Технологический процесс пайки
Низкотемпературная пайка может осуществляться и серебряными припоями, такими как ПСрОЗ-97, ПсрО 10−90 и др., содержащими серебро в незначительном количестве (остальное — олово). Максимальная температура плавления подобных припоев не превышает 300 °C. Остатки канифоли и спиртоканифольных флюсов обычно коррозии не вызывают, но если по условиям эксплуатации изделий требуется их удалить, то промывка… Читать ещё >
Технологический процесс пайки (реферат, курсовая, диплом, контрольная)
Технологический процесс пайки включает комплекс последовательно выполняемых операций, основными из которых являются следующие: подготовка поверхностей под пайку; сборка деталей, включающая укладку припоя, в ряде случаев нанесение флюса; пайка; обработка деталей после пайки.
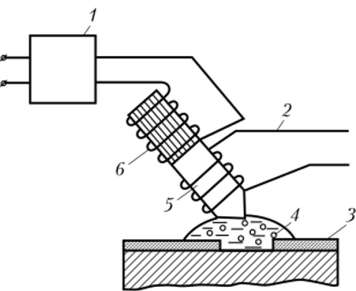
Рис. 29.6. Схема ультразвукового паяльника:
1 — высокочастотный генератор: 2 — спираль; 3 — оксидные пленки; 4 — кавитационные пузырьки; 5 — наконечник; 6 — магнитостриктор Подготовка поверхностей под пайку. Качество подготовки поверхности под пайку во многом определяет уровень и стабильность свойств паяного соединения. Существуют следующие основные способы очистки поверхности:
- 1) термический (горелками, отжигом в восстановительной атмосфере, в вакууме);
- 2) механический (обработка режущим инструментом или абразивом, гидропескоструйная или дробеструйная, галтовка);
- 3) химический (обезжиривание, химическое травление, электрохимическое травление, травление с ультразвуковой обработкой, комбинированное с обезжириванием и травлением).
Подготовка детали под пайку включает в себя также нанесение специальных технологических покрытий гальваническим или химическим способом, горячим лужением (погружением в расплавленный припой), с помощью ультразвука, плакированием, вжиганием, термовакуумным напылением.
Указанные технологические покрытия наносят с различными целями:
- а) для улучшения смачиваемости некоторых паяемых металлов расплавленным припоем;
- б) для защиты основного металла от испарения отдельных его компонентов в процессе пайки;
- в) для предотвращения вредного взаимодействия припоя с основным металлом, приводящего к образованию хрупких структур;
- г) в качестве припоя при контактно-реактивной пайке.
Укладка припоя. Часто сборка включает в себя нанесение припоя, укладку его в виде дозированных заготовок из проволоки или фольги. При размещении припоя необходимо учитывать условия пайки: расположение изделия в печи или другом нагревательном устройстве, режимы нагрева и охлаждения.
Массу припоя, необходимую для получения качественных соединений, определяют из соотношения.

где, А — наибольший зазор в соединении при температуре пайки, м; h — высота или ширина соединения, м; / — протяженность соединения, м; у — удельная плотность припоя, Н/м3 Коэффициент 1,5 учитывает объем галтелей припоя и неизбежные технологические потери (угар, разбрызгивание).
Нанесение флюса. Иногда при сборке деталей под пайку требуется нанести флюс. Порошкообразный флюс для этого разводят дистиллированной водой до состояния негустой пасты и наносят шпателем или стеклянной палочкой, после чего детали подсушивают в термостате при 70—80°С в течение 30—60 мин. При газопламенной пайке флюс подается на прутке разогретого припоя, при пайке паяльником — рабочей частью паяльника или вместе с припоем, в случае применения оловянно-свинцового припоя — в виде трубок, наполненных канифолью.
Пайка (нагрев места соединения или общий нагрев собранных деталей) выполняется при температурах, превышающих температуру плавления припоя, как правило, на 50—100°. В зависимости от температуры плавления применяемых припоев пайка подразделяется на низкотемпературную и высокотемпературную.
При низкотемпературной пайке нагрев в месте контакта паяемых материалов и припоя нс превышает 450 °C, при высокотемпературной — превышает 450 °C.
К группе припоев для низкотемпературной пайки относятся оловянно-свинцовые припои, например ПОС-90, ПОС-61, ПОС-40, ПОС-Ю и т. д. Температура плавления их не превышает 268 °C (для ПОС-Ю).
Низкотемпературная пайка может осуществляться и серебряными припоями, такими как ПСрОЗ-97, ПсрО 10−90 и др., содержащими серебро в незначительном количестве (остальное — олово). Максимальная температура плавления подобных припоев не превышает 300 °C.
Для высокотемпературной пайки используют серебряные припои с существенно большим содержанием серебра, например ПСр72, ПСр50, ПСр70, а также медные сплавы — медно-цинковые припои ПМЦ36, ПМЦ48, ПМЦ54. Температура плавления подобных припоев достигает 700—800°С.
Обработка деталей после пайки включает в себя удаление остатков флюса. Флюсы, частично оставшиеся после пайки па изделии, портят сто внешний вид, изменяют электропроводность, а некоторые — вызывают коррозию. Поэтому остатки их после пайки должны быть тщательно удалены.
Остатки канифоли и спиртоканифольных флюсов обычно коррозии не вызывают, но если по условиям эксплуатации изделий требуется их удалить, то промывка осуществляется спиртом, спирто-бензиновой смесью, ацетоном.
Агрессивные кислотные флюсы, содержащие соляную кислоту или ее соли, тщательно отмывают последовательно горячей и холодной водой с помощью волосяных щеток.