Отделение шихтоподготовки.
Проект цеха по производству кремнистых сплавов производительностью 250 тыс.
тонн в год в условиях Кузбасса
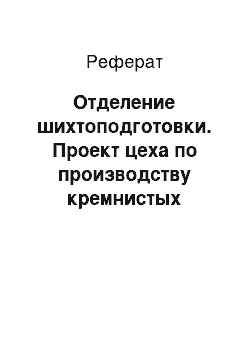
Рисунок 8 — Принципиальная схема непрерывного дозирования шихты 1 — бункер с шихтовыми компонентами; 2 — дозатор; 3 — сдозированная шихта; 4 — транспортер Ленточные весы — транспортер, двигающийся со строго постоянной скоростью, один конец которого расположен на опоре, а другой — на тензодатчике, на который при работе поступает сигнал о весе навески, сколько нужно компонента. Данная схема… Читать ещё >
Отделение шихтоподготовки. Проект цеха по производству кремнистых сплавов производительностью 250 тыс. тонн в год в условиях Кузбасса (реферат, курсовая, диплом, контрольная)
Важным переделом ферроспавного производства, занимающего от.
20% до 50% общей стоимости комплекса строительства плавильного цеха для хромистых сплавов, является шихтоподготовка и шихтоподача.
Система подготовки и дозирования шихты, представляет собой накопление подготовленных сырьевых материалов в дозировочных пунктах, дозирование ленточными дозаторами непрерывного действия и подача сдозированных материалов в печные карманы.
Цех производит ферросилиций. Для производства ферросилиция необходимы следующие шихтовые компоненты: стальная стружка, коксик, кварцит. В последние годы вместо коксика с успехом применяют ангарский полукокс. При выплавке ферросилиция с 90−92% кремния в качестве восстановителя используют древесный уголь.

Рисунок 8 — Принципиальная схема непрерывного дозирования шихты 1 — бункер с шихтовыми компонентами; 2 — дозатор; 3 — сдозированная шихта; 4 — транспортер Ленточные весы — транспортер, двигающийся со строго постоянной скоростью, один конец которого расположен на опоре, а другой — на тензодатчике, на который при работе поступает сигнал о весе навески, сколько нужно компонента. Данная схема дозирования обладает высокой производительностью. Вся система работает автоматически и обслуживается минимальным количеством рабочего персонала. Однако при таком дозировании невозможно быстро доставить измененную навеску к печному карману.
В плавильном цехе шихтовые материалы к печным карманам подаются по блочной схеме.
Отделение шихтоподготовки предназначено для хранения, подготовки и дозирования шихтовых материалов. Шихтовое хозяйство цеха включает напольный открытый склад сырых материалов, корпус вагоноопрокидывателей, закрытый склад, корпус подготовки материалов, корпус шихтовых бункеров с подготовленными материалами, дозировочные отделения.
Напольный открытый склад сырых материалов служит для создания на заводе необходимого запаса сырых материалов, поставляемых из отдаленных районов, а также ведущих рудных материалов, суточный расход которых значителен. Материалы на этом складе хранятся в штабелях, разгружаются из вагонов козловыми грейферными кранами и в дальнейшем подаются железнодорожным транспортом через корпус вагоноопрокидывателей.
Для хранения шихтовых материалов предусматривается открытый склад с конвейерной подачей сырых материалов и мостовым грейферным перегружателем, который принимает, штабелирует и выдает материалы на подготовку (рисунок 9).

Рисунок 9 — Напольный склад для хранения шихтовых материалов Корпус вагоноопрокидывателей, представляет собой здание ангарного типа с двумя сквозными железнодорожными путями, на каждом из которых установлен роторный стационарный вагоноопрокидыватель. С помощью вагоноопрокидывателя материал из вагона выгружается в подземные бункера, оборудованные тарельчатыми питателями, и далее конвейерами большой производительности направляется на склад сырых материалов. В корпусе склада сырых материалов не имеется железнодорожного въезда, а склад оборудован грейферными кранами, с помощью которых материал подается в корпус подготовки материалов.
В корпусе подготовки материалов установлено сушильное, дробильное и классифицирующее оборудование. Для дробления кокса используются валковые дробилки 13Д 900/700 с диаметром валков 900 мм, разгрузочной щелью 50 мм, производительностью 32 т/ч; кварцита — конусные дробилки ККД-500 с разгрузочной щелью 75 мм, производительностью 150 м3/ч; хромовой руды — щековые дробилки производительностью 50 м3/ч. Для сортировки кокса применяется вибрационный грохот ГВР-1 производительностью 70 м3/ч; кварцита — грохот инерционный производительностью 300 т/ч. Транспортные пути восстановителя и рудного материала во избежание их преждевременного перемешивания из-за просыпи во время разрыва ленты не пересекаются. Подготовленные шихтовые материалы из корпуса подготовки материалов поступают на центральный распределительный пункт, где с помощью реверсивных конвейеров и системы передаточных конвейеров передаются в дозировочное отделение плавильного корпуса. Четыре печи плавильного корпуса обслуживаются двумя линиями шихтоподачи. Схема распределения шихты по печным карманам с помощью катучих ленточных конвейеров приведена на рисунке 10.