Оптимизация управления энергоресурсами при тепловой обработке бетонных строительных изделий
Построение математической модели тепловой обработки с учетом предварительно сформулированного критерия оптимальности позволяет получить такую модель объекта управления, которая в совокупности с критерием оптимальности позволяет аналитически решить задачу оптимального управления и синтезировать управляющее устройство, алгоритм которого максимально использует свойства объекта управления для… Читать ещё >
Содержание
- 1. Постановка задачи оптимизации управления тепловой обработкой бетонных изделий с целью снижения их энергоемкости
- 1. 1. Краткая характеристика технологии бетонных изделий
- 1. 2. Анализ организации тепловой обработки бетонных изделий
- 1. 3. 1.3. Анализ известных математических моделей процессов тепловой обработки
- 1. 4. Анализ существующих методов автоматизации и оптимизации управления тепловой обработкой
- 1. 5. Выбор цели и объектов исследования
- 2. Анализ энергетических потоков, разработка и исследование математических моделей процессов тепловой обработки железобетонных изделий и ее энергообеспечения
- 2. 1. Формулирование и формализация критериев оптимальности управления энергообеспечением тепловой обработки
- 2. 2. Синтез математической модели энергетической системы тепловой обработки завода ЖБИ с учетом сформулированных критериев
- 2. 3. Анализ разработанных моделей с помощью ПЭВМ
- 3. Синтез систем оптимального автоматического управления процессами тепловой обработки по сформулированным критериям
- 3. 1. Постановка и решение задач оптимального управления
- 3. 2. Координация работы систем оптимального автоматического управления тепловой обработкой в группе тепловых установок
- 3. 3. Разработка инженерного метода оптимизации автоматизированного координированного управления тепловой обработкой бетонных изделий
- 4. Экспериментальная проверка теоретических разработок
- 4. 1. Методика и оценка результатов экспериментального исследования установок процессов при тепловой обработке
- 4. 2. Исследование лабораторных локальной, многоканальной и координированной систем автоматического управления
- 4. 3. Разработка многоканальной системы координированного управления группой тепловых установок
- 4. 4. Технико-экономическая оценка результатов применения оптимальных координированных автоматизированных систем управления
Оптимизация управления энергоресурсами при тепловой обработке бетонных строительных изделий (реферат, курсовая, диплом, контрольная)
Повышение эффективности использования тепловой энергии в настоящее время можно признать актуальной задачей.
Строительные изделия и материалы являются массовой и весьма энергоемкой продукцией строительной индустрии. Большая энергоемкость строительных материалов и изделий объясняется тем, что в большинстве случаев они подвергаются тепловой обработке.
Одним из путей снижения энергоемкости строительных изделий можно считать совершенствование управления их тепловой обработкой.
По данным НТЦ «ЭТЭКА», кафедры «Теплотехника и котельные установки» МГСУ и ряда других исследователей процессы производства, транспортирования и потребления тепловой энергии на заводах ЖБИ сопровождаются существенными потерями.
Одной из основных причин потерь тепловой энергии является отклонение режимов функционирования системы «системы „теплогенераторы — тепловая сеть — потребители тепловой энергии“» от расчетных оптимальных режимов. Отклонения от расчетных режимов объясняются не только нарушением технологической дисциплины, но и невозможностью поддержания расчетных режимов без средств автоматики.
Потери тепловой энергии происходят в основном по следующим причинам:
— неравномерность потребления энергоносителя в течение суток из-за сменности работы персонала завода;
— колебания параметров климатических условий;
— низкое качество энергоносителя;
— неэффективное использование энергоносителя.
Из сказанного можно сделать вывод о том, что снижение энергоемкости строительных материалов и изделий может быть достигнуто путем применения экономичных технологий в совокупности с оптимальным автоматическим и автоматизированным управлением процессом тепловой обработки.
В соответствии с современной технологией, изделия из бетона проходят тепловую обработку для придания им отпускной прочности за заданное режимом время. Как известно, на тепловую обработку бетонных изделий расходуется до 70% всех энергозатрат завода ЖБИ и до 70 — 80% времени всего цикла производства этих изделий. Тем не менее, по некоторым данным только из-за несовершенства процесса управления потери тепловой энергии достигают 30%.
Одной из основных причин больших потерь тепловой энергии можно назвать несовершенство систем управления режимом тепловой обработки и ее распределения среди множества потребителей тепловой энергии, имеющих общую систему теплоснабжения.
Необходимость снижения энергоемкости процесса тепловой обработки ставит перед проектировщиком систем автоматического и автоматизированного управления задачи синтеза оптимального закона управления отдельным агрегатом и координации работы управляющих устройств множества аппаратов с общим источником теплоснабжения.
Решение названных задач требует выбора или разработки системы оценок качества создаваемых систем управления, разработки математических моделей объектов управления с учетом их специфики, общих закономерностей, протекающих в них процессов, технологических требований и выбранной системы оценок.
