Принципы построения технологических процессов и требования к оборудованию электроннолучевой обработки
Локальный переплав обрабатываемых поверхностей с помощью электронного луча дает возможность получать чрезвычайно высокие скорости кристаллизации металла в зоне плавления. Образующиеся при этом структуры значительно отличаются от структур, получаемых в обычных условиях. Расширяются границы растворимости для твердых растворов, измельчается микроструктура, значительно повышаются пластичность… Читать ещё >
Принципы построения технологических процессов и требования к оборудованию электроннолучевой обработки (реферат, курсовая, диплом, контрольная)
Важными достоинствами электроннолучевой обработки с технологической точки зрения являются:
- 1. Возможность за счет фокусировки луча плавно изменять удельную мощность в зоне нагрева;
- 2. Большая мощность (до мегаватт) в месте взаимодействия луча с заготовкой;
- 3. Удобство управления положением луча и модулирования его мощности;
- 4. Наличие вакуума как рабочей среды;
- 5. Возможность получения малоразмерной прецизионной зоны воздействия луча.
Недостатками являются:
- 1. Необходимость обеспечения высокого вакуума;
- 2. Сложность изготовления и эксплуатации оборудования.
Все основные операции электроннолучевой обработки можно условно разбить на три группы:
- 1. Плавление (операции локального переплава, плавка в вакууме).
- 2. Испарение (испарение в вакууме, размерная электроннолучевая обработка);
- 3. Термообработка без изменения агрегатного состояния вещества.
Локальный переплав обрабатываемых поверхностей с помощью электронного луча дает возможность получать чрезвычайно высокие скорости кристаллизации металла в зоне плавления. Образующиеся при этом структуры значительно отличаются от структур, получаемых в обычных условиях. Расширяются границы растворимости для твердых растворов, измельчается микроструктура, значительно повышаются пластичность и твердость. Быстрое остывание расплавленного металла приводит к последующей дополнительной закалке, и за время температурного цикла «нагрев-охлаждение» т=10‘3…1 с у закаливающихся сталей образуется структура мелкозернистого мартенсита с весьма высокой твердостью. Включение этих зон в более пластичный основной металл повышает износостойкость поверхности, особенно у ледебуритных сталей и чугунов. Иногда такое поверхностное оплавление материала называют облагораживающим.
Электроннолучевая плавка или плавка лучом в вакууме применяется тогда, когда необходимо выплавить особо чистые металлы, в том числе химически активные. При этом можно получать более высокий перегрев жидкого металла в ванне и наиболее полно производить дегазацию металла, отгонку летучих примесей, а также осуществить те физико-химические процессы, которые при иных методах плавки не успевают протекать полностью. Переплавляемый материал может быть использован в любом виде (шихта, пруток, лом, спеченные штабики, губка). Особую роль при этом играет вакуум как защитная среда, что объясняется следующим:
- 1. В вакууме происходит интенсивное удаление растворенных в металле газов, что значительно улучшает их механические свойства, особенно пластичность. Многие сплавы на основе титана, вольфрама, молибдена, ниобия и других химически активных металлов получили промышленное применение только благодаря выплавлению в вакууме.
- 2. Некоторые из примесей (нитриды, карбиды, оксиды) при нагревании в вакууме разлагаются; при этом происходит вакуумное рафинирование переплавляемого металла. Переплавленный металл содержит меньше металлических включений, и это повышает эксплуатационные характеристики, изготовленных из него изделий.
- 3. При плавке металла в вакууме все время происходит удаление газообразных продуктов из зоны реакции, вследствие чего равновесие химических реакции вида

по принципу Ле-Шателье сдвигается вправо, то есть резко интенсифицируются раскис лите лъные реакции. Это также дает возможность повысить качество выплавляемого в вакууме металла, значительно снизить в нем содержание газов, прежде всего кислорода.

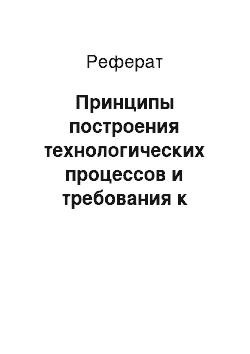
Рис. 5. Варианты схем плавки электронным лучом.
- 1 — слиток; 2 — тигель; 3 — переплавляемый металл;
- 4 — электронная пушка; 5 — электронный луч; 6 — затравка.
