Краткая характеристика существующих аппаратов
Аппараты, предназначенные для проведения процессов сушки, называют обычно сушилками. По способу сообщения тепла различают сушилки конвективные, контактные, терморадиационные, сублимационные и высокочастотные. Для сушки минеральных материалов в основном используют конвективные сушилки, в которых тепло для испарения влаги передается материалу от газообразного сушильного агента (нагретого воздуха… Читать ещё >
Краткая характеристика существующих аппаратов (реферат, курсовая, диплом, контрольная)
Аппараты, предназначенные для проведения процессов сушки, называют обычно сушилками. По способу сообщения тепла различают сушилки конвективные, контактные, терморадиационные, сублимационные и высокочастотные. Для сушки минеральных материалов в основном используют конвективные сушилки, в которых тепло для испарения влаги передается материалу от газообразного сушильного агента (нагретого воздуха, топочных газов или их смесью с воздухом) при непосредственном его соприкосновении с поверхностью материала. В простейшем виде сушильный процесс осуществляется таким образом, что сушильный агент, нагретый до температуры, предельно допускаемой высушиваемым материалом, однократно используется в сушильном аппарате. В процессе сушки тепло расходуется не только на испарение влаги, но и на нагревание высушенного материала, транспортных устройств, потери в окружающую среду и потери тепла с отработанным сушильным агентом (воздухом или дымовыми газами).
Конвективные сушилки широко применяются в промышленности и осуществляются в следующих наиболее типичных конструкциях: барабанные, распылительные, пневматические и ленточные сушилки.
Распылительные сушилки. К достоинствам этих сушилок следует отнести высокое качество конечного продукта — высушеный материал получается в виде мелкогранулированного сыпучего порошка, который легко транспортируется, затаривается и имеет привлекательный товарный вид. Эти сушилки в основном используют для получения товарной продукции — керамических порошков, минеральных добавок в сухие строительные смеси и др. Недостаток — большие габариты всей установки и газоочистного оборудования, входящего в ее состав. В этих сушилках достигается высокая интенсивность испарения влаги за счет тонкого распыления высушиваемого материала в сушильной камере, через которую движется сушильный агент (нагретый воздух или топочные газы). При сушке в распыленном состоянии удельная поверхность испарения становится столь большой, что процесс высушивания завершается чрезвычайно быстро (примерно за 15—30 сек). В условиях почти мгновенной сушки температура поверхности частиц материала, несмотря на высокую температуру сушильного агента, лишь немного превышает температуру адиабатического испарения чистой жидкости. Таким образом, достигается быстрая сушка в мягких температурных условиях, позволяющая получить качественный порошкообразный продукт, не требующий дальнейшего измельчения. Возможна сушка и холодным теплоносителем, когда распыливаемый материал предварительно нагрет. Распыление осуществляется механическими и пневматическими форсунками, а также с помощью центробежных дисков, скорость вращения которых составляет 4000—20 000 оборотов в мин.
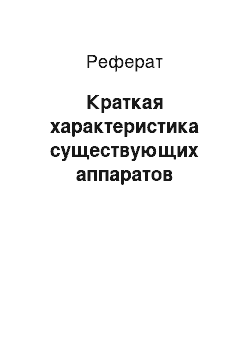
В распылительной сушилке (рис. 2) материал подается в камеру 1 через форсунку 2. Сушильный агент движется параллельным током с материалом. Мелкие твердые частицы высушенного материала осаждаются на дно камеры и отводятся шнеком 3. Средний размер частиц может регулироваться качеством распыла и скоростью газов в сушильной камере и составляет от нескольких милиметров до нескольких микрон. Отработанный сушильный агент после очистки от пыли в циклоне 4 и рукавном фильтре 5 выбрасывается в атмосферу.