Как показал обзор литературы, в практике автоматизации тепловых процессов выработано множество оценок (критериев) оптимальности систем и создано большое разнообразие математических моделей объектов управления. Если для создания математических моделей с успехом применяется единый подход, который базируется на материальных и энергетических балансах, то критерии оптимальности формулируются лишь на основе опыта разработчиков систем управления в соответствии с конкретными технологическими требованиями.
Кроме того, формулирование критерия и построение модели не связываются разработчиками в единый процесс, что приводит к сложностям при решении задачи оптимального управления и созданию управляющих устройств, закон функционирования которых практически мало учитывает свойства объектов управления. Желательно, чтобы критерий давал возможность аналитического решения задачи оптимального управления.
Построение математической модели тепловой обработки с учетом предварительно сформулированного критерия оптимальности позволяет получить такую модель объекта управления, которая в совокупности с критерием оптимальности позволяет аналитически решить задачу оптимального управления и синтезировать управляющее устройство, алгоритм которого максимально использует свойства объекта управления для достижения цели управления. Такой подход дает существенные преимущества при проектировании и использовании оптимальных систем. Следовательно, задача синтеза энергетически эффективных систем, обладающих перечисленными свойствами, является актуальной.
Целью данной работы является выбор критерия оптимальности и разработка метода построения энергетически эффективных систем автоматического и автоматизированного управления тепловой обработкой бетонных строительных изделий. Предложенная система оценок, состоящая из критериев «энергетической эффективности» и неравномерности потребления тепловой энергии, позволяет достаточно полно учесть свойства объекта управления для обеспечения максимальной эффективности синтезируемой системы управления, а также учесть требования технологии. Предложенная система оценок достаточно проста для применения в инженерной практике проектирования систем оптимального управления.
После построения математической модели объекта управления возможно аналитическое решение задачи оптимального управления, причем закон управления может быть представлен в виде явной функции состояния объекта управления. Отсюда следует вывод о том, что решение задачи оптимального управления сводится к решению задачи идентификации.
В случае особенности математической модели объекта задача оптимизации достаточно просто решается в дискретном виде. Тогда существенно упрощаются идентификация объекта, синтез системы управления и решение этих задач численными методами с помощью ЭВМ.
Разработанный критерий, как показали исследования автора данной работы, с успехом может быть применен для синтеза системы координации функционирования локальных систем автоматического управления (САУ), которая обеспечивает согласованную работу отдельных каналов регулирования многоканальной системы управления. Координация работы локальных систем управления позволяет повысить равномерность потребления тепловой энергии группой объектов, что приводит к снижению потерь при производстве, транспортировании и использовании тепловой энергии. Это обстоятельство дает возможность продлить срок службы теплогенератора, повысить тепловую устойчивость сети теплоснабжения и эксергию энергоносителя.
Предложенная в данной работе методика существенно облегчает процедуру оптимизации автоматизированных систем управления тепловой обработкой. Применение разработанных по этой методике систем управления позволяет снизить удельный расход тепловой энергии на единицу продукции на 15- 20% за счет снижения потерь и повышения эффективности использования тепловой энергии. Экспериментальная проверка теоретических положений данной работы проводилась моделирования на ПЭВМ и в лабораторных условиях. Эта проверка показала допустимость аппроксимации динамических характеристик установок тепловой обработки в рабочем диапазоне стационарными, детерминированными, многомерными математическими моделями с сосредоточенными параметрами в виде системы стационарных линейных дифференциальных уравнений первого порядка.
Обработка экспериментальных данных исследования тепловых установок также показала, что система из двух линейных дифференциальных уравнений первого порядка с достаточной для практики точностью характеризует процессы тепловой обработки железобетонных изделий в установках непрерывного и периодического действия.
На базе микропроцессорной техники и ПЭВМ были разработаны варианты реализации локальных и иерархических многоканальных систем управления. Моделирование разработанных систем на ПЭВМ и испытание их в лабораторных условиях показало, что они более экономичны. Все испытанные системы удовлетворяют требования технологии по точности поддержания заданного режима тепловой обработки и позволяют повысить равномерность потребления тепловой энергии множеством объектов.
Внедрение разработанных систем позволяет улучшить технико-экономические показатели производства за счет эффективного использования теплоносителя, повысить оперативность управления, улучшить условия и культуру труда, а также получить существенный экономический эффект.
Требуемые дополнительные капитальные вложения составляют около 118 500 рублей.
Годовой экономический эффект — 175 936,8 рублей.
Срок окупаемости предлагаемых систем около 0,56 года.
Основные результаты работы состоят в следующем:
1. Установлено, что повышение эффективности управления возможно лишь за счет комплекса мероприятий, в состав которого должны войти: адекватный выбор критерия оптимальностиразработка математической модели элементов системы «теплогенераторы — тепловая сеть — потребители тепловой энергии" — оптимизация алгоритмов управления локальной САУкоординация функционирования локальных САУприменение современной технической базы средств управления в виде вычислительных и интеллектуальных устройств. Используемые в практике проектирования критерии оптимальности систем управления не в полной мере учитывают специфику совместной работы агрегатов производящих и потребляющих тепловую энергию, поэтому в работе на основе проведенного анализа функционирования этих агрегатов были разработаны оценки качества управления нестационарным объектом (каковым представляется система «теплогенераторы — тепловая сеть — потребители тепловой энергии») в виде критерия энергетической эффективности и неравномерности использования тепловой энергии.
