Штамповка на кривошипных горячештамповочных прессах
Кривошипные прессы имеют ряд преимуществ по сравнению со штамповочными молотами. Коэффициент полезного действия у КГШП в 2 раза выше, чем у молота, пресс не требует для установки столь большого и дорогого фундамента, как молот. Кривошипные горячештамповочные прессы могут работать в более легких и дешевых зданиях, чем молотовые кузницы. Работа прессов не отражается на окружающих сооружениях… Читать ещё >
Штамповка на кривошипных горячештамповочных прессах (реферат, курсовая, диплом, контрольная)
Виды и краткая характеристика кривошипных горячештамповочных прессов
Кривошипный горячештамповочный пресс (КГШП) представляет собой кузнечно-прессовую машину, в которой перемещение одной из половин штампа производит ползун кривошипно-шатунного механизма. Данные прессы являются быстроходным прессовым оборудованием, имеющим высокую жесткость конструкции: жесткую закрытую станину, жесткий кривошипно-шатунный механизм с надежным направлением ползуна, механические выталкиватели в столе пресса и в ползуне.
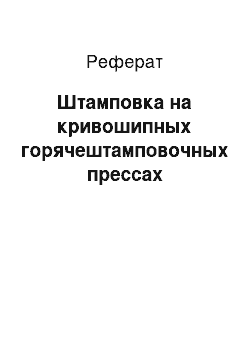
Обычно применяют двухстоечную схему КГШП с расположением валов параллельно фронту пресса (рис. 10.1). Электродвигатель 1 передает вращение с помощью клиноременной передачи на промежуточный вал 2, на котором установлен маховик 3. Промежуточный вал 2 и кривошипный вал 5 связаны зубчатой передачей. Муфта 4 и тормоз 11 установлены на кривошипном валу 5. Ползун 7 имеет длинные направляющие поверхности для уменьшения перекоса. Так как масса ползуна с верхней половиной штампа очень велика, для уменьшения динамических нагрузок применяют пневматические цилиндры-уравновешиватели 6. В ползуне и столе пресса 10 смонтированы выталкиватели 8 ч 9. Стол пресса 10 имеет клиновую регулировку для точной наладки высоты поковки. Серийно выпускаемые КГШП имеют усилие 6 300…80 000 кН с числом ходов соответственно 90 — 30 в минуту.
В отличие от бабы молота ползун кривошипного пресса имеет жесткий график движения, постоянную величину хода и определенное нижнее положение. Скорость движения ползуна к началу рабочего хода составляет 0,3…0,8 м/с, что в 10 — 25 раз меньше скорости бабы молота.
Точное и надежное направление ползуна дает возможность применять штампы с направляющими колонками и втулками, благодаря чему поковки, штампованные на КГШП, имеют значительно большую, чем на молоте, точность горизонтальных размеров.
Безударный характер работы пресса позволяет применять вместо ласточкиных хвостов, шпонок, клиньев и горячей посадки более совершенные способы крепления штампов и вставок, исРис. 10.1. Схема кривошипного горячештамповочного пресса:

/ — электродвигатель; 2 — промежуточный вал; 3 — маховик; 4 — муфта; 5 — кривошипный вал; 6 — цилиндры-уравновешиватели; 7 — ползун; 8, 9 — выталкиватели; 10 — стол пресса; 11 — тормоз пользовать вместо цельноблочных сборные штампы, часто весьма сложные. Мощные механические выталкиватели позволяют назначать штамповочные уклоны в 2 — 3 раза ниже, чем у молотовых поковок.
Ориентировочные данные о производительности КГШП можно получить из следующих соотношений: на прессе усилием 6 300 кН штампуют поковки массой до 1 кг, с производительностью 300…400 кг/ч, на прессе усилием 25 000 кН — поковки массой 7… 12 кг с производительностью 900… 1 100 кг/ч и на прессе усилием 80 000 кН — поковки массой 50… 80 кг с производительностью 2800…3 500 кг/ч.
Кривошипные прессы имеют ряд преимуществ по сравнению со штамповочными молотами. Коэффициент полезного действия у КГШП в 2 раза выше, чем у молота, пресс не требует для установки столь большого и дорогого фундамента, как молот. Кривошипные горячештамповочные прессы могут работать в более легких и дешевых зданиях, чем молотовые кузницы. Работа прессов не отражается на окружающих сооружениях, оборудовании, приборах и, наконец, людях так вредно, как работа молотов. При работе на КГШП облегчаются условия труда и автоматизация технологических процессов, производительность труда в 1,5 раза, а иногда и в 2 — 2,5 раза выше, чем при молотовой штамповке.
Однако все эти преимущества проявляются в полной мере только при крупносерийном и массовом производстве, так как пресс стоит весьма дорого, высока также и стоимость прессовых штампов.