Технологические приемы, направленные на снижение остаточных напряжений в холоднотянутых металлоизделиях
Описываемая конструкция электроконтактной установки позволяет в широком диапазоне управлять уровнем и распределением остаточных напряжений по сечению обрабатываемых заготовок. Это следует из рассмотрения закономерностей процесса возникновения остаточных напряжений в трубах при их механической и тепловой разгрузке после завершения термической обработки и правки. При медленном охлаждении заготовки… Читать ещё >
Технологические приемы, направленные на снижение остаточных напряжений в холоднотянутых металлоизделиях (реферат, курсовая, диплом, контрольная)
Большинство технологических приемов при производстве проволоки, прутков и труб, нацеленных на снижение уровня остаточных напряжений или их перераспределение в сечении изделия, сводится к применению малых обжатий при повторном волочении через сдвоенные волоки. Идея применения малых обжатий принадлежит Бюлеру, который провел широкие исследования и нашел возможность снижения остаточных напряжений в прутках и проволоке [86, 87, 96].
Экспериментально установлено, что оптимальные результаты по снижению и перераспределению в объеме остаточных напряжений достигаются в интервале обжатий повторного волочения 0,6…3% [86]. Однако эти величины могут колебаться в зависимости от свойств материалов, профиля инструмента, условий волочения. Например, обжатия до 1% создают сжимающие напряжения на поверхности прутков из низкоуглеродистой стали. Но уже при обжатии 1,6% на поверхности возникают растягивающие и продольные остаточные напряжения.
Обзор результатов изучения влияния малых обжатий на остаточные напряжения в прутках и проволоке приведен в работе [5]. В исследованиях разных факторов не прослеживается однозначная связь между величиной обжатий и уровнем остаточных напряжений. Так, Накомура получал сжимающие напряжения на поверхности проволоки диаметром 4 мм после волочения с обжатием 2,5%. При исследовании влияния обжатий в диапазоне 0,25… 10% за проход на распределение остаточных напряжений в патентированной стальной проволоке.

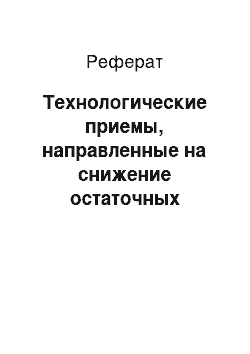
Рис. 46. Изменение остаточных тангенциальных напряжений а, в трубах (А — наружная поверхность) после безоправочного волочения при вторичном безоправочном волочении с малыми обжатиями:
а — е0 = 34,3%; б — б0= 33,4 -* 3,3%; в — е"= 38,1%; г — е0 = 37,6 -* 2,7%; д — eD = 36,3%; е — eD = 35,6 -*1,7%; ж — Ер = 36,3 -*1,2%.
Нисиока установил, что максимум поверхностных сжимающих напряжений (продольных) соответствует обжатиям порядка 0,7…0,8%. Появление продольных растягивающих напряжений наблюдалось исследователем лишь при обжатии 7%. В то же время Бюлер установил, что при волочении стальной сильно наклепанной проволоки (<�тв = 1300 МПа) с обжатием 1,3% остаточные напряжения на поверхности проволоки снизились лишь на 35%. Бюлер считает, что для полного снятия остаточных напряжений в такой проволоке необходимы обжатия порядка 3%.
При волочении через сдвоенные волоки также возможно возникновение сжимающих остаточных напряжений в поверхности стальной проволоки. Такие остаточные напряжения были получены при волочении проволоки из стали 50 при обжатии в рабочей (первой по ходу волочения) волоке в пределах 24…30%, а в калибрующей — З…6% [5]. В этом случае вместо растягивающих продольных напряжений около 800 МПа в тонком поверхностном слое создаются сжимающие напряжения до 1000 МПа.
При внедрении на Первоуральском новотрубном заводе многопроходного волочения труб без промежуточных отжигов был опробован способ снижения остаточных напряжений после бсзоправочного и корогкооправочного волочения путем повторного безоправочного волочения с малыми обжатиями по диаметру, при которых пластическая деформация в основном локализуется в поверхностном слое трубы [5J. Опытное волочение осуществлялось на цепном линейном стане со скоростью 28 м/мин предварительно фосфатированных и омыленных труб. При повторном безоправочном волочении калибровочный проход выполнялся с обжатиями.