2. Обоснована необходимость учета влияния потребителей тепловой энергии на систему теплоснабжения при оптимизации управления тепловой обработкой локальными системами. С целью оптимизации системы «теплогенераторы — тепловая сеть — потребители тепловой энергии» были разработаны математические модели входящих в эту систему таких агрегатов как парогенератор, паропровод и группа пропарочных камер с общим источником энергоснабжения.
3. Показано, что параметры математических моделей агрегатов системы «теплогенераторы — тепловая сеть — потребители тепловой энергии», полученные на базе экспериментальных данных адекватно описывают происходящие в агрегатах процессы. Принятый для аппроксимации экспериментальных данных математическими зависимостями метод Дэвидона-Флетчера-Пауэла обеспечивает достаточно высокую точность при небольшом объеме вычислений.
4. Разработана методика аналитического и численного синтеза систем оптимального и координированного управления, которая позволяет получить закон управления в аналитическом виде, что упрощает процедуру выбора средств автоматического управления.
5. Созданы и документированы программы моделирования локальных и иерархических систем оптимального координированного управления на языках Borland С++ и Power Basic. Разработанные программы позволили создать и испытать в лабораторных условиях синтезированные системы оптимального управления. Результаты моделирования модели системы «теплогенераторытепловая сеть — потребители тепловой энергии» свидетельствую о том, что применение координации функционирования систем управления режимом тепловой обработки в отдельных камерах позволяет не только снизить неравномерность потребления тепловой энергии, но и более эффективно использовать тепловую энергию.
6. Показано, что для реализации расчетных оптимальных траектории и управления в условиях существенно изменяющихся динамических характеристик объекта управления и параметров энергоносителя (давление, температура) целесообразно применять самонастраивающийся регулятор с эталонной моделью.
7. Разработан способ управления группой пропарочных камер с общим источником теплоснабжения, который обеспечивает эффективное использование тепловой энергии за счет того, что кроме приоритетного формирования сигналов управления по отклонению дополнительно осуществляет прием требований на обслуживание объектов, устанавливают очередность обслуживания объектов, а величины управляющих воздействий выбирают из заранее сформированных последовательностей импульсов.
8. Дано обоснование того, что применение разработанной системы оптимального многоканального координированного управления тепловой обработкой в группе пропарочных камер с общим источником теплоснабжения дает существенный экономический эффект, облегчает работу технологического оборудования системы теплоснабжения, обеспечивает заданное качество изделий и повышает культуру производства.
9. На основании выполненных исследований подготовлены практические рекомендации для научно-технического центра «ЭТЭКА» по оптимизации управления тепловой обработкой бетонных изделий в группе пропарочных камер с общим источником теплоснабжения. Разработанные лабораторные установки систем оптимального управления используются при подготовке инженеров по автоматизации строительства. Результаты теоретических и экспериментальных исследований доложены на межвузовских и внутривузовских научно-технических конференциях, а также опубликованы в периодической печати и сборниках научных статей [19 — 25].
ЗАКЛЮЧЕНИЕ
.
Диссертация посвящена решению актуальной научно-технической задачи в производстве строительных материалов и изделий — снижению энергоемкости бетонных строительных изделий и конструкций.
Конкретная цель выполненных исследований состояла в теоретическом и экспериментальном исследовании процесса тепловой обработки бетонных изделий в группе пропарочных камер с общим источником энергоснабжения как объекта автоматического и автоматизированного управления, синтезе математической модели системы «теплогенераторы — тепловая сеть — потребители тепловой энергии», разработке метода синтеза иерархической системы оптимального управления и создании лабораторного образца много канальной координированной системы управления.
Список литературы
- Абрамов В. П., Нечаев Т. К., Овчаренко А. В. Автоматическое управление прогревом железобетонных изделий. / Бетон и железобетон — 1974 -№ 11.
- Алексеев В.М., Тихомиров В. М., Фомин С. В. Оптимальное управление. М.: Наука, 1979. — 432 с.
- Алиев Р. А., Либерзон М. Н. Методы и алгоритмы координации в промышленных системах управления. М.: Радио и связь, 1987. — 209 с.
- Атанс М., Фалб П. Оптимальное управление. М.: Машиностроение, 1968.-764 с.
- Баранчук Е. И. Взаимосвязанные и многоконтурные регулируемые системы. Л.: Энергия, 1968. — 268 с.
- Барковский В.В., Захаров В. Н., Шаталов А. С. Методы синтеза систем управления. М.: Машиностроение, 1969. — 328 с.
- Батунер Л.М., Позин М. Е. Математические методы в химической технике. Л.: Химия, 1971. — 624 с.
- Беккер Л. Н. «Технология тепловой обработки железобетонных изделий при конвейерном способе производства.» Автореферат диссертации на соискание ученой степени кандидата технических наук. -М.:МИСИ, 1983. -20с.
