ссил. эл. ++АS) /Nзап, где
Агод — годовые затраты на амортизацию оборудования
Зг. з. обор. - годовые затраты на содержание и эксплуатацию оборудования
Згод. сто — годовые затраты на средства технического оснащения
АS — амортизация рабочих площадей
Ссил. эл — стоимость силовой электроэнергии
— общий фонд заработной платы вспомогательных рабочих
Годовые затраты на амортизацию оборудования:
Агодi =Цотпi (1+1,1/100). НобiКобi/100
Цотпi — оптовая цена оборудования на i-й операции, руб.
Ктр. м — коэффициент транспортно-монтажных работ
Нобi — норма амортизации оборудования на i-й операции, %
Кобi — количество принятого оборудования на i-й операции, шт.
Агод2−3=1500*1,01*0,16*5/100=12,12
Агод5=60*1,01*0,12*1/100=0,073
Агод6=2*1,01*0,08*1/100=0,0016
Агод7=300*1,01*0,16*1/100=0,48
Агод8=820*1,01*0,1*1/100=0,83
Годовые затраты на содержание и эксплуатацию оборудования:
Зг. з. обор. = Цотпi (1+ Ктр. м/100) Псод. об. Кобi где
Псод. об. - затраты на содержание и эксплуатацию оборудования, %
Зг. з. обор.2-3=1500*1, 20*1,01*5=9090
Зг. з. обор.5=60*1,16*1,01*1=70,29
Зг. з. обор.6=2*1,14*1,01*1=2,3
Зг. з. обор.7=300*1,14*1,01*1=345,42
Зг. з. обор.8=820*1,18*1,01*1=977,28
Годовые затраты на средства технического оснащения:
Згод. сто= Цоптi (1+Ктр. м/100) Зсто Коб. i
Згод. сто2−3=1500*1,01*0,1*5=757,5
Згод. сто5=60*1,01*0,04*1=2,42
Згод. сто6=2*1,01*0,12*1=0,24
Згод. сто7=300*1,01*0,08*1=24,24, Згод. сто8=820*1,01*0,06*1=49,69
Амортизация рабочих площадей:
АS=НsSiC1кв. м. Коб. i. Где
Нs — норма амортизации производственной площади, Si — занимаемая площадь на i-й операции, м2, С1кв. м. - стоимость 1 м2 производственных площадей.
АS2−3=0,02*50*2500*5=12 500 руб.
АS5=0,02*36*2500*1=1800 руб., АS6=0,02*50*2500*1=2500 руб.
АS7=0,02*32*2500*1=1600 руб., АS8=0,02*50*2500*1=2500 руб.
Таблица 2.8 — Затраты на оборудование
Номер операции | 2−3 | |||||
Затраты на амортизацию Агод, тыс. руб. | 12,12 | 0,073 | 0,0016 | 0,48 | 0,83 | |
Затраты на содержание и эксплуатацию оборудования Зг. з. обор., тыс. руб. | 70,29 | 2,3 | 245,42 | 977,28 | ||
Затраты на СТО Згод. сто, тыс. руб. | 757,5 | 2,42 | 0,24 | 24,24 | 49,69 | |
Затраты на амортизацию рабочей площади АS, тыс. руб. | ||||||
Итого общие затраты | 22 359,62 | 1872,78 | 2502,54 | 1970,14 | 3527,8 | |
Итого: | 32 232,88 | |||||
2.2.9 Общецеховые расходы
Общецеховые расходы включают амортизацию зданий общецехового назначения, заработную плату цеховых специалистов, затраты по технике безопасности и т. д.
Ццех=ЗобщРцех
Где Рцех — цеховые расходы, %, Зобщ — общий фонд зарплаты основных и вспомогательных рабочих.
Ццех=2 047 174,34*1,8=3 684 913,812
2.2.10 Общезаводские расходы
Общезаводские расходы включают амортизацию зданий общепроизводственного назначения, заработную плату административно-управленческого персонала, затраты на охрану труда, служебные командировки и т. д.
Цзав= Зобщ*Рзав где
Рзав - заводские расходы, %
Цзав=2 047 174,34*2,4=4 913 218,416
После расчета статей расходов составляем калькуляцию себестоимости
Таблица 2.9: — Себестоимость производства композитных труб
Статьи расходов | Сумма, руб. | |
1. Основные материалы | ||
2. Инструмент | 119 107,2 | |
3. Силовая электроэнергия | 2 143 798,272 | |
4. Заработная плата ОПР | 1 261 583,59 | |
5. Заработная плата вспомогательных рабочих | 785 590,75 | |
6. Страховые взносы | 614 152,302 | |
7. Затраты на амортизацию, содержание и эксплуатацию оборудования | 32 232,88 | |
8. Общецеховые расходы | 3 684 913,912 | |
9. Общезаводские расходы | 4 913 218,416 | |
ИТОГО | 14 148 366,32 | |
Калькуляция себестоимости композитной трубы | 1238,31 | |
Калькуляция себестоимости композитной трубы отражает затраты на единицу изделия.
Таким образом, выполненные расчеты позволяют рационально организовать процесс производства композитных труб. В курсовой работе полностью учтены технологические требования к организации производственного процесса, а экономические расчеты показывают обеспеченность процесса намотки с учетом изучение спроса на готовые композитные трубы, необходимым оборудованием, площадями, электроэнергией, материалами, численностью рабочих соответствующей квалификации.