Прессование.
Материаловедение и технология материалов
В качестве силового агрегата для прессования наибольшее распространение получили гидравлические прессы с усилием прессования 1000—5000 т. Они не боятся перегрузки, позволяют регулировать в широких пределах скорость перемещения силового плунжера, легко автоматизируются, в том числе с помощью систем программного управления. Прессование может выполняться двумя методами — прямым и обратным. При… Читать ещё >
Прессование. Материаловедение и технология материалов (реферат, курсовая, диплом, контрольная)
Прессование — процесс выдавливания металла из контейнера через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность, — всестороннее неравномерное сжатие. Это позволяет обрабатывать даже малопластичные материалы. Обычно коэффициент вытяжки при прессовании составляет 10—50, а в отдельных случаях может быть значительно выше.
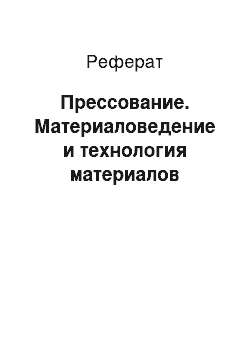
Прессование может выполняться двумя методами — прямым и обратным. При прямом прессовании (рис. 19.12, а) заготовку 1 помещают в полость контейнера 2 и с помощью мощного пресса через пуансон 3 и пресс-шайбу 4 выдавливают нагретый или холодный металл через отверстие в матрице 5, укрепленной в матрице-держателе 6.

Рис. 19.12. Схемы прямого (а), обратного (б) прессования и получение пустотелого профиля (в) на примере трубы:
1 — заготовка; 2 — контейнер; 3 — пуансон; 4 — пресс-шайба; 5 — матрица; 6 — матрица-держатель; 7 — заглушка; 8 — игла При обратном прессовании (рис. 19.12, б) давление пресса передается через полый пуансон 3 со смонтированной внутри его матрицей 5. Таким образом, металл заготовки 1 течет навстречу движению пуансона.
При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри матрицы. Отчасти поэтому значительная часть металла заготовки не может быть выдавлена из контейнера. Остающаяся его часть — пресс-остаток — составляет в отдельных случаях 30—40% от массы исходной заготовки.
Усилие при обратном прессовании примерно на 25% меньше, пресс-остаток также почти вдвое меньше, чем при прямом.
Однако сложность конструкции пресса, ограниченность размеров получаемых изделий по длине препятствуют широкому применению способа обратного прессования.
К достоинствам процесса прессования следует отнести возможность получения изделий сложных профилей, в том числе и пустотелых, нс только из высокопластичных, но и из малопластичных металлов и сплавов; универсальность применяемого оборудования, позволяющего легко переходить на производство профилей различных конфигураций; достаточно высокую точность размеров и малую шероховатость поверхности получаемых изделий. Па рис. 19.12, в представлена схема получения пустотелого профиля типа тонкостенной трубы.
Инструменты для прессования — контейнер, матрица, прессшайбы, иглы — работают в очень сложных условиях: больших удельных давлениях (до 150 кге/мм2) и часто при высоких температурах. Температурный интервал прессования цветных металлов 500—900°С, а сталей, никелевых и титановых сплавов — 1000—1250°С.
Поэтому для изготовления инструмента применяю т дорогие материалы с повышенными жаростойкостью и прочностными характеристиками. Стоимость комплекта инструментов для получения пустотелых профилей иногда достигает 15% от стоимости всего агрегата.
В качестве силового агрегата для прессования наибольшее распространение получили гидравлические прессы с усилием прессования 1000—5000 т. Они не боятся перегрузки, позволяют регулировать в широких пределах скорость перемещения силового плунжера, легко автоматизируются, в том числе с помощью систем программного управления.
Прессование широко применяют для получения изделий из меди, латуни, бронзы, алюминия, магния, цинка, титана, сталей, пластмасс и др.
Качество получаемого продукта в существенной степени зависит от правильности выбранного режима и качества исходной заготовки. Например, минимальная вытяжка должна быть не менее 10- кратной; допускаются вытяжки весьма значительные: для меди — 280, латуни — 700, алюминия — 1000.
Считается оптимальным отношение длины к диаметру заготовки, равное 2—3 при производстве сплошных профилей и 1,5—2 для пустотелых.
Подготовка исходной заготовки заключается в зачистке поверхности и удалении обнаруженных дефектов, прошивке отверстий при производстве полых профилей, нанесении технологической смазки на поверхность. Роль смазки чрезвычайно высока: она снижает усилие деформирования, уменьшает неравномерность течения металла при прессовании, удлиняет срок службы инструмента, повышает качество поверхности.
Выбор состава смазки зависит от рода обрабатываемого материала. Это может быть графит, добавляемый в минеральные масла, добавки канифоли. Для стали, сплавов никеля и титана, прессование которых ведут при высоких температурах, в качестве смазки применяют стекло.
Па рис. 19.13 представлены примеры поперечного сечения профилей, полученных прессованием.

Рис. 19.13. Примеры прессованных профилей
Контрольные вопросы и задания
- 1. Назовите основные типы прокатных станов и виды сортамента, получаемые на каждом из них.
- 2. Каково назначение периодического и специального проката?
- 3. Каковы основные операции при прокатке бесшовных труб?
- 4. Каким методом прессования можно получить наиболее сложные заготовки?
- 5. Из каких этапов должен состоять технологический процесс получения машиностроительных профилей при необходимости большей степени деформации?