- Беккер Л.Н., Калмаков., А.А., Завьялов В. А., Рыжкин О. И. Многоканальная система координированного автоматизированного управления тепловой обработкой железобетонных изделий. // Промышленность строительных материалов 1989 — № 5 — С. 26−28.
- Беляев Н. М., Рядно А. А. Методы теории теплопередачи. Части 1, 2. М.: Высшая школа, 1982. — 328, 304 с.
- Бессекерский В.А. и др. Микропроцессорные системы автоматического управления.- Под общей редакцией В. А. Бессекерского. JL: Машиностроение, 1988. — 366 с.
- Волосян Л. Я. Тепло и массообмен при термообработке бетонных и железобетонных изделий. Минск: Наука и техника, 1973. — 126 с.
- Воронов И. А. Автоматизация тепловых процессов обработки бетона. К.: Будевильник, 1975. 176 с.
- Гаспарский В. Праксео логический анализ проектно-конструкторских разработок. М.: Мир, 1978. — 176 с.
- Гермейер Ю. Б. Введение в теорию исследования операций. М.: Наука, 1974.- 368 с.
- Глухов В. Н. Автоматическое регулирование процессов термообработки и сушки строительных изделий. Л.: Стройиздат, 1982. — 88 с.
- Горчаков Г. И. Строительные материалы. М.: Высшая школа, 1981. 416 с.
- Горшков К.Е., Завьялов В. А. Современный уровень учета и управления энергоресурсами на производстве. В сб. научных трудов «Автоматизация технологических процессов, строительных машин и оборудования». -М.: МГСУ, 1999.-С. 48.
- Горшков К.Е., Завьялов В. А. К вопросу о выборе критерия оптимальности и оценке эффективности управления. В сб. научных трудов «Автоматизация технологических процессов и производств».- М.:МГСУ, 2000-С. 47.
- Горшков К.Е., Завьялов В. А., Рульнов А. А. Тенденции развития методов автоматизации и оптимизации управления тепловой обработкой строительных изделий. // Строительные материалы, оборудование, технологии XXI века. 2001 — № 4. — С. 22.
- Горшков К.Е. Оптимизация управления нестационарным объектом. В сб. научных трудов «Автоматизация технологических процессов и производств». М.: МГСУ, 2001, № 6. — С. ??
- Горшков К.Е., Завьялов В. А. Координация управления дискретным объектом. В сб. научных трудов «Автоматизация технологических процессов и производств». М.: МГСУ, 2001, № 6. — С. ??
- Турецкий X. Анализ и синтез систем управления с запаздыванием М.: Машиностроение, 1974. 328 с.
- Дегтярев Ю.И. Методы оптимизации.-М.:Советское радио, 1980. 272с.
- Дьяконов В. П. Программы для ПЭВМ. М.: Наука, 1987. — 240 с.
- Егоров К. В. Основы теории автоматического регулирования. М.: Энергия, 1967.-648 с.
- Егоров С.В. Элементы идентификации и оптимизации управляемых систем. М.: МЭИ, 1974. 224 с.
- Жуковский B.C. Основы теории теплопередачи. Д.: «Энергия», 1969.224 с.
- Завьялов В.А. Алгоритмическое и программное обеспечение технологических тепло- и массообменных процессов на заводах ЖБИ. // Механизация строительства (Строительно-дорожные машины, коммунальная техника, запчасти) 1998 — №№ 3,4 — С. 15.
- Завьялов В.А., Пушкарев С. М. О критерии энергетической эффективности одного класса управляемых систем. / Известия вузов. Энергетика. -1982. № 6.
- Завьялов В.А., Калмаков А. А., Пушкарев С. М. Оптимизация процесса тепловой обработки, железобетонных изделий по критерию энергетической эффективности. / Известия вузов. Строительство и Архитектура -1983 -№ 9.
- Завьялов В. А. Оптимальное управление технологическими процессами по критерию минимальных потерь. В сб.: Труды МИСИ № 190. Автоматизированные системы управления в строительстве.- Под редакцией А. А. Калмакова и А. И. Смирнова. М.: МИСИ, 1984. — 208 с.
- Завьялов В.А. Определение оптимального уровня качества гипсо-прокатных перегородок. В сб.: Труды МИСИ № 158. Автоматизированные системы управления в строительстве.- Под редакцией А. А. Калмакова и А. И. Смирнова. М.: МИСИ, 1978. 196 с.
- Завьялов В.А., Пушкарев С. М., Разин И. А. Расчет оптимальных систем управления. М.: МИСИ, 1982. — 105 с.
- Завьялов В.А., Калмаков А. А., Беккер JI.H. Способ управления процессом термообработки. А.С. СССР № 1 715 787. Опубликовано в Б.И., 1992, № 8.
- Завьялов В.А. Алгоритмизация распределения тепловой энергии на заводе ЖБИ. В сб. научных трудов кафедры АИСТ. «Теория и практика автоматизации технологических процессов в строительстве и городском хозяйстве». М.: МГСУ, 1997. — С. 5.
