Расчетно-экспериментальный метод определения температурных напряжений элементов конструкций технологической оснастки в процессе формования литых заготовок
Вопросы оптимальной конструкции оснастки, ее эксплуатационной стойкости, являются составной частью формирования себестоимости изготовления заготовок. Высокие ценына металл, энергоносители и высокопроизводительное металлорежущее оборудование не позволяют изготавливать дешевую технологическую оснастку в литейном производстве, вследствие чего доля литых заготовок в машиностроении стремительно… Читать ещё >
Содержание
- Глава I. Постановка задачи. Обзор и, анализ работ, посвященных исследованию термонапряженного состояния элементов конструкций технологической оснастки в процессе литья
- 1. 1. Краткий исторический обзор ранее проведенных исследований термонапряженного состояния элементов конструкций литейных форм
- 1. 2. Элементы конструкций, материалы и условия эксплуатации технологической оснастки литейного производства
- 1. 3. Обобщение конструктивных схем технологической оснастки
- 1. 4. Цели и задачи исследований
- Глава II. Методы теплопроводности и термоупругости для анализа работоспособности технологической оснастки
- 2. 1. Тепловые процессы в элементах оснастки
- 2. 2. Методы расчета температурных полей с учетом особенностей конструктивных схем
- 2. 3. Температурные поля и градиенты температур в исследуемых конструктивных схемах
- 2. 4. Термомеханика элементов конструкций технологической оснастки
- Глава III. Определение температурных напряжений в элементах конструкций на основе математических аналогий механики деформируемого твердого тела
- 3. 1. Моделирование термонапряженного состояния многосвязных оболочечных элементов конструкций оснастки методом статико-геометрической аналогии
- 3. 2. Практическая реализация метода пластиночной аналогии при определении температурных напряжений в элементах технологической оснастки
- 3. 3. Термонапряженное состояние призматических изделий сложной формы
- Глава IV. Экспериментальные исследования и практические рекомендации по оптимальному проектированию элементов конструкций технологической оснастки
- 4. 1. Конструктивные схемы опытных образцов и промышленных изделий
- 4. 2. Комплексные расчетно-экспериментальные исследования элементов конструкций технологической оснастки
Расчетно-экспериментальный метод определения температурных напряжений элементов конструкций технологической оснастки в процессе формования литых заготовок (реферат, курсовая, диплом, контрольная)
Задачи о температурных напряжениях возникают в машиностроении, авиации, металлургии, строительстве, и других областях, где вопросы прочностисвязанные с температурными" воздействиями могут, иметь, большое значение: Особое внимание этим вопросам-, уделяется? в. заготовительном производстве, а именно в литейном производстве. Получение качественных литых заготовок неразрывно связано с качеством технологической оснастки (формы литья, пресс-формы, кокили и т. д.), в которых они оформляются.
Качество получаемых изделий существенно зависит от эксплуатационной стабильности соответствующих прессформ, под которой понимается неизменность геометрической формы и структурного состояния узлов оснастки. Нарушение эксплуатационных параметров элементов оснастки обусловлено взаимодействием расплавленного металла с поверхностью* форм литья. Конечным результатом такого взаимодействия является изменение структуры поверхностного слоя материала с последующим снижением прочности, предела текучести, образования микротрещин. При этом степень деградации материала оснастки определяется уровнем и характером распределения температурных напряжений, определение которых весьма важно для прогнозирования поведения элементов оснастки в технологиях изготовления литых заготовок.
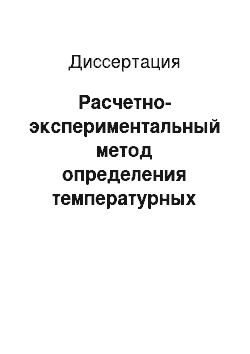
Вопросы оптимальной конструкции оснастки, ее эксплуатационной стойкости, являются составной частью формирования себестоимости изготовления заготовок. Высокие ценына металл, энергоносители и высокопроизводительное металлорежущее оборудование не позволяют изготавливать дешевую технологическую оснастку в литейном производстве, вследствие чего доля литых заготовок в машиностроении стремительно падает. Замена литых заготовок на детали, выполненные только механической обработкой, неоправданно увеличивает вес изделия, его габаритные размеры, ухудшает товарный вид, что приводит к снижению конкурентной способности отечественных разработок [26]. Рис. 1 наглядно демонстрирует обозначенную проблему.