Возможные схемы плавки электронным лучом приведены на рис. 5, где:
- а) — выплавление слитка с вытягиванием через вакуумный шлюз с переплавляемым металлом в виде бруска (штабика);
- б) — то же с переплавляемым металлом в виде порошка, гранул или кусочков;
- в) выращивание монокристаллов {схема Чохральского), когда на затравку (6) наплавляется металл тигля (2), и она вытягивается с заданной скоростью вертикально вверх.
В промышленности применяют электроннолучевую плавку с последующей заливкой в вакууме литейных форм. На различных электроннолучевых установки для плавки в вакууме при давлении, составляющем Р=10 '…20 'Па, получают слитки массой до 20 т.
Для улучшения качества сталей применяются установки для электроннолучевого переплава мощностью до 1200кВт, что позволяет выплавлять слитки массой до 12 т при годовом объеме выпуска до 3000 т, например, для производства валов и лопаток турбин, камер сгорания, высокоскоростных подшипников.
Электроннолучевая сварка. Эта операция является одним из самых распространенных технологических применений электронного луча. Поскольку при сварке происходит локальное плавление с последующей кристаллизацией, величина зоны расплавленного металла имеет важное значение. Кристаллизация металла в сварочной ванне в значительной мере определяет свойства металла шва, и изменение ширины зоны проплавления при сварке оказывает существенное влияние на свойства сварного соединения. Кроме того, от объема расплавленного при сварке металла зависят деформации и напряжения, возникающие в конструкциях после сварки.
При относительно малых удельных поверхностных мощностях электронного луча форма проплавления имеет такой же вид, как и при традиционных процессах газовой и дуговой сварки. По мере увеличения удельной поверхностной мощности начинается интенсивное испарение металла с поверхности сварочной ванны. Это приводит к деформации жидкого металла под действием реакции паров, к углублению сварочной ванны и к получению швов с глубоким проплавлением, называемых кинжальными. Электроннолучевую сварку целесообразно применять при получении толстостенных конструкций, так как за один проход можно получить проплавление глубиной 200…300 мм. Кроме того, глубокое проплавление позволяет получать сварные соединения принципиально новой формы, которые нельзя получить иными способами.
Вакуум как защитная среда при сварке целого ряда химически активных и тугоплавких металлов и сплавов позволяет получить значительно более высокие показатели сварного шва, чем при сварке в защитных газах. Поэтому сварные конструкции из таких материалов как вольфрам, титан, молибден, цирконий, тантал и др. изготавливаются, в основном, с помощью электроннолучевой сварки.
Малая величина объема ванны расплавленного металла, получаемого при электроннолучевой сварке, резко снижает деформации свариваемых деталей. Открывается возможность сваривать конструкции из уже окончательно обработанных деталей с незначительной последующей обработкой или вовсе без нее. Возможна также сварка термообработанных изделий, например, после закалки. Зона разупрочнения вследствие нагрева настолько мала, что это не сказывается на детали в целом. Пример: шевронное колесо надо складывать из двух отдельных косозубых колес, сваривая их. Такие колеса устанавливаются в авиационных двигателях. В автомобильной промышленности так изготавливают зубчатые блоки из отдельно обработанных механически и термически шестерен, собранных на валу и закрепленных с помощью электроннолучевой сварки.
Электроннолучевое испарение металлов. Испарение в вакууме материалов при нагреве их электронным лучом используют для получения тонких пленок. В отличие от других способов испарения, где энергия подводится к испаряемой поверхности через стенку тигля или через высокотемпературный нагревательный элемент, здесь осуществляется прямой нагрев поверхности испаряемого металла. Это позволяет испарять материалы из водоохлаждаемых тиглей, что особенно важно при работе с химически активными и тугоплавкими материалами, так как дает возможность получать покрытия высокой чистоты, поскольку почти исключается реакция испаряемого материала с материалом тигля, и материал тигля практически не испаряется.
При этом можно управлять электронным пучком и тем самым регулировать скорость испарения и распределение плотности потоков пара.
Для процесса испарения важное значение имеет число испаряемых частиц, прошедших путь до заготовки без столкновений, N=N0exp (-nox), где N0 — число частиц, испаряемых с поверхности; а — площадь эффективного сечения, пконцентрация частиц газа; х — путь, пройденный частицей до столкновения.