Рис. 47. Изменение а, в трубах (А — наружная поверхность) после волочения на короткой оправке при безоправочном волочении с малыми обжатиями:
а — ed = 6,6%, е5= 30,1%; 6— е0= 6,9 -* 0,3%; в — ей = U%, es = 32,2%; г — е0 = = 11,2-* 0,7 %д — ъ" = 15,6%, es=
- — 32,7%; е — е0 = 15,9 -* 0,5%; ж — г0 = = 19,8%, е5= 31,1%;з —е0= 19,9−0,6%
- 1.2. .3.3%, а при короткооправочном — 0,3…0,7%. Известно, что у труб после безоправочного волочения достаточно высокие растягивающие напряжения в стенке трубы возникают уже при обжатии
- 8.. 10%. Изучалось влияние обжатия повторного волочения на уровень тангенциальных остаточных напряжений, поскольку именно эти напряжения определяют основные эксплуатационные свойства труб. На рис. 46 и 47 приведены полученные в этих опытах распределения по стенке трубы окружных напряжений соответственно после повторного безоправочного и короткооправочного волочения. В опробованном диапазоне вторичных обжатий после безоправочного волочения тангенциальные напряжения надежно снижаются как на наружной, так и на внутренней поверхностях трубы. Однако характер распределения этих напряжений по толщине стенки принципиально не меняется. Во всех случаях на наружной поверхности сохраняются растягивающие остаточные напряжения. Можно предположить, что подобный характер распределения имеют и продольные напряжения.
У труб после волочения на короткой оправке вместо небольших растягивающих напряжений на наружной поверхности возникают сжимающие напряжения. Если на наружной поверхности в результате предыдущей обработки уже действовали сжимающие тангенциальные напряжения, то после повторного волочения и поверхностной пластической деформации они возрастают по абсолютной величине.
Аналогичные технологические рекомендации по снижению остаточных напряжений в трубах даются в работе [49]. Уменьшить остаточные напряжения в трубах можно вторичным волочением без оправки с малыми обжатиями по диаметру в пределах 0,3…3,3%. Вторичное волочение без оправки с обжатием 1,2…3,3% снижает тангенциальные остаточные напряжения в трубах после волочения без оправки на 29…63%. Для уменьшения окружных остаточных напряжений после короткооправочного волочения авторы [49] рекомендуют применять безоправочное волочение с обжатием по диаметру 0,3. .0,7%. В результате этого растягивающие напряжения на наружной поверхности переходят в сжимающие, а сжимающие увеличиваются еще больше.
Такие способы уменьшения остаточных напряжений могут быть эффективно применены для снижения уровня тангенциальных напряжений в трубах из сталей, склонных к растрескиванию после волочения без оправки (например, стали 30ХГСА, 20 А и др.).
Как уже отмечалось, неравномерность пластической деформации в волоке и характер распределения остаточных напряжений зависят от степени деформации, полуугла наклона конической части волоки, противонатяжения, длины калибрующего пояска, коэффициента трения и скорости волочения. Исследование методом решения задач термоупругопластичности показало, что наибольшее влияние оказывают единичные обжатия и углы волок [58]. В результате решения определены оптимальные параметры последней волоки: е= 10%, аопт= 3…5 °. При анализе известного маршрута волочения проволоки диаметром.
5 мм из стали 80 установлена целесообразность перераспределения частных обжатий по проходам. Маршрут 7,2-*6,6~>6,СН5,55, 0 мм заменен на маршрут 7,2-*6,4-«5,8-+5,3 -*5,0 мм. Исследование оптимального решения позволяет снизить продольные остаточные напряжения на поверхности с 1360 до 860 МПа при сопротивлении металла пластической деформации 1500 МПа.
Для сравнения был рассмотрен также вариант, когда управляющим параметром был только полуугол последней волоки. Изменение его с существующего значения, а = 8 0 до оптимального, а = 3 0 позволяет снизить продольные остаточные напряжения на поверхности проволоки с 1360 до 1040 МПа, то есть на 23,5%.
В работе [111] авторы описывают способ снижения остаточных напряжений в нержавеющих холоднокатаных трубах. Кафедрой «Обработка металлов давлением» Уральского федерального университета совместно с ОАО «ПНТЗ» разработан способ термической обработки и правки труб растяжением. Способ предусматривает электроконтактный нагрев трубы с натяжением ее при нагреве и последующем охлаждении и обеспечивает уменьшение растягивающих остаточных напряжений в стенке трубы. Предложенный способ был опробован в производственных условиях при термической обработке теплообменных труб размером 16×1,5 мм из стали 08X18 Н ЮТ по ТУ 14—3 Р-197—2001. Конструкция установки показана на рис. 48.