Рис. 1. Доля литых заготовок на предприятиях с серийным выпуском продукции. Сектор 1-детали, выполненные только механической обработкой (75%), сектор 2 -заготовки выполненные литьем в землю (14%), сектор 3 — заготовки, выполненные другими способами литья (0,5%), сектор 4 — заготовки, выполненные кокильным литьем (5%), сектор 5 — заготовки, выполненные литьем под давлением (4%), сектор 6 — заготовки, выполненные литьем под низким давлением (1,5%).
Снижению затрат на изготовление технологической оснастки способствуют выбор ее оптимальной конструкции в сочетании с обеспечением прочности и эксплуатационной стойкости, применение современных технологий проектирования и изготовления.
Возникающие циклические температурные напряжения и деформации в процессе заливки жидкого сплава, дальнейшей его кристаллизации оказывают негативное воздействие на поверхность и структуру формообразующих поверхностей форм литья [3, 9, 58, 95, 97]. После определенного количества запрессовок в наиболее напряженном, поверхностном слое формообразующих происходит зарождение и дальнейшее развитие трещин термической усталости материала вследствие перегрева отдельных элементов пресс-форм до температур пластической деформации [7]. При этом происходят структурные изменения в элементах конструкции, приводящие к снижению прочности и предела текучести [35, 44]. Параллельно с этим в элементах конструкции возникают перемещения (деформации), вызванные изменениями температуры, которые негативно влияют на относительное положение отдельных частей всего агрегата [4, 8, 65].
Отсутствие расчетов^ температурных напряжений и деформаций в формообразующих при проектировании форм литьяоптимизации-конструкции технологической оснастки с учетом^ еенапряженно-деформируемого состояния приводят к необоснованному завышению габаритных размеров пресс-форм, снижению эксплуатационной стойкости оснастки, и как правило, к большим материальным затратам в процессе их изготовления и эксплуатации.
Конструктивные схемы деталей технологической оснастки представляют собой оболочечные и призматические элементы, перфорированные отверстиями и вырезами различной формы. Определение температурных напряжений в подобных системах представляет значительные математические трудности [85, 96, 97]. Использование численных методов (математического эксперимента) не достигает поставленной цели, поскольку необходимо учитывать широкий спектр различных совместных воздействий (силовых, температурных), а также их геометрические и физические нелинейности. Поэтому возникает настоятельная необходимость в разработке расчетно-экспериментального метода определения термонапряжений в элементах конструкций технологической оснастки с использованием метода математических аналогий, широко используемого в механике деформируемого твердого тела. Возможности управления термонапряженным состоянием позволяет продлить эксплуатационный ресурс форм литья с обеспечением высокого качества литых изделий. Отсюда непосредственно вытекает актуальность темы диссертационной работы.
Не остаются без внимания вопросы качества литых заготовок и отработки технологии литья и оборудования, которыми занимаются ведущие научно-исследовательские коллективы в нашей стране [10]. Однако резкое снижение финансирования в этой области привело к сокращению производства изготовления" литых заготовок методами литья под давлением, низким давлением, кокильного литья. Ведущие позиции в мировом лидерстве в этой области занимают японские, немецкие и китайские производители. Так, например,* холдинг «INDUS HOLDING-AG Bergisch Gladbach» (Германия) ежегодно*проектирует и изготовляет более 500 единиц технологической оснастки литья под давлением, кокильного литья и прочего литейного инструмента, применяя современные средства автоматизированного проектирования и изготовления. Российские проектировщики в большинстве случаев не могут использовать эти технологии, т.к. они очень дорогие.