Pис. 2. Распылительная сушилка Распыление центробежными дисками (без давления) пригодно для диспергирования суспензий и вязких жидкостей, но требует значительно большего расхода энергии, чем механическое распыливание. Распыливание механическими форсунками, в которые жидкость подается насосом под давлением 30—200 aт, более экономично, но применяется только для жидкостей, не содержащих твердых взвесей, вследствие чувствительности этих форсунок к засорению. Распыление пневматическими форсунками, работающими с помощью сжатого воздуха под давлением около 6 aт, хотя и пригодно для загрязненных жидкостей, но наиболее дорого из-за большого расхода энергии; кроме того, его недостатком является неоднородность распыления. Распылительные сушилки работают по принципу противотока или смешанного тока. Однако прямоток особенно предпочтителен, так как позволяет производить сушку при высоких температурах без перегрева материала, причем скорость осаждения частиц складывается в этом случае из скорости их витания и скорости сушильного агента.
При противотоке скорость осаждения меньше и соответственно больше время пребывания частиц в камере. Это позволяет получать высушенный материал с большей плотностью. Для осаждения мелких частиц (средний размер капель обычно составляет 20—60 мкм) и уменьшения уноса скорость газов в камере, считая на ее полное сечение, обычно не превышает 0,3—0,5 м/сек. Но даже при таких скоростях унос значителен и требуется хорошее обеспыливание отработанных газов. Для более равномерного распределения сушильного агента по сечению камеры и хорошего смешивания с каплями высушиваемой жидкости используют ввод газа через штуцер, расположенный касательно к корпусу камеры, или через ряд щелей, по ее окружности. Производительность таких сушилок по испаренной влаге невелика и составляет примерно 10 -14 кг/(м3· час).
Вследствие относительно низкого напряжения камеры по влаге распылительные сушилки представляют собой довольно громоздкие аппараты. Кроме того, оборудование сушилок (распыливающие и пылеулавливающие устройства) является довольно сложным и дорогим в эксплуатации.
Пневматические сушилки. Сушилки этой конструкции используются в основном для удаления поверхностной влаги из сыпучих материалов, таких как песок, дробленые минералы, порошки. Сушка осуществляется в вертикальной трубе длиной до 20 м. Частицы материала движутся в потоке нагретого воздуха (или топочных газов), скорость которого превышает скорость витания частиц, и составляет 10—30 м/сек. В подобных трубах-сушилках процесс сушки длится секунды и за такое короткое время из материала удается испарить только часть свободной влаги. В пневматической сушилке (рис. 3) материал из бункера 1 подается питателем 2 в трубу 3 и увлекается потоком воздуха, который нагнетается вентилятором 4 и нагревается в калорифере 5. Воздух выносит высохший материал в сборник-амортизатор 6 и затем в циклон 7, где отделяется от частиц материала. Высушенный материал удаляется с помощью разгрузочного устройства 8. Отработанный воздух для окончательной очистки от пыли проходит через фильтр 9, после чего удаляется в атмосферу.

Pис. 3. Пневматическая сушилка Расход энергии в пневматических сушилках значителен, причем он снижается с уменьшением размера частиц материала, который не должен превышать 8—10 мм. Для сушки материалов с крупными частицами, а также для удаления из материала связанной влаги пневматические сушилки комбинируют с сушилками других типов. Таким образом, несмотря на компактность и простоту устройства, область применения пневматических сушилок ограничена условиями, указанными выше. Тем не менее, пневматические трубы-сушилки используются часто из-за простоты конструкции, к тому же в них сушку продукта можно совмещать с пневмотранспортом. Используются также многотрубные сушилки, трубы-классификаторы для сушки и одновременного разделения материала на две фракции.
Ленточные сушилки. В этих сушилках сушка материалов производится непрерывно при атмосферном давлении. В камере 1 сушилки (рис. 3) слой высушиваемого материала движется на бесконечной ленте 2, натянутой между ведущим 3 и ведомым 4 барабанами. Влажный материал подается на один конец ленты, а подсушенный удаляется с другого конца. Сушка осуществляется горячим воздухом или топочными газами, которые движутся противотоком или перекрестным током к направлению движения материала. В одноленточных сушилках со сплошной лентой обычно наблюдается неравномерное высушивание материала: во внутренней части слоя, обращенной к ленте, конечная влажность выше, чем в его наружной части, омываемой газами или воздухом. Более эффективно применение многоленточных сушилок с лентами из металлической сетки. В них сушильный агент движется перпендикулярно плоскости ленты сквозь находящийся на ней слой материала (перекрестный ток). При пересыпании материала с ленты на ленту увеличивается поверхность его соприкосновения с сушильный агентом, что способствует возрастанию скорости и равномерности сушки. Ленточные сушилки могут работать по различным вариантам сушильного процесса.
Ленточные сушилки громоздки (подобно туннельным сушилкам) и сложны в обслуживании главным образом из-за перекосов и растяжения лент; их удельная производительность (на 1 м² поверхности ленты) невелика, а удельные расходы тепла (на 1 кг испаренной влаги) довольно высоки. Кроме того, они непригодны для сушки пастообразных материалов, поэтому для этой цели их используют в комбинации с вальцовыми сушилками (см. ниже). В некоторых современных конструкциях ленточных сушилок применяется в качестве сушильного агента перегретый пар, иногда — в смеси с горячими инертными газами. Сушка перегретым паром (при отсутствии или очень малом содержании кислорода) представляет интерес для материалов, окисляющихся или загорающихся при повышенных температурах в присутствии кислорода воздуха. В конструктивном отношении эти сушилки сложны, так как во избежание попадания в них воздуха необходимо обеспечивать их герметичность.