- Завьялов В.А. Координированное управление группой тепловых объектов. В сб. научных трудов кафедры АИСТ. «Автоматизация инженерно-строительных технологий, систем и оборудования». / Под ред.А. Ф. Тихонова. М.: МГСУ, 1998.-С. 83.
- Завьялов В.А., Масин Е. М. Программное обеспечение АСУ ТП и учета. В сб. научных трудов кафедры АИСТ. «Автоматизация технологических процессов, строительных машин и оборудования». М.:МГСУ, 1999. -С. 53.
- Завьялов В.А., Рульнов А. А. Задачи оптимизации автоматического управления тепловой обработкой строительных изделий. // Строительные материалы XXI век. 2001 — № 3.
- Завьялов В.А. Теория и практика оптимизации оперативного управления тепловой обработкой бетонных строительных изделий. Диссертация на соискание ученой степени доктора технических наук. М.:МГСУ, 2001.
- Заседателев Н. Б., Петров Денисов В. Г. Тепло- и массоперенос в бетоне специальных промышленных сооружений. — М.: Стройиздат, 1973. -168 с.
- Ивахненко А. Г., Юрачковский Ю. П. Моделирование сложных систем по экспериментальным данным. М.: Радио и связь, 1987. — 120 с.
- Иносэ X., Хамада Т. Управление дорожным движением. М.: Транспорт, 1983. — 248 с.
- Калмаков А. А., Завьялов В. А. «Оказание технической помощи в совершенствовании системы автоматического управления тепловой обработкой железобетонных изделий.» Отчет о научно-исследовательской работе. М.: МИСИ, 1985.- 92 с.
- Калмаков А. А. Автоматическое регулирование процесса тепловой обработки бетона. В сб.: Труды МИСИ № 158. Автоматизированные системыуправления в строительстве.- Под редакцией А. А. Калмакова и А. И. Смирнова. М.: МИСИ, 1978. 196 с.
- Калмаков А. А., Завьялов В. А., Пушкарев С. М. Метод решения задачи оптимального управления. В сб.: Труды МИСИ № 190. Автоматизированные системы управления в строительстве.- Под редакцией А. А. Калмакова и А. И. Смирнова. М.: МИСИ, 1984. — 208 с.
- Калмаков А. А., Завьялов В. А. и др. «Исследование процесса тепловлажностной обработки железобетонных изделий с целью разработки системы автоматического управления.» Отчет о научно-исследовательской работе, — М.: МИСИ, 1979. — 63 с.
- Калмаков А.А., Завьялов В. А. и др. «Исследование динамики тепловых процессов на заводах стройиндустрии с целью автоматизации.» Отчет о научно- исследовательской работе. — М.: МИСИ, 1980. — 153 с.
- Калмаков А. А., Завьялов В. А., и др. «Разработка и исследование автоматизированного распределения и учета расхода тепловой энергии в группе пропарочных камер.» Отчет о научно-исследовательской работе. -М.: МИСИ, 1987.-49 с.
- Калмаков А.А., Завьялов В. А., Беккер Л. Н. Многоканальная система автоматического управления тепловым режимом в пропарочных камерах периодического действия. В кн.: Автоматизация и роботизация производства сборного железобетона. М.: МДНТП, 1986. — 152 с.
- Калмаков А.А., Завьялов В. А., Беккер Л. Н. Многоканальная система автоматического управления тепловым режимом пропарочных камер. //Промышленность строительных материалов 1986 — № 4 — С. 19−21.
- Калмаков А.А., Завьялов В. А. Автоматизация тепловой обработки железобетонных изделий. Тезисы докладов Московской городской конференции «Технический прогресс и ускорение строительства.» М.: МИСИ, 1988.-148 с, С. 41.
- Калмаков А. А, Завьялов В. А, Беккер JI.H. Устройство для регулирования. А.С. СССР № 1 458 860, G05 D23/19, 1987. Опубликовано в Б. И, 1989, № 6.
- Калмаков А. А, Завьялов В. А, Щелкунов С. А, Ярлыкин А. В. Система автоматической координации управления объектами с общим источником энергоснабжения. XVIII Международный симпозиум по холодильной технике. Монреаль. Канада. 1991 г.
- Корн Г., Корн Т. Справочник по математике. М.: Наука, 1970. 720с.
- Коршунов Ю.М. Математические основы кибернетики М.: Энерго-атомиздат, 1987. — 496 с.
- Красовский Н. Н. Управление динамической системой. М.: Наука, 1985.- 520 с.
- Кронгауз С.Д. Тепловая обработка и теплоснабжение на заводах сборного железобетона. М.: Госстройиздат, 1961. — 272 с.
- Кузин J1.T. Основы кибернетики. Часть 1,2. М.: МИФИ, 1970. -244, 148 с.
- Куропаткин П.В. Оптимальные и адаптивные системы. М.: Высшая школа, 1980. — 288с.
- Кучеренко А. А. Тепловые установки заводов сборного железобетона. К.: Вища школа, 1977. 280 с.