Поэтому в настоящий момент назрела острая необходимость разрабатывать отечественные программы автоматизированного проектирования литейной оснастки [82]. Используя огромный накопленный опыт проектирования и изготовления в этой области, возможно создавать оптимизированные конструкции форм литья, более экономичные в изготовлении и эксплуатации в сравнение с зарубежными аналогами, сохраняя при этом их достаточную прочность и надежность, а также высокое качество формирующих в них литых заготовок.
Современные требования к созданию прочных и надежных конструкций с использованием в процессе проектирования адекватных расчетных моделей и соответствующих методов расчета обуславливают необходимость в разработке расчетно-экспериментального метода определения температурных напряжений, учитывающего как особенности геометрии, так и режимов эксплуатации металлических литейных форм.
В связи с этим разработка расчетно-экспериментальных методов и дальнейшее развитие адекватных математических моделей, позволяющих исследовать термонапряженное состояние элементов технологической оснастки, обусловленное как внутренним! тепловыделением в процессе формованияотливки, так и внешним, термосиловым воздействием в технологиях литья, представляет собой актуальную проблему механики деформируемого твердого тела.
Исследование термонапряженного состояния ответственных деталей и узлов литейных металлических форм методами статико-геометрической и пластиночной* аналогий, является развивающимся подразделом механики < деформируемого твердого тела.
Рассмотренные в диссертации возможности экспериментального моделирования температурных напряжений в элементах конструкций технологической оснастки литейного производства с привлечением математических аналогий механики деформируемого твердого тела являются актуальными и представляют прикладной и научный интерес. Диссертация состоит из введения, четырех глав, выводов (заключения), списка литературы из 99 источников, и приложения, в которых представлены результаты практического внедрения проведенных исследований. Объем диссертации изложен на 141 странице, включает 53 рисунка и 21 таблицу.
Основные выводы диссертационной работы.
1. Разработан и практически реализован расчетно-экспериментальный метод определения-температурных напряжений, позволяющий на. основе статико — геометрической, и пластиночной^ аналогий исследовать напряженно-деформированное состояние элементов литейной-технологической оснастки, обусловленное как внутренним тепловыделением, в процессе литья, так и внешним силовым воздействием с учетом геометрических особенностей конструкций в виде вырезов и отверстий различной формы.
2. На основе разработанной математической модели теплового процесса формообразования отливки в металлической матрице исследованы особенности распределения температурного градиента в зависимости от физико-механических свойств матрицы, геометрических параметров, и условий теплообмена, определены оптимальные режимы теплообмена, повышающие качество и точность литых изделий путем снижения максимального уровня термонапряжений.
3. Получено новое аналитическое решение задачи о распределении температурных полей и градиентов, обусловленных тепловым процессом формообразования литой заготовки, на основе которого выбраны эквивалентные соотношения для силовых факторов в реализуемом варианте метода статико-геометрической аналогии.
5. Предложены критерии температурного коробления элементов оснастки в виде пластины с различными покрытиями, основанные на зависимости изгибающего температурного момента от действия градиентов температур в рассматриваемых тепловых процессах, и выработаны практические предложения по выбору материала оснастки и их теплоизоляционных покрытий, минимизирующие относительный прогиб пластины. Установлено, что оптимальным с точки зрения напряженного состояния является покрытие из окиси бериллия, обеспечивающее минимальный прогиб формообразующих поверхностей оснастки.
6. Для экспериментального моделирования’термонапряженного состояния в натурных оболочечных и призматических деталях оснастки с вырезами и отверстиями проведено* уточнение расчетных формул аналоговых механических нагрузок, эквивалентных действию температурного поля.
7. Для случая, когда непосредственное измерение температурных деформаций невозможно в силу особенностей технологического процесса литья, разработан оригинальный способ определения температурных напряжений в элементах конструкций технологической оснастки на изотермических моделях.
8. На основе предложенных практических критериев оценки термонапряженного состояния — критерия интенсивности напряжений и критериев режимных факторов технологического процесса литья, установлены закономерности изменения термонапряженного состояния деталей технологической оснастки в местах изменения геометрической формы при термосиловом воздействии, что позволило определить опасные сечения в разрабатываемых конструкциях еще на стадии проектирования литейных форм.
