Приборно-методическое обеспечение системы контроля и мониторинга вредных производственных факторов предприятий машиностроения
В МКИК системно объединены измерительная аппаратура, программно-математическое обеспечение, средства метрологического контроля и методики проведения измерений. Приборно-методический комплекс, представленный на рисунке 1, включает современные средства измерений, которые отвечают высокому научно-техническому уровню и полностью охватывают перечень показателей вредных производственных факторов… Читать ещё >
Приборно-методическое обеспечение системы контроля и мониторинга вредных производственных факторов предприятий машиностроения (реферат, курсовая, диплом, контрольная)
Предметом исследований в научной статье выступают проблемы приборно-методического оснащения системы контроля и мониторинга опасных и вредных производственных факторов предприятий машиностроения. Для решения поставленной задачи предложена методика выбора средств измерений, объединяющая достижения фундаментальной аналитической химии и практический опыт испытательных лабораторий. Опираясь на предложенную методику, разработана функциональная схема мобильного контрольно-измерительного комплекса (МКИК), предназначенного для оценки физических производственных факторов и химических загрязняющих веществ в воздухе рабочей зоны, определяемых экспресс-методом. Приборы, входящие в состав МКИК, полностью охватывают перечень показателей вредных производственных факторов, контролируемых в процессе производственного контроля и специальной оценки условий труда. Функциональная схема МКИК имеет гибкую конфигурацию, способна модернизироваться в зависимости от параметров объектов контроля и технических новинок в области приборостроения.
Ключевые слова: инструментальный контроль, мониторинг опасных и вредных производственных факторов, методика выбора приборного оборудования, средства измерений, мобильный контрольно-измерительный комплекс. загрязняющий рабочий измерительный вещество.
В настоящее время российская промышленность находится на этапе инновационной модернизации, и в этом контексте значительная роль отводится обеспечению безопасных условий труда [1,2]. С целью сокращения уровня производственного травматизма, а также экономических потерь, связанных с неблагоприятными условиями труда, основным направлением государственного реформирования в сфере охраны труда становится переход от принципа реагирования на страховые случаи, заложенного в структуре управления охраной труда предприятия, к системе управления профессиональными рисками [3−5].
Концептуальные основы современного управления охраной труда включают систему представления данных о воздействии негативных факторов производственной среды и трудового процесса на работников. С целью получения достоверной информации о состоянии условий труда на рабочих местах производственного сектора ведется непрерывный контроль и мониторинг опасных и вредных производственных факторов (ОВПФ) [6].
Инструментальный контроль условий труда на рабочих местах предприятий машиностроения осуществляется в рамках процедуры производственного контроля (Санитарные правила СП 1.1.1058−01 «Организация и проведение производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий». URL: docs.cntd.ru/document/901 793 598) и в процессе выполнения специальной оценки условий труда (Федеральный закон от 28.12.2013 г. № 426-ФЗ «О специальной оценке условий труда». URL: rosmintrud.ru/docs/laws/114) аккредитованными в установленном порядке измерительными лабораториями.
Одним из факторов, влияющих на оперативность, достоверность и полноту получения информации об уровнях воздействия ОВПФ является оптимальный выбор приборного оборудования. На сегодняшний день существует серьезная проблема, обусловленная разрывом между уровнем развития современного приборостроения и подготовленностью потенциальных потребителей в соответствующей области технологий. Учитывая широкий ассортимент измерительных приборов, предлагаемых приборостроительными фирмами, близких по технико-эксплуатационным показателям, актуальной является задача грамотного выбора средств измерений, удовлетворяющих области аналитического контроля, государственным метрологическим требованиям и законодательным нормам об оценке условий труда.
Следует отметить, что решению этого вопроса посвящено не слишком много работ. В одних обсуждается сравнение различных методов по двум-трем параметрам, в других применяются обобщенные критерии с рекомендациями, носящими весьма общий характер.
Для решения поставленной задачи предлагается методика выбора приборного оборудования, в основу которой положены системные исследования объема разнородных данных: источниках опасных и вредных производственных факторов, составе загрязняющих компонентов воздуха рабочей зоны, технических средствах контроля, включающие научные теории и методы [7].
Методика оптимального выбора приборно-методического обеспечения обобщает и дополняет существующие положения универсальной теории химического анализа [8], методики выбора измерительной аппаратуры по заданным параметрам, представленной в работе [9], теории рационального выбора приборов для оснащения лабораторий в рамках прикладной квалиметрии [10].
На первых этапах методики определяется область аналитических задач лаборатории, т. е. перечень показателей опасных и вредных производственных факторов, подлежащих инструментальному контролю. Принимая во внимание наиболее характерные для машиностроительного производства технологические операции, область инструментального контроля включает: виброакустические факторы, параметры микроклимата, тепловое излучение, освещенность рабочей поверхности, аэрозолей преимущественно фиброгенного действия (АПФД), ионизирующие и неионизирующие излучения различной природы, химические вещества и смеси в воздухе рабочей зоны [11]. После чего осуществляется анализ существующих приборно-методических решений.
