Принципы построения технологических процессов обработки валов
Закалку ТВЧ используют, когда необходимо повысить твердость отдельных рабочих участков вала, оставив сердцевину с пониженной твердостью. Если сердцевина должна иметь повышенную, но не высокую твердость, то необходимо до закалки, но желательно после черновой обработки, выполнить улучшение. Чистовые рабочие ходы каждым инструментом следует осуществлять в один технологический переход по всем… Читать ещё >
Принципы построения технологических процессов обработки валов (реферат, курсовая, диплом, контрольная)
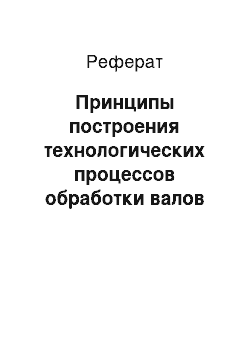
Токарные станки с ЧПУ позволяют выбрать при построении обработки ступенчатых валов большое число разнообразных вариантов. Приведем основные принципы, которых необходимо придерживаться (рис. 10.48).
- 1. Обработка в минимальное число установов обеспечит увеличение производительности и повышение точности взаимного расположения поверхностей.
- 2. При работе определенным инструментом необходимо стремиться выполнить весь доступный для него объем работ, что позволит уменьшить число смен инструментов.
- 3. Чистовые рабочие ходы каждым инструментом следует осуществлять в один технологический переход по всем доступным поверхностям заготовки с целью обеспечения более высокой точности их взаимного расположения.
- 4. Выполнять обработку вала нужно движением режущих инструментов в обоих направлениях: справа налево и слева направо.

Рис. 10.48. Построение технологических процессов обработки валов
Стальные валы для повышения твердости зачастую подвергаются закалке: местной ТВЧ отдельных поверхностей или объемной.
Закалку ТВЧ используют, когда необходимо повысить твердость отдельных рабочих участков вала, оставив сердцевину с пониженной твердостью. Если сердцевина должна иметь повышенную, но не высокую твердость, то необходимо до закалки, но желательно после черновой обработки, выполнить улучшение.
Улучшение — это закалка с высоким отпуском 450—600° и выдержкой, при которых добиваются в зависимости от температуры отпуска твердости IIB 250 — 11RC 35. При улучшении достигают также изменения в желательную сторону структуры материала (сорбит, тростит), повышения пластичности и ударной вязкости, а у вязких материалов — обрабатываемости. Можно выполнить улучшение заготовки даже до начала механической обработки с учетом того, что режущая способность современных твердых сплавов возросла, и такой порядок осуществления технологического процесса мало отразится на его экономических показателях. Раньше к улучшению заготовки до выполнения черновой обработки относились настороженно, опасаясь увеличенного расхода режущих инструментов.
Сблизились между собой принципы построения технологических процессов изготовления валов в зависимости от масштабов выпуска продукции и серийности производства. Причин этому, как указано ранее, три:
- 1) необходимость соответствия ТП свойству гибкости;
- 2) переход к обработке на станках с ЧПУ;
- 3) использование современных режущих инструментов.
Появились токарные станки с оперативным управлением (ручным программным управлением), которые созданы для эксплуатации в условиях единичного производства. Они оснащаются специализированными, упрощенными устройствами ЧПУ, в которых предусмотрено создание оператором управляющей программы непосредственно на рабочем месте путем запоминания станком информации, отработанной в ручном режиме. Следует учитывать, что стандартные устройства ЧПУ, снабженные рядом самых широких возможностей, не лишены этих возможностей, позволяющих также успешно работать в режиме оперативного управления.
Режущие инструменты, поставляемые на рынок инструментальными фирмами многих стран, обладают свойством универсальности, следовательно, гибкостью, и могут успешно использоваться на стайках с ЧПУ различных моделей. Появляется тандем: станок — режущие и вспомогательные инструменты. Этот тезис следует понимать следующим образом: конкретной модели токарного станка необходим минимальный по номенклатуре комплект вспомогательных приспособлений и режущих инструментов, с помощью которых можно обработать самые разнообразные поверхности заготовок общемашиностроительных деталей.
Почти полностью отпала необходимость в специальных режущих инструментах, что отражено на рис. 10.49. В перечень элементов оснащения не включена контрольно-измерительная оснастка.

Рис. 10.49. Токарный станок с ЧПУ для обработки валов и комплект.
оснащения.