9. На основе разработанного расчетно-экспериментального метода определения термонапряжений в элементах конструкций технологической оснастки проведены исследования особенностей распределения температурных напряжений и выработаны практические предложения для снижения и регулирования их уровня за счет оптимизации геометрической формы конструкций с сохранением прочностных свойств и повышения эксплуатационного ресурса металлических литейных форм. Это позволило снизить металлоемкость форм литья не менее чем на 8−5-10%.
Список литературы
- Абрамов В.В. Остаточные напряжения и деформации в металлах. — М.: Металлургия. 1974 г.
- Акимов 1 Г. А. Некоторые аналитико-численные методы решения краевых задач строительной механики. М.: Ассоциация строительных вузов, 2004, 200 с.
- Баландин Г. Ф. Формирование кристаллического строения отливок. Кристаллизация в литейной форме. М.: Машиностроение, 1973, 287.
- Белоусов H.H. Состояние и перспективы развития прогрессивных способов литья цветных сплавов. НТС Вопросы оборонной техники, серия XVI, выпуск 70, с. 3−8.
- Биргер И.А. Стержни, пластины, оболочки. М.: Физматлит, 1992, 392 с.
- Биргер И.А. Остаточные напряжения. М.: Машгиз, 1963, 232 с.
- Боли Б., Уэйнер Дж. Теория температурных напряжений. Пер. с англ. -М.: Мир, 1964,517 с.
- Болотин В.В. Объединенные модели в механике разрушения. Изв. АН СССР, МТТ, 1984, № 3, с.127−137.
- Борисовский В.Г. Анализ коэффициентов интенсивности напряжений в колеблющейся пластине с трещиной* методом конечных элементов, ПММ, 1979, № 4, с.764−768.
- Бычков Ю.Б., Золоторевский В.С, Баланаева H.A., Кожанов В. А., Селезнев Л. П. Изменения в ГОСТ 1583–73 «Сплавы алюминиевые литейные в чушках». Литейное производство, № 3,1987, с.10−12.
- Власов Н. М, Егоров B.C., Колесов B.C., Федик И. И. Аналогия плоской задачи термоупругости с изгибом пластины. Сборник «Математические методы и физико-механические поля». Киев: Наукова Думка, 1979, № 10, с.90−98.
- Власов* Н.М., Иванов С. Д., Колесов B.C. Распространение метода пластинчатой аналогии на задачи термоупругости для тел с включениями.
- Сборник «Тепловые напряжения в элементах конструкций». Вып. 14, -Киев: Наукова Думка, 1974, с.91−94.
- Власов Н.М., Колесов B.C., Федик И:И. Об одном методе решения упругопластических задач. Сборник «Математические методы и физико-механические поля». Киев: Наукова Думка, 1975, № 1, с.208−210.
- Гейтвуд Б.Е. «Температурные напряжения» (перевод с английского), ГИИЛ, 1959.
- Голованов А.И., Бережной Д. В. Метод конечных элементов в механике деформируемых твердых тел. Казань: Из-во «ДАС», 2002, 300 с.
- Григоренко Я.М., Гуляев В. И. Нелинейные задачи теории оболочек и методы их решения (обзор). Прикладная механика, 1991, 27, № 10, с.3−23.
- Давиденков H.H. Струнный метод измерения деформаций. Труды физ. мат. ин-та. Под общей редакцией Иоффе. M-JL: Гостехиздат, 60с.
- Деч. Г. Руководство к практическому применению преобразования Лапласа. М.: Наука, 1965, 287с.
- Иванов A.C., Пахомов A.M., Никулин A.A., Булычев A.A. Определение технологических температурных напряжений в керамических изделиях, ослабленных вырезами различной формы. Проблемы машиностроения и автоматизации, 2001, № 2, с.53−56.
- Иванов A.C. Определение термопрочности керамических изделий на основе их предельных состояний. Москва: МГОУ, 2007.
- Иванов A.C., Миронова Л. И. Моделирование температурного изгиба пластины. Материалы X Всероссийского Симпозиума по прикладной математике. Обозрение прикладной и промышленной математики, том 16, выпуск 2, 2009.
