Выбор оборудования и расчет его количества
При выборе оборудования руководствуются типом производства и характеристиками станков. В технологическом процессе применено универсальное оборудование с частичной специализацией за счет применения специальных приспособлений. Выбор универсального оборудования оправдан, т.к. заданная годовая программа не позволяет загрузить станки полностью, а найти операции для дозагрузки универсального… Читать ещё >
Выбор оборудования и расчет его количества (реферат, курсовая, диплом, контрольная)
При выборе оборудования руководствуются типом производства и характеристиками станков. В технологическом процессе применено универсальное оборудование с частичной специализацией за счет применения специальных приспособлений. Выбор универсального оборудования оправдан, т.к. заданная годовая программа не позволяет загрузить станки полностью, а найти операции для дозагрузки универсального оборудования проще, чем для станков автоматов и полуавтоматов. Расчет ведем согласно методике, изложенной в литературе [22].
Количество станков на каждую операцию Сp, шт.

(4.27).
Устанавливаем принятое число рабочих мест Спр, округляя до ближайшего большего целого числа полученное значение Сp.
Коэффициент загрузки рабочего места kЗ.Ф.

100%, (4.28).
Коэффициент использования оборудования по основному времени ko

100%, (4.29).
Коэффициент использования оборудования по мощности kn

100%, (4.30).
где Nпрмощность на приводе, кВт;
Nстмощность электродвигателя станка, кВт.
Для операции 010 Токарная с ЧПУ:

шт; Спр=1 шт;
kз.ф.=0,74/1=0,74; ko=23,63/28,6=0,82;

.
Аналогично проводим расчеты для всех остальных операций. Результаты расчетов заносим в таблицу 4.12.
Таблица 4.12.
Коэффициенты загрузки оборудования.
Наименование операции. | Модель станка. | То, мин. | Тшт-к, мин. | Ср, шт. | Спр, шт. | KЗ.Ф,%. | KO,%. | Nпр, кВт. | Nст, кВт. | Kn,%. |
010 Сверлильная с ЧПУ. | 2С150ПМФ4. | 3,32. | 6,05. | 0,19. | 0,19. | 0,55. | 5,09. | |||
020 Токарно-винторезная. | 16К20. | 1,14. | 2,35. | 0,07. | 0,07. | 0,49. | 3,60. | 7,5. | ||
030 Токарная с ЧПУ. | 16К20Ф3. | 5,3. | 9,52. | 0,30. | 0,30. | 0,56. | 5,11. | |||
040 Токарная с ЧПУ. | 16К20Ф3. | 6,16. | 10,08. | 0,31. | 0,31. | 0,61. | 4,21. | |||
050 Фрезерная с ЧПУ. | СС2805ПМФ4. | 15,5. | 18,7. | 0,58. | 0,58. | 0,83. | 6,54. | |||
070 Сверлильная с ЧПУ. | 2С150ПМФ4. | 17,0. | 23,1. | 0,72. | 0,72. | 0,74. | 5,80. | |||
090 Вертикально-сверлильная. | 2Н135. | 0,96. | 2,30. | 0,07. | 0,07. | 0,42. | 1,71. | 3,5. | ||
100 Вертикально-сверлильная. | 2Н135. | 0,26. | 1,80. | 0,06. | 0,06. | 0,14. | 0,90. | 3,5. | ||
120 Круглошлифовальная. | 3М151. | 0,78. | 1,97. | 0,06. | 0,06. | 0,40. | 0,8. | 5,5. | ||
130 Круглошлифовальная. | 3М151. | 0,78. | 1,97. | 0,06. | 0,06. | 0,40. | 0,8. | 5,5. |
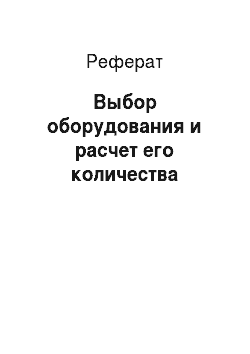
На основании данных таблицы 4.12 строим график загрузки оборудования, график использования оборудования по основному времени, график загрузки оборудования по мощности.
Средние коэффициенты загрузки оборудования:
Кз.ср=24%; Ко.ср=51%; Км, ср=41%.

Рисунок 4.1 График загрузки оборудования.

Рисунок 4.2 График загрузки оборудования по основному времени.

Рисунок 4.3 График загрузки оборудования по мощности.