Рис. 48. Общий вид (вид сверху) установки электроконтактного нагрева труб.
с растяжением:
1 — передняя поперечина; 2— задняя поперечина; 3 — подвижная поперечина; 4 — опора; 5 — станина; 6 — шина токоподвода; 7 — пневматическое устройство натяжения; 8 — канат; 9 — штуцер системы охлаждения; 10 — нагреваемая труба Установка электроконтактного нагрева включает две неподвижные поперечины 1 и 2(см. рис. 48) и одну подвижную 3. Неподвижные поперечины снабжены опорами 4, определяющими высотное положение технологической оси установки относительно пола цеха. Неподвижные поперечины соединяются двумя станинными балками 5, одновременно исполняющими роль продольных направляющих для подвижной поперечины. На поперечине / установлены элекгроизолированные токоподводящие контакты с медными шинами 6, к которым подключаются кабели источника питания. На подвижной поперечине 3 смонтированы зажимные контакты, замыкающие концы труб. Натяжение в процессе нагрева и охлаждения создавалось при помощи пневматического устройства 7, позволяющего поддерживать постоянную осевую нагрузку в течение термообработки. Натяжение также необходимо для компенсации теплового удлинения труб и предотвращения провисания труб при их нагреве. Все токоподводящие медные зажимные контакты снабжены системой водяного охлаждения с подводом и отводом воды посредством гибких рукавов, присоединенных через штуцеры 9. Длина троса Урегулируется в пределах допустимого смещения поперечины 3 при настройке установки на конкретную длину обрабатываемых труб. Общая длина установки может быть изменена заменой станинных балок.
Для осуществления электроконтактного нагрева подвижная поперечина 3 (см. рис. 48) устанавливается в позицию, соответствующую длине труб. Две грубы одинаковой длины, концами длиной по 50 мм устанавливаются в V-образные разъемы контактов. При помощи каната У (см. рис. 48) обеспечивается заданное осевое натяжение, которое не должно превышать сопротивление деформации металла труб при максимальной температуре нагрева.
Устройство натяжения труб работает следующим образом. После закрепления труб в токоподводящих контактах устройства нагрева с помощью рукоятки стальной канат У наматывается на барабан. При этом поршень поднимается вверх до крайнего положения. После этого угловое положение барабана фиксируется. В пневмоцилиндр (в штоковую полость) подается сжатый воздух или газ регламентированного давления, например из баллона, на выходе которого установлен редукционный клапан и манометр. В процессе нагрева и охлаждения давление воздуха или газа в полости пневмоцилиндра регулируется для обеспечения заданных технологических коэффициентов напряc FpK
женного состояния о = ——-, где F — площадь поперечного сечения.
/?<**.
рабочей полости пневмоцилиндра;/— суммарная площадь поперечного сечения нагреваемых труб; /?к — давление воздуха или газа в цилиндре; о" — сопротивление деформации металла труб при текущем значении температуры нагрева.
Установка рассчитана на одновременную термическую обработку с натяжением двух последовательно соединенных труб, подключаемых к вторичной обмотке трансформатора источника питания. Ток подводился к передним концам труб, задние концы соединялись перемычкой. Такая схема подвода электрического тока позволила исключить использование длинных шин и, следовательно, сократить потери электрической мощности.
Было установлено, что оптимальными являются режимы нагрева при следующих параметрах: сила тока 55(Н600 А, напряжение 75^-77 В соответственно, время термообработки 3 минуты. Металл труб, термообработанных по указанным режимам, стоек против МКК (метод АМУ ГОСТ 6032).
В рамках данной работы проведены испытания труб на остаточные напряжения в соответствии с РИ 25—56—2006 и кривизну по ТУ 14—3 Р-197—2001. Результаты испытаний приведены в табл. 8.
Таблица 8
Режимы электроконтактного нагрева труб 16×1,5 мм из стали 08X18 Н10Т.
Номер трубы. | Параметры нагрева. | ||||
Сила тока ДА. | Напряжение и, В. | Температура нагрева,0 С. | Время нагрева, с. | Время выдержки, с. | |
1; 2. | |||||
3;4. | |||||
5;6. | |||||
7;8. | |||||
9; 10. | |||||
11; 12. | по. | ||||
13; 14. | |||||
15; 16. | |||||
Как видно из табл. 8, в трубах, термообработанных предложенным способом, уровень растягивающих остаточных напряжений значительно ниже, а их кривизна на порядок меньше, чем в трубах после печного нагрева по применяемой технологии. Предлагаемый способ обеспечивает совмещение операций термической обработки и правки труб.
Апробация показала, что предложенный способ обеспечивает механические свойства, величину зерна и стойкость против межкристаллитной коррозии металла труб в соответствии с требованиями ТУ 14—3 Р-197—2001. Кривизна и уровень растягивающих остаточных напряжений в трубах, термообработанных предложенным способом, на порядок величины меньше, чем в трубах, после печного нагрева.
Результаты апробации использованы при разработке конструкции промышленной установки, позволяющей осуществлять термическую обработку и правку труб при заданном коэффициенте напряженного состояния [112]. Предлагаемый конструктивный вариант установки представлен на рис. 49, й, 49, б, 50. На рис. 49, а показан продольный вертикальный разрез В-В двухпозиционной электроконтактной установки термической обработки и правки растяжением труб и продольный горизонтальный разрез А-А электроконтактной установки в исходном состоянии; на рис. 49, б — разрез А-А установки в рабочем состоянии.
В исходном положении трубы 4 установлены одним концом в неподвижные токоподводящие контакты 2 и зажаты с регламентированным радиальным усилием прижимами 3. Электропитание трансформатора отключено. Поршень гидроцилиндра 9 и плунжер 77 находятся в крайних задних положениях, при этом плунжер 11 упирается в упоры 75, установленные в положение, задающее расчетную длину хода плунжера LH. Пневмораспределитель ПР отключен (ЭЗ и Э4 обесточены) и в рабочей полости воздух или газ находятся под атмосферным давлением ра. Суппорт 5с подвижными замыкающими контактами 6 находится в крайнем заднем положении (на рис. 49, а и 49, б крайнее левое положение). Гидрораспределитель ГР обесточен (Э1 и Э2 выключены) и обе полости гидроцилиндра 9 соединены со сливной магистралью гидросистемы.
Работа начинается с установки платформы 8 в положение, соответствующее длине заготовок 4, и фиксации платформы относительно направляющих станины 7. Задание на термическую обработку и правку растяжением представляется совокупностью параметров:

Рис. 49. Конструктивная схема установки:
а — продольный вертикальный разрез В-В установки; б — продольный горизонтальный разрез А-А установки в исходном состоянии: 1 — станина; 2 — неподвижные контакты, 3 — прижимы; 4 — труба; 5 — суппорт; 6 — подвижный контакт;
- 7 — изоляционная прокладка; 8 — платформа; 9 — поршневой гидроцилиндр; 10— плунжерный пневмоцилиндр; 11 — плунжер; 12— шток гидроцилиндра,
- 13 — шток пневмоцилиндра; 14 — фланцевая втулка; 15 — упоры, 16 — клеммы
вторичной обмотки конечная температура нагрева /; степень деформации осевого пластического растяжения для правки заготовок е; коэффициенты напряженного состояния при растяжении заготовок в начале 50 и в конце нагрева SK, по которым определяются относительные силы натяжения труб в начале и в конце нагрева, кН, по формулам:

где ст,0|(=((| — сопротивление деформации металла заготовок в отожженном состоянии при температуре окружающей среды tQ; а5,ш,к — сопротивление деформации металла заготовок при температуре /к (определяется по кривой упрочнения);/ — суммарная площадь сечения обрабатываемых труб; F — площадь сечения рабочей полости пневмоцилиндра.
Определяется начальное положение LH, мм, плунжера / /пневмоцилиндра 10 по формуле.

где /0 — длина нагреваемой части заготовок (см. рис. 49, а, 50); а — коэффициент теплового линейного расширения металла заготовок.
Упоры 15, ограничивающие перемещение плунжера 11, устанавливаются в положение, соответствующее Ьн, и фиксируются относительно платформы 8. Включением электромагнитов Э2 и Э4 гидрораспределитель ГР переводится в положение, обеспечивающее подачу рабочей жидкости от насосной станции НС в штоковую полость гидрораспределителя 9, а пнсвмораспрсделитель П Р соединяет рабочую полость пневмоцидиндра Юс атмосферой. Плунжер //перемещается назад до упоров 15, обеспечивая заданную длину Ьн рабочей полости пневмоцилиндра 10 (см. рис. 49, а). После выключения электромагнита Э4 пневмораспределитель устанавливается в нейтральное положение, перекрывая вход в рабочую полость пневмоцилиндра 10. Отключением Э2 перекрывается напорная гидромагистраль. В этом положении в рабочей полости пневмоцилиндра давление воздуха или газа равно атмосферному ра.