- Иванов С.Д., Рыбалкин П. Т., Бегер Д. В. Пластиночная модель термоупругости цилиндрического тела криволинейной анизотропии. ВАНТ, сер. Строительство, 1976, № 1, с.96−99.
- Иванов С.Д. Актуальные задачи моделирования технологических и температурных напряжений. Москва: МГОУ, 1995,271сf
- Иванов С. Д, Рыков B.C. Комплексное исследование термонапряженного состояния! и его регулирование в деталях и элементах конструкций. Москва: МГОУ, 2005.
- Иванов С.Д., Миронова- Л.И. Температурные напряжения* и деформации днища и стенки оснастки формования заготовки. Проблемы машиностроения и автоматизации, № 4, 2006, с.84−90.
- Иванов С.Д., Миронова Л. И., Ковалев В:И. Оценка температурного коробления плоской пластины при различных условиях теплообмена. Проблемы машиностроения и автоматизации, № 2, 2007, с. 118−120.
- Иванов С.Д., Миронова Л. И. Лазерный интерферометрический метод определения остаточных напряжений. Проблемы машиностроения и автоматизации", № 3, 2007.
- Иванов С.Д., Миронова Л. И. Температурные поля в опорной плите при изготовлении изделий методом литья. Материалы X Всероссийскогоt
- Симпозиума по прикладной математике. Обозрение прикладной ипромышленной математики, том-16, выпуск 2, 2009, с. 339.
- Иванов. С.Д., Миронова Л. И., Ковалев В. И. Интеллектуальные материалы и методы исследования их упругих свойств. Материалы Международной научно-технической конференции «Нанотехнологии и наноматериалы». Москва: МГОУ 2009,532с.
- Ильюшин A.A. Механика сплошной среды. М.: МГУ, 1990, 310 с.
- Касаткин Б.С., Лобанов Л. М. Экспериментальные методы исследования деформаций и напряжений. Справочное пособие. Киев: Наукова думка, 1981, 276с.
- Касаткин Б.С., Лобанов Л. М., Ткачук Г. И. Исследование поляризационно-оптическим методом напряженного состояния круговых швов на плоскости. Автоматическая сварка, 1970, № 12, 40−42с.
- Кит Г. С., Кривцун М. Г. Плоские задачи термоупругости для тел с трещинами. Киев: Наукова Думка, 1992,216 с.
- Китель Ч, Найт В., Рудерман М. Механика. Пер. с англ., М.: Наука, 1983,447с.
- Коваленко А.Д. Введение в термоупругость. Киев: Наукова думка, 1965 г.
- Коваленко А.Д. Основы термоупругости. — Киев: Наукова Думка- 1970, 180 с.
- Колманок A.C. Расчет пластин. Справочное пособие. Москва 1959 г.
- Колтунов М.А., Кравчук A.C., Майборода В. П. Прикладная механика деформируемого твердого тела. М.: Высшая школа, 1983, 349 с.
- Коренев В.Г. Задачи теории теплопроводности и термоупругости (решения в бесселевых функциях). М.: Наука, 1980,400с.
- Косевич A.M. Основы механики кристаллической решетки. М.: Наука, 1972, 277с.
- Котельников Ю.П. Об оценках термостойкости хрупких материалов. Вопросы обороны и техники, научно-технический сборник, серия XVI, выпуск 68,1975.
- Кристиан Дж. Теория фазовых превращений в металлах и сплавах, часть I. Пер. с англ. М.: Мир, 1978, 806 с.
- Ланин А.Г., Федик И. И. Термопрочность материалов. Подольск, НИИ НПО «Луч», 2005, 309 с.
- Лахтин Ю.М., В.П. Леонтьева В.П. Материаловедение. М.: «Машиностроение», 1980.
- Лурье А.И. Теория упругости. М.: Наука, 1970, 949 с.
- Лыков" A.B. Теория теплопроводности. М.: «Высшая школа», 1967, 599с.,
- Майзель В.М. Температурная задача теории упругости. Киев: (институт строительной механики) изд. АН УССР, 1951,192с.