Среднее значение длины свободного пробега частицы пара до столкновения составляет"500 мм при давлении р=10'2 Па. Следовательно, учитывая угол рассеивания частиц, напыляемая подложка должна находиться на расстоянии не более 250 мм от испаряемой поверхности. В этом случае практически весь испаряемый материал попадет на поверхность подложки.
Другим важным технологическим параметром является скорость испарения:

где, а «1 — коэффициент испарения; К, и К2 — коэффициенты, зависящие от материала; М0 — массовое число материала; Т — температура.
Практически установлено, что должно быть уя> 0,1… 1000 г/(м2с). Достижение таких скоростей испарения возможно только при испарении из жидкой фазы, что определяет конструкцию испарительных установок.
Электроннолучевое испарение применяют в микроэлектронике при нанесении различных покрытий на стальную ленту. Наноситься таким путем могут и различные неметаллические материалы — диоксид кремния, оксид алюминия, различные виды стекла. Характерным примером электроннолучевого напыления является изготовление листового теплоотражающего стекла, когда на стеклянную заготовку напыляют тонкий слой хрома, меди, а затем боросиликатного стекла. Такая установка содержит 72 электронные пушки суммарной мощностью 3,6 Мвт. Производительность этой установки составляет около 10s м2 стекла в год.
Размерная обработка электронным пучком. В результате такого рода обработки в заготовке получают глухие или сквозные отверстия заданных размеров и заданный контур с определенными допусками. Размерная электроннолучевая обработка основана на том. что при достаточно большой поверхностной удельной мощности скорость испарения и давление пара возрастают настолько, что весь жидкий металл с потоком пара выбрасывается из зоны обработки.
Существуют три режима размерной электроннолучевой обработки:
- 1. Моноимпульсный режим, когда за время действия одного импульса получают отверстие;
- 2. Многоимпульсный режим, когда отверстие получают воздействием нескольких импульсов;
- 3. Режим обработки с перемещением электронного луча по заготовке с заданной скоростью.
Параметры электроннолучевой размерной обработки связаны с физическими характеристиками материала заготовки (температурой плавления, упругостью пара) и не зависят от его механических свойств (прочности, твердости, пластичности). Поэтому электронный луч нашел применение в первую очередь при обработке твердых материалов — алмазов, кварца, керамики, кристаллов кремния и германия.
Образование полостей в заготовке обычно ведут в многоимпульсном режиме (время импульса ти=10'2…10'3 с, скважность q=100…200). В периоды пауз между импульсами материал в зоне обработки успевает охладиться до температуры, близкой к начальной, и общий нагрев заготовки невелик.
Диаметр получаемого отверстия и длительность импульса тока луча связаны эмпирической зависимостью: dot>s К 1пти, где К — эмпирический коэффициент материала.
Особой разновидностью размерной электроннолучевой обработки является перфорация, то есть получение мелких сквозных отверстий, заданных формы и размеров в заданном количестве на единицу площади. Так изготавливают металлические и керамические элементы фильтров, пористый материал для камер сгорания ракетных двигателей и для лопаток турбин. Другим примером являются фильеры из различных твердых сплавов, керамики и стекла диаметром до 30…50 мм, которые при толщине перфорируемой пластины 1…3 мм могут содержать до 500 отверстий.
Электроннолучевая термообработка. Этот процесс позволяет осуществлять локальный нагрев обрабатываемых участков поверхности с целью структурных превращений (в основном, закалки) или для отжига в вакууме с целью увеличения пластичности и очистки поверхности от адсорбированных газов.
Закалка без плавления применяется сравнительно редко, так как применение закалочных сред, увеличивающих скорость охлаждения (вода, масло), в вакууме затруднено. Однако, когда зона закалки достаточно мала, интенсивность отвода тепла в металл оказывается достаточной для образования закалочных структур. Примером является упрочнение лезвий режущего инструмента из быстрорежущих сталей, в результате чего рабочий ресурс повышается в 2 раза по сравнению с инструментами, закаленными обычным способом.
Термообработка листового материала или фольги производится сканированием луча по обезжиренной, очищенной и предварительно нагретой до 200…400'С поверхности.
Основные процессы, происходящие при взаимодействии потока электронов с веществом, сведены в нижеприведенной схеме.