Рис. 50. Рабочее положение механизмов электроконтактной установки.
Включением электромагнита Э1 рабочая жидкость высокого давления подается в поршневую полость гидроцилиндра 9. При этом его поршень, перемещаясь вперед, своим штоком смешает плунжер //в положение Ц (см. рис. 49, б), при котором в рабочей полости давление воздуха или газа возрастает до величины, соответствующей относительной силе Рц. Величина определяется выражением Ц, = LH / (1 + Р'). При этом давление в рабочей полости пневмоцилиндра 10 равно р0 =? р"
и регистрируется манометром МН (см. рис. 49, а). После перевода плунжера //в переднее положение L0 его шток /5 смещает суппорт 5 с установленными на нем подвижными контактами 6 до ввода концов заготовок 4 в зажимы контактов 6. Концы заготовок зажимаются прижимами с регламентированным усилием, достаточным для надежного электрического контакта и не меньшим величины 0,5 р0— F. Подвижные замыкающие контакты 6 обеспечивают последовательное электрическое соединение обеих труб 4.
После отключения электромагнита Э1 гидрораспределитель переводится в нейтральное положение и обе полости гидроцилиндра 9 подключаются к сливной магистрали. В этот момент сила давления воздуха на плунжер 11, равная p{)F, уравновешена суммарной силой натяжения заготовок, в которых возникает напряжение растяжения.
p0F / /. Если это напряжение равно пределу текучести металла заготовки в отожженном состоянии при температуре t = t0, то оно не вызовет пластической деформации предварительно нагартованных труб. Подается напряжение на первичную обмотку трансформатора, а вторичная его обмотка посредством подводящих кабелей 16 создает в последовательно соединенных заготовках 4электрический ток заданной плотности. Если площади сечений заготовок одинаковы и равны f/2, то и плотность тока и интенсивность нагрева заготовок совпадают.
В процессе нагрева заготовки удлиняются на величину l0a (t-t0), где t — текущая температура заготовок в процессе нагрева от /0 до tK; при этом непрерывно уменьшается сопротивление деформации в соответствии с кривой упрочнения. Если считать степень и скорость пластической деформации при термическом удлинении заготовок равными нулю, то зависимость сопротивления деформации ot от температуры близка к линейной. При удлинении заготовок суппорт 5 и плунжер 11 перемещаются назад и объем рабочей полости пневмоцилиндра ///увеличивается. Давление воздуха или газа в пневмоцилиндре уменьшается пропорционально смещению плунжера. Снижается линейно и сила натяжения заготовок. В этом случае коэффициент напряженного состояния линейно меняется от S0 до SK, а если по технологическому заданию S', = SK, то коэффициент напряженного состояния сохраняет свою величину в течение всего процесса нагрева до tK, го есть сохраняется отношение напряжения натяжения заготовки к сопротивлению деформации материала заготовок. При нагреве до /к напряжение растяжения заготовок составит величину, равную SK? о^ж1 . Если по заданию SK = 0, то по завершении нагрева до /к произойдет полная механическая разгрузка от силы натяжения.
После завершения нагревало /к и технологической выдержки питание трансформатора отключается и начинается охлаждение заготовок естественное или принудительное (система принудительного охлаждения не рассматривается). Заготовки, укорачиваясь, перемещают вперед суппорт 5 и плунжер 11 пневмоцилиндра 10. При полном охлаждении заготовок до t0 плунжер занимает исходное положение Ц) и создает в рабочей полости давление ри. Если по заданию S', >1, то есть p0F/f >сг, о|,=,0, то реализуется пластическая деформация со степенью е, рекомендуемая для правки растяжением.
После охлаждения заготовок включением электромагнита Э1 рабочая жидкость подается в поршневую полость гидроцилиндра давлением р0— F / Fm, где Fm — площадь сечения поршневой полости гидроцилиндра 9. Заготовки, с которых при этом снята осевая нагрузка, извлекаются из зажимных контактов. Если технологическое задание в параметрах /0, /к, S0, SK, г не меняется, то в контакты устанавливаются и зажимаются новые заготовки. Процесс работы установки повторяется с момента отключения электромагнита Э1. Если задание меняется, то работа возобновляется с установки нового положения LH.
При обработке сравнительно длинных заготовок и при SK * 0 компрессорной установкой создается предварительное давление воздуха или газа рк в рабочей полости пневмоцилиндра 10, когда плунжер занимает начальное положение LH. При этом упорыустанавливаются в положение, соответствующее значению Ьи, мм, определяемому выражением.