- Машины литья под давлением. ГОСТ 17 588–81. Размеры присоединительные для крепления пресс-форм.51*. Машины литья5 под давлением. ГОСТ 15 595–70. Основные технические характеристики и размеры.
- Мелан Е, Паркус Г. Температурные напряжения, — вызываемые температурными полями (перевод с немецкого). ГИФМЛ, 1958.
- Метод фотоупругости в 3-х томах. Под редакцией Хесина Г. А., Стрельчука H.A. М.: Стройиздат, 1975.
- Миронова Л.И., Иванов A.C. Расчет температурного поля формообразующих частей прессформ в процессе формования литой заготовки. Проблемы машиностроения и автоматизации, № 1, 2007, с. 110−114.
- Миронова Л.И., Иванов A.C., Ковалев BiH. Оценка тепловых условий и термических напряжений затвердевания заготовки. Проблемы машиностроения и автоматизации, № 3, 2007, с.75−77.
- Миронова Л.И., Иванов С. Д., Куликов В. Г. Аналитический критерий оценки материалов технологической' литейной оснастки при различных условиях теплообмена. Проблемы машиностроения и автоматизации, № 4, 2008, с.86−88.
- Миронова, A.C. Иванов. К вопросу о выборе оптимальных размеров элементов конструкций форм литья. Проблемы машиностроения и автоматизации, № 2, 2009, с.70−73.
- Миронова Л.И. Температурные поля в матрице переменной толщины при изготовлении изделий методом литья. //Проблемы машиностроения и автоматизации, № 3,2009, с.101−103.
- Миронова Л.И. Исследование остаточных напряжений в литых биметаллических конструкциях формообразующих литейной оснастки. Проблемы машиностроения и автоматизации, № 1, 2010.
- Мусхелишвили Н. И. Некоторые основные задачи математической теории упругости. Основные уравнения. Плоская задача кручение и изгиб. Л.: 1933, 381с.
- Мэнсон С. Температурные напряжения и малоцикловая усталость. -М.: Машиностроение, 1974, 344с.
- Неймарк Б.Е. «Физические свойства сталей и сплавов, применяемых в энергетике», М., 1967 г.
- Новожилов В. В-, Кадошевич Ю. И. Микронапряжения в конструкционных материалах. М.: Машиностроение,* 1990, 223 с.
- Норр Д., Ж. де Фриз. Введение в метод конечных элементов. Пер. с англ., М.: Мир, 1981, 304 с.
- Огибалов П.М. Изгиб, устойчивость и колебания пластинок. М.: Из-во МГУ, 1958, 386с.
- Орлов А.Н. Введение в теорию дефектов в кристаллах. М.: Высшая школа, 1983,144с.
- Осадчук В.А. Напряженно-деформированное состояние и, предельное равновесие оболочек с разрезами. Киев: Наукова Думка, 1985, 224 с.
- Отливки фасонные из цветных сплавов, изготовляемые под всесторонним газовым давлением. Технологический процесс. РТМ 3−35 872.
- Панов Д.Ю. Справочник по численному решению дифференциальных уравнений в частных производных. Изд.5. Гостехиздат, 1951.
- Паркус Г. Неустановившиеся температурные напряжения. Пер. с немецкого. М.: Физматгиз, 1963, 251 с.
- Партон В.В., Борисовский В. Г. Динамика хрупкого разрушения. М.: Машиностроение, 1988,237 с.
- Партой В. В, Морозов Е. М. Механика упругопластического разрушения. Mi: Наука, 1985, 504 с.
- Пестриков В.М., Морозов Е. М. Механика разрушения твердых тел. С-Петербург: Профессия, 2002, 300с.
- Пригоровский Н.И. Методы и средства определения полей деформаций и напряжений. Справочник. М.: Машиностроение, 1983, 248с.
- Работнов Ю.Н. Ползучесть элементов конструкций. М.: Наука, 1966, 752с.
- Работнов Ю.Н. Механика деформируемого твердого тела. М.: Наука, 1988,712 с.