- Леонова В.Ф. Термодинамика. М.: Высшая школа, 1968. — 160 с.
- Лешинский Л. М. Испытание прочности бетона. М.: Стройиздат, 1973. — 196 с.
- Ли Э. Б., Маркус Л. Основы теории оптимального управления. М.: Наука, 1972. — 576 с.
- Макаров И. М., Менский Б. М. Линейные автоматические системы. М.: Машиностроение, 1982. — 504 с.
- Малинина Л. А. Тепловлажностная обработка тяжелых бетонов. -М.: Стройиздат, 1977. 98 с.
- Марсов В. И., Славуцкий В. А. Автоматическое управление технологическими процессами на предприятиях строительных материалов. Л.: Стройиздат, 1975. — 288 с.
- Марьямов Н. Б. Тепловая обработка на заводах сборного железобетона. М.: Стройиздат, 1970. 232 с.
- Миронов С. А., Френкель И. М., Малинина J1. А. и др. Рост прочности бетона при пропаривании и последующим твердении.- Под редакцией С. А. Миронова. М.: Стройиздат, 1973. — 96 с.
- Моисеев Н.Н. Элементы теории оптимальных систем. М.: Наука, 1975.- 528 с.
- Моисеев Н. Н. Математические задачи системного анализа. М.: Наука, 1981.-488 с.
- Мойсюк Б. Н. Элементы теории оптимального эксперимента. Лекции по курсу. Часть I. М.: МЭИ, 1975.- 120 с.
- Налимов В.В. Теория эксперимента. М.: Наука, 1971. — 208 с.
- Налимов В. В., Голикова Т. И. Логические основания планирования эксперимента. М.: Металлургия, 1981. — 152 с.
- Нерс Р. У. Физико-химические основы методов ускорения твердения бетона. В кн.: Труды Международной конференции по проблемам ускорения твердения бетона при изготовлении сборных железобетонных конструкций. РИЛЕМ /Стройиздат, 1968. 318 с.
- Нечаев Г. К. Электрические измерения и автоматический контроль. К.: Вища школа, 1983. 136 с.
- Носач В.В. Решение задач аппроксимации с помощью персональных компьютеров. М.: МИКАП, 1994. — 382 с: ил. 78. ISBN 5−85 959−067−9.
- Олейников В.А. Оптимальное управление технологическими процессами в нефтяной и газовой промышленности. Л.: Недра, 1982. — 216 с.
- Оптимальное управление. Сборник статей. М.:3нание, 1978. — 116с.
- Перегудов В. В., Роговой М. И. Тепловые процессы и установки в технологии строительных изделий и деталей. М.: Стройиздат, 1983. -416 с.
- Перегудов В. В. Тепловые установки в производстве изделий с применением пластмасс. М.: Высшая школа, 1970. — 288 с.
- Пешель М. Моделирование сигналов и систем. М.: Мир, 1981.304 с.
- Пиотровский Я. Теория измерений для инженеров. М.: Мир, 1989. — 336 с.
- Полак А. Ф. Твердение мономинеральных вяжущих веществ. М.: Стройиздат, 1966. — 208 с.
- Попов Е. П., Теория линейных систем автоматического регулирования и управления. М.: Наука, 1989. — 304 с.
- Прыкин Б. В. Проектирование и оптимизация технологических процессов заводов сборного железобетон. К.: Вища школа, 1976. — 302 с.
- Пугачев В. С., Казаков И. Е., Евланов JI. Г. Основы статистической теории автоматических систем. М.: Машиностроение, 1974. — 400 с.
- Райниш К. Кибернетические основы и описание непрерывных систем. М.: Энергия, 1978. — 456 с.
- Росин М. Ф., Булыгин В. С. Статистическая динамика и теория эффективности систем управления. М.: Машиностроение, 1981. — 312 с.
- Савицкий С. К. Инженерные методы идентификации энергетических объектов. Л.: Энергия, 1978. — 72 с.
- Санталов С.В. «Оптимизация режима термообработки железобетонных изделий при программном регулировании» Автореферат диссертации на соискание ученой степени кандидата технических наук.- К.: КИСИ, 1986.-20 с.
- Сборник задач по теории вероятностей, математической статистике и теории случайных функций. Под редакцией А. А. Свешникова. М.: Наука, 1970. — 656 с.
- Сильвестров А. Н., Чинаев П. И. Идентификация и оптимизация автоматических систем. М.: Энергоатомиздат. 1987. — 200 с.
- Солодовников В.В., Шрамко JI.C. Расчет и проектирование аналитических самонастраивающихся систем с эталонными моделями. М.: Машиностроение, 1972, 270 е., ил.
- Спиди К., Браун Р., Гудвин Дж. Теория управления. -М .: Мир, 1973.248 с.
- Справочник по теории автоматического управления.- Под редакцией А. А. Красовского. М.: Наука, 1987. — 712 с.
- Табак А., Куо Б. Оптимальное управление и математическое программирование. М.: Наука, 1975. — 280 с.