В формуле (67) п = рк /р(). Для создания давления рк после установки плунжера 11 в положение Ьи включается электромагнит ЭЗ и сжатый воздух или газ от компрессорной установки, настроенной на давление рк, подается в рабочую полость пневмоцилиндра 10. После отключения ЭЗ входная магистраль перекрывается пневмораспределителем ПР, а в рабочей полости сохраняется воздух или газ под давлением рк. Затем цикл работы проводится в том же порядке, что и при отсутствии в пневмоцилиндре предварительного избыточного давления. Крайнее положение плунжера 11 Lu, мм, в этом случае равно.

и фиксируется либо прямым замером перемещения плунжера L^-Lq, либо по величине давления р0 = Р0' • ра, замеряемого манометром МН.
Выражения (67) и (68) для расчета исходного и конечного положений упоров 15 и плунжера //пневмоцилиндра /^получены из следующих посылок. Сила осевого натяжения заготовок Р0, кН, перед началом нагрева, определяемая из технологических представлений об эффективности электроконтактного нагрева при термической обработке, совмещенной с правкой растяжением, представлена в виде.

Для силы натяжения заготовок (если такая сила предусматривается по технологическим соображениям) в конце нагрева Рк, кН, и крайнего положения плунжера используя выражения (69) и (70) можно записать подобные выражения (71) и (72).

ri L n L
Приравнивая выражения для Ц, уравнение -—?7 = -—?7-Л/ мож;
1 + rj, 1 + гк
но разрешить относительно LH, получив выражение (67). Если величина LH задана, то может быть подобрано давление рк воздуха или газа, МПа, подаваемого в полость пневмоцилиндра от компрессорной установки:

При проектировании установки такой конструкции расчет площади сечения рабочей полости пневмоцилиндра, мм2, выполняется с использованием выражения (73) по формуле F = п-1пг —т2, где «LH(P0-PK)-M (P0 + PK) ^ РкР0
п =-—-г——, т =-, п и /w-параметры, м .
2{рк-ра)М (рк-ра)
На установке описываемой конструкции правка труб растяжением может быть осуществлена более эффективно, чем на устройстваханалогах, где упругопластическое растяжение заготовки проводится при достижении заданной температуры нагрева, когда величина осевого механического напряжения достигает предела текучести. При охлаждении напряжение натяжения профиля, естественно, ниже сопротивления металла пластической деформации, и заготовка находится в упругом состоянии. При охлаждении ее до температуры окружающей среды из-за любой тепловой асимметрии вновь возникают деформации изгиба как следствие релаксации остаточных напряжений. В предлагаемом устройстве пластическая деформация растяжения выполняется уже после охлаждения заготовки, поэтому возникновение новых деформаций изгиба невозможно. Управление величиной пластического удлинения при растяжении с осуществляется соответствующим назначением величины силы осевого натяжения заготовки Р0, или относительной силы осевого натяжения Р$ перед началом нагрева. Если Р{) =/ст(0,=,о, то при завершении охлаждения заготовки до t0 плунжер пневмоцилиндра 10 займет положение, определяемое координатой L0, напряжение в сечении заготовки будет в точности равно сопротивлению деформации металла в отожженном состоянии при температуре tn (aj0|,=,o).
Пластическая деформация в этой ситуации невозможна, поскольку при любом смещении плунжера 11 назад уменьшается давление р воздуха или газа в рабочей полости пневмоцилиндра, то есть pF < ai0|/=/(i •/. Чтобы осуществить пластическое растяжение труб при правке на величину е, плунжер 11 пневмоцилиндра /^смещается с помощью гидроцилиндра 9 до положения, определяемого координатой (?, — ?•/"). В этом случае.