- Росс Л.Л. Аналогия термоупругости с задачами о жестко заделанной пластинке. Пер. с англ. Теоретические основы инженерных расчетов, 1965, 85D, № 4, с.121−128.
- Рыбалкин Т.П., Иванов С. Д., Чернышев Г. Н. Термическая обработка электроплавленных огнеупоров. М.: Металлургия, 1981
- Саченков А.В., Тимербаев P.M. Статико-геометрическая аналогия в механике деформируемого твердого тела. Сб. Исследования по теории пластин и оболочек. Казань, 1989 г., № 21, с. 3−4.
- Сплавы алюминиевые литейные. Технические условия. ГОСТ 1583–93.
- Тимофеев Г. Н., Григорьев С. П. Анализ конструкций металлических форм для. автоматизированного ^ проектирования. //Литейное: производство//, № 5,1988, с. 26,27.
- Тараторин- Б. И. Прочность конструкций атомных станций. — М.: Энергоатомиздат, 1989.
- Тимашенко С.П., Войновский-Кригер Ci Пластинки и оболочки. М.: Наука, 1966^ 635с.
- Тимошенко С.П., Гудьер Дж. Теория^ упругости. Пер. с англ. М.: Наука- 1979, 560 с.
- Тихонов А.Н., Самарский А. А. Уравнения математической физики. -М.: Наука, 1966,724с.
- Уманский Я.С., СкаковТО.Н: Физика металлов. Ml: Атомиздат, 1978, 350 с.
- Фарлоу С. Уравнения с частными? производными для научных работников и инженеров. Пер. с англ. М.: Мир, 1985, 381с.
- Федик И.И., Колесов B.C., Михайлов В. Н. Температурные поля и термонапряжения в ядерных реакторах. М.: Энергоатомиздат, 1985, 278 с.
- Фесик С.П. Справочник по сопротивлению материалов. — Киев: Буд1вельник, 1970, 308с.
- Черепанов Г. П. Механика хрупкого разрушения. М.: Наука, 1974, 640с.
- Чернышев Г. Н., Попов A.JL, Козинцев В. М., Пономарев И. И. Остаточные напряжения в деформируемых твердых телах. М.: Наука, 1996, 239 с., I
- Юрченко Ю.Б. Системы автоматического регулирования температуры металлических форм. //Литейное производство//, № 2,1987 г., с.27−30.
- Vlasov N., Fedik I. Modelling of Grain Boundaries Contact in Metals. Simposium on Computational Methods in Contakt Mechanics, Springer, 2007, pp. 333−339.
- Povstenko Y.Z. Thermoelasticity which uses fractional heat conduction equation. Математические методы и физико-механические поля. Львов, 2008, 51, № 2, с.239−246.
- Schmitt N., Burr A., Berthaud Y., Poirier J. Micromechanics applied to the thermal shock behavior of refractory ceramics. Mech. Mater., 2002, vol. 34, № 11, pp. 725−747.
- Fedik I., Vlasov N. Simulation of material fracture in the filed of thermal stresses. Journal of Thermal Stresses, 32, 2009- pp. 755−767.
- Открытое акционерное общество
- Использование результатов диссертационной работы Мироновой Л. Й. позволяет оптимизировать габаритные размеры форм литья с целью уменьшения материалоемкости и снижения себестоимости их изготовления.
- Внедрение полученных результатов позволило увеличить эксплуатационный ресурс форм литья, что положительно сказывается на качестве литейных заготовок.1. Главный инженер
- Главный технолог Заслуженный машиност
- Начальник литейно-термического комплекса1. В.В. Игнаткин1. А.Е. Силаев1. С.А. Демин
- Общество с ограниченной ответственностью1. Компания «КОРД"1. ООО «Компания «КОРД») .
- Результаты проведенных исследований по разработанным методикам определения температурных напряжений и рекомендации выбора оптимальных размеров элементов конструкций используются в проектировании форм литья.
- Внедрение полученных результатов позволило увеличить эксплуатационный ресурс форм литья, что положительно сказывается на качестве литейных заготовок.