- ПЗ.Теория автоматического регулирования.- Под редакцией В. В. Соло довникова. Кн. 1, 2, 3, 4. М.: Машиностроение, 1967. — 768 с.
- Теория автоматического управления. Нелинейные системы, управления при случайных воздействиях.- Под редакцией А. В. Нетушила. -М.: Высшая школа, 1983. 432 с.
- Фихтенгольц Г. М. Курс дифференциального и интегрального исчисления т. Ill М.: Наука, 1970. — 656 с.
- Флеминг У., Ришел Р. Оптимальное управление детерминированными и стохастическими системами. М.: Мир, 1978. — 320 с.
- Цыпкин Я.З., Гусак Л. П. Теория сглаживания и ее применение. //Измерения Контроль Автоматизация 1988 — № 3 — С. 47 — 70.
- Чаки Ф. Современная теория управления. М.: Мир, 1975. — 424 с.
- Чумаков Н.М., Серебряный Е. И. Оценка эффективности сложных технических устройств. М.: Советское радио, 1980. — 192 с.
- Шевяков А. А., Яковлева Р. В. Инженерные методы расчета динамики теплообменных аппаратов. М.: Машиностроение, 1968. — 320 с.
- Шенк X. Теория инженерного эксперимента. М.: Мир, 1972. — 384с.
- Шински Ф. Управление процессами по критерию экономии энергии. М.: Мир, 1981.-392 с.
- Эйкхофф П. Основы идентификации система управления. М.: Мир, 1975. — 388 с.
- Юревич Е.И. Теория автоматического управления. Д.: Энергия, 1975.-416 с.
- Ямпольский Э. М. Вариационные принципы согласования сигналов с каналами связи. М.: Радио и связь, 1987. — 137 с.
- Янушевский Р. Т. Теория линейных оптимальных многосвязных систем управления. М.: Наука, 1972. — 464 с.
- Advantech Total Solution for PC-based Industrial Automation. 1997.
- Eyman Earl D., Kerr Thomas. Model- a particular class of stochastic sistems. «Int. I. Contr.», 1973, 18, № 4, 1189 1199.
- Funahashi Y., Nakamura K. Discrete time sistem identification by the correlation method. «IEEE Trans. Automat Contr.», 1973, 18, № 5, 551 — 552.
- Iconics 100 Foxborough Blvd. • Foxborough, MA 2 035
- Hamza M.H., Sheirah M.A. On-line identification of distributed parameter sistems. «Automatica», 1973,9,№ 6, 689 698.
- National Instrunet IEE-488 and VXIbus Control, Data Acquisition, and Analysis. 1992.
- Prosoft Каталог № 5. 2001 г.
- Thathachar M.A.L., Ramaswamy S. Identification of a class of nonlinear sistems. «Int. I. Contr.», 1973, 18, № 4, 741 752.
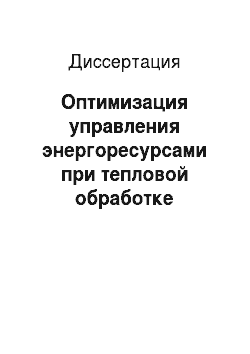
- ДВА ПАРОГЕНЕРАТОРА С П-РЕГУЛЯТОРОМ И НАГРУЗКОЙ"1. ВРЕМЯ В МИНУТАХ"•ПАРАМЕТРЫ
- I г |' | 1 Т /• 1 Д ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф ф фпарогенераторы
- TP-.l 'мин. ШАГ РАСЧЕТА 'PROGRAMMA
- GOSUB 1000 'GRAFIC DZ=EXP (-TP/TZAP) 'парогенератор DI=EXP (-TP/TIN) 'парогенераторрегулятор 'PZ1=50 ' ЗАДАНИЕ 'PZ2−50 ' - ЗАДАНИЕ
- KRP=1 ' КОЭФ. ПЕР. ПРОП. РЕГ. ДАВЛЕНИЯ
- KRR=2 ' КОЭФ. ПЕР. ПРОП. РЕГ. РАСХОДА1. FOR 1=0 ТО 1800
- INT (I/120)=I/120 THEN FF=(.5-RND (I))*100 ' ПОМЕХА 'регулятор-1