Следующим этапом является формулировка перечня критериев оценки приборов, из которых выбираются наиболее важные (определяющие). Причем, критерии следует определять таким образом, чтобы они могли так или иначе формализованы и описаны математически, допуская, тем самым количественную оценку приборов по их совокупности [7].
К ним относятся:
- 1. Функционально-технические характеристики приборов;
- 2. Эксплуатационные характеристики;
- 3. Степень отработанности измерительной техники;
- 4. Надежность;
- 5. Стоимостные показатели;
- 6. Совместимость с компьютерной техникой.
В данном перечне критериев есть лимитирующий показатель — наличие в реестре средств измерений. Очевидно, что если прибор не входит в реестр средств измерений на территории России, то он не может быть использован в испытательной лаборатории, поэтому этот критерий был исключён из перечня критериев при проведении экспертных процедур.
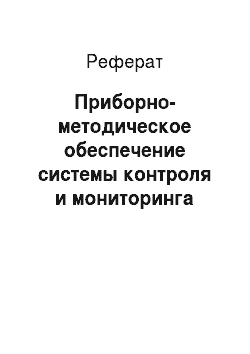
Перечень критериев определен методом экспертных оценок, который базируется на статистической обработке результатов опроса специалистов-экспертов в области измерений, аналитики и приборостроения. Для получения разносторонней и независимой оценки в анкетном опросе участвовали специалисты испытательных лабораторий, выполняющих работы в области оценки условий труда из различных регионов страны. Информация, предоставленная экспертами, включается в базу знаний, представляющую собой формализованные эмпирические знания высококвалифицированных специалистов в соответствующей предметной области. Посредством ранговой корреляции устанавливается весомость каждого параметра [12]. Полученные результаты ранжирования критериев по степени важности являются основанием для завершающего этапа работы — разработки рекомендаций по приборно-методическому оснащению испытательной лаборатории [12]. Опираясь на предложенную методику, разработана функциональная схема мобильного контрольно-измерительного комплекса (МКИК) (рисунок 1).
Рис. 1 Функциональная схема МКИК
В МКИК системно объединены измерительная аппаратура, программно-математическое обеспечение, средства метрологического контроля и методики проведения измерений. Приборно-методический комплекс, представленный на рисунке 1, включает современные средства измерений, которые отвечают высокому научно-техническому уровню и полностью охватывают перечень показателей вредных производственных факторов, измеряемых в процессе производственного контроля и специальной оценки условий труда. Функциональная схема МКИК имеет гибкую конфигурацию, способна модернизироваться в зависимости от параметров объектов контроля и технических новинок в области приборостроения.
Предложенная комплектация МКИК позволяет более оперативно и точно производить измерения показателей ОВПФ в процессе производственного контроля и специальной оценки условий труда, выполняемых на рабочих местах предприятий машиностроения.
- 1. Калиева Т. Л. Состояние охраны и безопасности труда в РФ // Проблемы и перспективы экономики и управления: материалы международной научной конференции. Санкт-Петербург, 2012. С. 159−161.
- 2. Захарьева С. Н., Ерениев С. И. Оценка профессиональных и производственных факторов риска здоровью работников предприятий машиностроения // Бюллетень ВСНЦ СО РАМН. 2005. № 8(46). С. 123−128.
- 3. Файнбург Г. З. Проблемы перехода к управлению профессиональными рисками // Безопасность и охрана труда. 2009. № 1. С. 17−20.
- 4. Финоченко В. А., Кирищева В. И. Социально-экономическая эффективность приведения рабочих мест к требованиям норм охраны труда // Инженерный вестник Дона, 2013, № 1 URL: ivdon.ru/ru/magazine/archive/n1y2013/1511/.
- 5. ILO standards on occupational safety and health. Promoting a safe and healthy working environment. International Labour Conference. Geneva, Switzerland, 2009, 162 p.
- 6. Serdyuk N.N. Functional task of assessing the influence of harmful production factors on people // Eastern-European journal of enterprise technologies. 2013. Vol. 4. № 4(64). рр. 22−25.
- 7. Борисова А. В., Финоченко В. А. Теоретические аспекты выбора технических средств для проведения контроля и мониторинга вредных и опасных производственных факторов// Вестник РГУПС. 2014. № 4(56). С. 24−30.
- 8. Универсальная система химического анализа/ Л. А. Грибов, Ю. А. Золотов, В. И. Калмановский, Л. Л. Кунин и др.// Журнал аналитической химии. 1982. Т. XXXVII. № 6. С. 1104 — 1121.
- 9. Шаевич А. Б. Аналитическая служба как система. М.: Химия, 1981. 264 с.
- 10. Федорович Г. В. Выбор аппаратуры для испытательных лабораторий // Мир измерений. 2009. № 9. С. 32 — 40.
- 11. Еремин В. Г., Харламов Г. А., Сафронов В. В., Схиртладзе А. Г. Безопасность жизнедеятельности в машиностроении. М.: Издательский центр «Академия», 2008. 384 с.
- 12. Борисова А. В. Алгоритм процесса выбора средств измерений для проведения инструментального контроля вредных производственных факторов// Инженерный вестник Дона, 2015, № 1 URL: ivdon.ru/ru/magazine/archive/n1y2015/2783/.