В формуле (72) аиЬ — коэффициенты аппроксимации кривой степенного упрочнения материала заготовки; Р0, — сила осевого натяжения заготовки, кН; , — относительная сила осевого натяжения заготовки, кН.
При назначении коэффициента напряженного состояния металла заготовки SK в конце нагрева можно исходить из условия устранения провисания заготовки, которое может отрицательно сказаться на работе всей установки (короткое замыкание заготовки на корпус установки) и спровоцировать разрушение в зоне контакта из-за большого температурного градиента между нагреваемой частью заготовки и ее холодными зажимаемыми концами. Эта ситуация возникает, когда SK меньше или равна нулю. Из практики проведения термообработки и правки растяжением с использованием электроконтактного нагрева рационально применять натяжение при 5К = 0,1…0,3,т.е. когда напряжение осевого натяжения составляет 10…30% от величины сопротивления деформации металла заготовки при конечной температуре нагрева ст^ .
Описываемая конструкция электроконтактной установки позволяет в широком диапазоне управлять уровнем и распределением остаточных напряжений по сечению обрабатываемых заготовок. Это следует из рассмотрения закономерностей процесса возникновения остаточных напряжений в трубах при их механической и тепловой разгрузке после завершения термической обработки и правки. При медленном охлаждении заготовки без осевого натяжения даже малый температурный градиент по сечению порождает в поверхности продольные и тангенциальные растягивающие напряжения по причине большей температурной усадки охлажденных слоев металла. Как только заготовка охлаждается до интервала теплых деформаций (температура ниже температуры начала рекристаллизации), пластические деформации растяжения приводят к деформационному упрочнению металла поверхностных слоев. После полной разгрузки эти слои стремятся укоротиться на большую величину, чем центральные, что и приводит к появлению остаточных растягивающих напряжений, которые ухудшают эксплуатационные свойства изделий. Например, в теплообменных трубах из коррозионно-стойких сталей поверхностные растягивающие остаточные напряжения резко снижают стойкость против межкристаллитной коррозии и длительность безаварийной эксплуатации парогенераторов АЭС. При медленном охлаждении не удается полностью избавиться от появления остаточных растягивающих напряжений в поверхностных слоях заготовки, но возможно их существенное снижение за счет релаксации напряжений при действии растягивающих напряжений, задаваемых при настройке заявляемой установки коэффициентом напряженного состояния S= 0,5…0,8.
Если термообработкой заготовки является закалка с интенсивным охлаждением поверхности, то в сечении любой формы возникают большие температурные градиенты. Когда закаливается труба без осевого натяжения охлаждением наружной поверхности, то температурное укорочение поверхностного слоя приводит к пластической осадке внутренних слоев металла. В результате действия сжимающих как осевых, так и тангенциальных напряжений со стороны поверхностных слоев металла уменьшается внутренний диаметр трубы вплоть до выхода за пределы допуска. При дальнейшем охлаждении внутренние горячие слои укорачиваются больше наружных холодных. В итоге в наружной поверхности всегда после полной разгрузки создаются сжимающие как осевые, так и тангенциальные остаточные напряжения. Рациональный выбор величины осевого натяжения, реализуемого на установке заданием коэффициента напряженного состояния, сохраняет достаточный уровень сжимающих остаточных напряжений на наружной (при охлаждении снаружи) или внутренней (при внутреннем охлаждении) поверхностях без допущения пластической деформации горячей части заготовки, выводящей ее размеры за допускаемые отклонения. Установка позволяет проводить охлаждение труб с любыми коэффициентами напряженного состояния от ноля до единицы, а конкретные их значения подбираются для каждого материала и для каждой конфигурации сечения заготовки. После задания требуемых по технологическим соображениям коэффициентов напряженного состояния и SK определяются значения Р/, и Рк' и по формуле (67).
находится начальная установка LH плунжера пневмоцилиндра. Вся настройка установки сводится к заданию LH, исходя из технологических параметров термической обработки и правки заготовок растяжением.
Таким образом, применение описанной конструкции электроконтактной установки дает возможность осуществления нагрева и охлаждения труб с осевым натяжением, регламентированным технологией термической обработки и правки, что позволяет получать термообработанные прямолинейные трубы с благоприятно распределенными и приемлемыми по уровню остаточными напряжениями, а также упростить технологический процесс изготовления труб за счет исключения операции их дополнительной правки на валковых станах, ухудшающей качество поверхности и создающей неконтролируемое поле остаточных напряжений в трубе.