- PZ1=I*1.3: IF PZ1>1300 THEN PZ1=1300: GEl=GPl+GR/2 EG1=GE1-GZ1: E1=PZ1-PP1: U11=KRP*E1: U21=KRR*EG1: U1=(U11+U21) TJ1=.0278 ' расход газа: 'Ul=18.36 ' - кг/минтопка-1 GX1 =GX 1 *DZ+(1 -DZ)*U 1барабан-1 GZ1=GZ1*DI+KG*(1-DI)*GX1 GP1=GP1*DZ+.3*(1-DZ)*GZ1
- PP1 =PP 1+(GZ 1 -GP1 -GR)*TP/KG '- сигнал для упр. по давл. пара в бар. IF РР1>1400 THEN ВЕЕР: РТ1=КТ*РР1 'регулятор 2
- PZ2=I*1.3: IF PZ2>1300 THEN PZ2=1300: GE2=GP2+GR/2: EG2=GE2-GZ2 E2=PZ2-PP2: U12=KRP*E2: U22=KRR*EG2: U2=(U12+U22) 'топка-2 GX2=GX2 *DZ+(1 -DZ) *U2 'барабан-2
- ОЦЕНКА ЭФФЕКТИВНОСТИ 'U=(U1+U2)
- I≥2000 THEN UIP=UIP+(1 *U)A2*TP 'UI=UIP: 'IF I≥2000 THEN GI=GI+GZ*TP 'QI=33*GI: 'Q=2692*GI: COLOR 15: LOCATE 7,5:?" LOCATE 7,5:?"TV="-INT (TP*I*10)/10 ' ВРЕМЯ NEXT I
- FOR 1=10 TO 340 STEP 20: LINE (10,I)-(630,I), 7: NEXT I
- NE (10,0)-(10,350), 15: LINE (0,330)-(640,330), 15
- NE (210,0)-(210,330), 15: LINE (410,0)-(410,330), 15
- NE (610,0)-(610,330), 15: 'LINE (10,120)4610,120), 15
- NE (10,130)-(610,130), 15: 'LINE (10,140)-(610,140), 15
- NE (10,230)-(610,230), 15: LOCATE 10,1:?"1" —
- CATE 17,1 :?"0,5"-: LOCATE 25,1 :?"0"-: LOCATE 25,27:?"60" —
- CATE 25,51:?" 120"-: LOCATE 25,76:?" 180"-: COLOR 15,0
- CATE 1,31 :?"ПЕРЕХОДНАЯ ФУНКЦИЯ"
- CATE 2,14:?"РАЗГОН ДВУХ ПАРОГЕНЕРАТОРОВ С П1. РЕГУЛЯТОРОМ И НАГУЗКОЙ"
- NE (550,20)-(575,20), 12: LOCATE 4,74:?"РР"
- NE (550,35)-(575,35), 10: LOCATE 2,74:?"GZ"
- NE (550,49)-(575,49), 14: LOCATE 5,74:?"PT"
- NE (550,63)-(575,63), 9: LOCATE 3,74:?"GG": RETURN2000 'PAROGENERATOR
- CIRCLE (10+INT (I/3), 330-PZ*2/13), 1,2: CIRCLE (10+INT (I/3), 230-U*2), 1,9
- CIRCLE (10+INT (I/3), 330-PP*2/13), 1,12
- CIRCLE (10+INT (I/3), 230-GZ*2/6), 1,10
- CIRCLE (10+INT (I/3), 230-GP*2/6), 1,14
- CIRCLE (10+INT (I/3), 3 3 0-PP1 *2/l 3), 1,15
- CIRCLE (10+INT (I/3), 330-PT*2/13/.28), 1,131. COLOR 9: LOCATE 6,5:?"GG=
- CATE 6,5:?"GG="-INT ((5.5+U)*100)/100- 177
- COLOR 12: LOCATE 3,5:?"PP=
- CATE 3,5:?"PP="-INT (PP*10)/10: COLOR 10
- CATE 4,5:?"GZ= «: LOCATE 4,5:?"GZ="-INT ((32.5+GZ)*100)/100 COLOR 14: LOCATE 5,5:?"GP=
- CATE 5,5 :?"GP-' -INT ((32.5+GP)* 100)/100: 'COLOR 13
- CATE 5,5:?"PT= „: 'LOCATE 5,5:?"PT="-INT ((10+PT)*10)/10
- I≥1800 THEN 200 ELSE 210: 200: COLOR 9: LOCATE 6,5:?"GG=
- CATE 6,5:?"GG="-INT ((5.5+U)* 100)/l00-“ кг/мин»
- COLOR 12: LOCATE 3,5:?"PP=
- CATE 3,5:?"PP="-INT (PP* 10)/l0-«кПа»
- COLOR 10: LOCATE 4,5:?"GZ=
- CATE 4,5:?"GZ="-INT ((32.5+GZ)*100)/100-" кг/мин"
- COLOR 14: LOCATE 5,5:?"GP=
- CATE 5,5:?"GP="-INT ((32.5+GP)*100)/100-" кг/мин"
- COLOR 13: 'LOCATE 5,5:?"PT=
- CATE 5,5:?"PT="-INT ((10+PT)*10)/10-«oC"1. COLOR 15: LOCATE 7,5:?» «
- CATE 7,5:?"TV="-INT (TP*I* 10)/l0-» мин" '-ВРЕМЯ: 210 RETURNпарогенератор
- G=0.0278 кг/сек (100 кг/ч). РАСХОД ГАЗА 'GX кг/сек — РАСХОД ВОДЫ 'GZ кг/сек — ГЕНЕРАЦИЯ ПАРА 'GP — РАСХОД ПАРА НА НАГУЗКУ
- РР кПа ДАВЛЕНИЕ ПАРА НА ВЫХОДЕ ПАРОГЕНЕРАТОРА 'РТ оС — ТЕМПЕРАТУРА ГАЗА НА ВЫХОДЕ ПАРОГЕНЕРАТОРА