Рис. 4. Ленточная сушилка
Простейшими контактными сушилками являются: вальцовые сушилки, гребковые вакуум-сушилки.
Вальцовые сушилки осуществляют непрерывную сушку жидкостей и текучих пастообразных материалов при разрежении или атмосферном давлении. Основной частью двухвальцовых сушилок, наиболее часто применяемых в фармацевтическом производстве, являются вальцы и медленно вращающиеся (п= 2ч10 об/мин) в кожухе навстречу друг другу.
Сверху между вальцами непрерывно подается высушиваемый материала. Греющий пар поступает через полую цапфу внутрь каждого из вальцов, паровой конденсат отводится через сифонную трубку. Материал покрывает вращающуюся поверхность вальцов тонкой пленкой, толщина которой регулируется величиной зазора между вальцами. Обычно зазор — 0,5ч1,0 мм. Высушивание материала происходит интенсивно в тонком слое в течение одного неполного оборота вальцов. Пленка подсушенного материала снимается ножами, расположенными вдоль образующей каждого вальца. Чем тоньше слой материала на вальцах, тем быстрей и равномернее он сушится.
Однако вследствие малой продолжительности сушки часто требуется досушивание материала. В сушилке материал после вальцов последовательно проходит сначала верхний досушиватель, затем — нижний. Одновальцовая сушилка представляет собой полый чугунный валец 5, вращающийся от электродвигателя. Пар, обогревающий валец, поступает через патрубок 2 и цапфу 3. Влажный материал подается в лоток 9, где перемешивается мешалкой. Конденсат отводится через сифонную трубку 1. Пленка материала, образующаяся на поверхности вальца, калибруется скребком, укрепленным на оси 11, и срезается ножом 10. Высушенный продукт по фартуку 8 через патрубок 7 поступает в ящик 6. Влажный воздух отсасывается через патрубок 4.
Гребковые вакуум-сушилки. В этих контактных сушилках периодического действия скорость сушки несколько увеличивается за счет перемешивания материала медленно вращающейся горизонтальной мешалкой с гребками; вместе с тем, они не требуют ручной загрузки и выгрузки материала подобно вакуум-сушильным шкафам.

Рис. 5. Вальцовая сушилка
Гребковая сушилка (рис. 5) состоит из цилиндрического корпуса с паровой рубашкой 2 и мешалки 3. Гребки мешалки закреплены на валу взаимно перпендикулярно; на одной половине длины барабана гребки мешалки изогнуты в одну сторону, на другой половине — в противоположную. Кроме того, мешалка имеет реверсивный привод, автоматически меняющий каждые 5—8 мин направление ее вращения. Поэтому при работе мешалки материал (загруженный через люк 4) периодически перемещается от периферии к середине барабана и в обратном направлении. Вал мешалки может быть полым и через него можно также осуществлять нагрев высушиваемого материала.
Свободно перекатывающиеся между гребками трубы 5 способствуют разрушению комков и дополнительно перемешивают материал. Разгрузка высушенного материала производится через люк 6. Корпус сушилки соединен с поверхностным или барометрическим конденсатором и вакуум-насосом.
Производительность сушилки зависит от температуры греющего пара, величины разрежения и начальной влажности материала. В анилинокрасочной промышленности, где главным образом применяются эти сушилки, напряжение их поверхности по влаге колеблется в пределах 6−8 кг/(м2 ч), т. е. выше, чем для вакуум-сушильных шкафов, но сушильный агрегат более сложен и требует больших эксплуатационных расходов.

Рис. 6. Гребковая ваккум-сушилка
Следует отметить, что применение вакуумных сушилок в химической промышленности, несмотря на их более высокую стоимость и сложность по сравнению с атмосферными сушилками, диктуется технологическими соображениями: они пригодны для сушки чувствительных к высоким температурам, а также токсичных и взрывоопасных веществ, для получения высушенных продуктов повышенной чистоты, а также в тех случаях, когда необходимо улавливание (конденсация) паров неводных растворителей, удаляемых из материалов.