Создание ресурсосберегающей технологии штамповки поковок фланцев воротниковых на основе комбинированной схемы деформации
Наряду с крупными производителями производство ТПА сосредоточено на многочисленных специализированных производствах: ЗАО «КОНАР» и ОАО «Трубодеталь», г. ЧелябинскОАО «Благовещенский арматурный завод» г. Благовещенск, БашкортостанОАО «КОРВЕТ» и ОАО «ИКАР» г. КурганООО «Арматурно-фланцевый завод» и ООО ПКП «Сибирский завод металлоизделий» г. Омск- «Лискинский арматурный завод» г. Лиски Воронежской… Читать ещё >
Содержание
- 1. состояние и пути развития технологий производства обработкой давлением заготовок фланцев трубопроводов
- 1. 1. Конструктивно-технологический анализ номенклатуры фланцев приварных встык по ГОСТ
- 1. 2. Существующие технологические схемы изготовления заготовок фланцев процессами ОМД
- 1. 3. Направление повышения эффективности технологии горячей штамповки поковок фланцев воротниковых
- 1. 4. Современные методы расчета и программы моделирования процессов ОМД
- 1. 4. 1. Методы расчета пластических деформаций
- 1. 4. 2. Выбор программы моделирования процессов горячей деформации
- 2. 1. Ресурсосберегающий способ штамповки фланцев воротниковых
- 2. 2. Принципы проектирования новых переходов штамповки
- 2. 3. Постановка задачи компьютерного моделирования процессаПРВК
- 2. 3. 1. Условия и последовательность моделирования
- 2. 3. 2. Тестовое моделирование ПРВК
- 2. 3. 3. Схема обработки результатов моделирования
- 2. 4. Исследование влияния конструктивно-технологических факторов процесса ПРВК на формообразование поковок
- 2. 4. 1. Геометрические параметры фланца воротникового
- 2. 4. 2. Конструктивные параметры предварительной поковки
- 2. 4. 3. Конструкция инструмента окончательной деформации
- 2. 4. 4. Технологические параметры
- 2. 5. Проверка результатов компьютерного моделирования формоизменения
- 2. 5. 1. Оценка влияния реологических свойств материала
- 2. 5. 2. Экспериментальное исследование процесса ГТРВК
- 2. 6. Методика проектирования процесса ПРВК и управления качеством поковок фланцев
- 3. 1. Обоснование выбора средств создания проект-модели
- 3. 2. Разработка структуры проекта
- 3. 3. Создание моделей объектов проекта
- 3. 3. 1. Структура моделей
- 3. 3. 2. Родовая модель фланца
- 3. 3. 3. Модель окончательной поковки
- 3. 3. 4. Модель предварительной поковки
- 3. 3. 5. Модель исходной заготовки
- 3. 3. 6. Модели инструмента деформации
- 3. 4. Рабочие сессии проекта
- 3. 4. 1. Сборочная сессия
- 3. 4. 2. Чертежная сессия
- 4. 1. Номенклатура фланцев для ПРВК и применяемое оборудование
- 4. 2. Опытно-промышленная технология и штамповый инструмент
- 4. 3. Освоение и сопровождение технологии
- 4. 4. Рекомендации по выбору оборудования для ПРВК
- 4. 5. Технико-экономические показатели внедрения технологии
Создание ресурсосберегающей технологии штамповки поковок фланцев воротниковых на основе комбинированной схемы деформации (реферат, курсовая, диплом, контрольная)
Эффективность и конкурентоспособность отечественного арматурострое-ния тесно связаны с применением в этом производстве прогрессивных видов заготовок и рациональных технологий их обработки, максимально экономящих материальные и трудовые затраты, снижающих себестоимость и повышающих качество выпускаемой продукции: кранов, затворов, задвижек, клапанов, регулирующей и предохранительной арматуры, фланцев, заглушек, тройников, отводов и др.
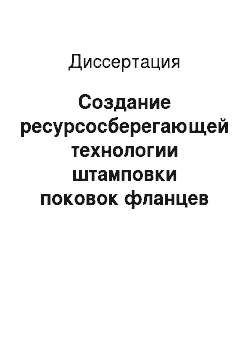
По данным Научно-Промышленной Ассоциации Арматуростроителей общий объем производства в России трубопроводной арматуры (ТПА) в 2007 году составил 957,5 млн $, что на 23,3% больше чем в 2006 году [1]. С учетом уровня инфляции рост объема производства составил 4,2%. Ёмкость рынка ТПА в 2007 году составила 1248,4 млн $, увеличившись по сравнению с 2006 годом на 21,9% (показатель предыдущего года — 10,7%). В 2008 году прирост этого рынка составил 13%. Ряд ведущих отечественных предприятий производителей ТПА (ЗАО «Балтсевей», г. С-ПетербургОАО «Тяжпромарматура», г. Алексин Тульской обл.- ОАО МК «Сплав», В. Новгород и др.) поставляет продукцию за рубеж. Однако в настоящее время импорт ТПА превосходит российский экспорт. Доля импорта в общем объеме рынка в стоимостном выражении в последние годы держится на уровне 50%, а отношение объема импорта и внутреннего производства уменьшилось с 73% в 2005 году до 57% в 2006, 2007 гг. (рис. 1). Среди ведущих стран-экспортеров в Россию лидирует Италия и Германия с объемом поставок в 2006 году — 56 и 82 млн $ соответственно.
Нефтяная и газовая промышленность — основные потребители ТПА. В меньших объемах трубопроводная продукция идет в машиностроение, в т. ч. химическое, горнодобывающую и металлургическую промышленность, легкую и пищевую промышленность, водоснабжение и водоотведение, ЖКХ.
1300 1200 1100 1000 900 800 700 600 500 * 400 i 300 = 200 100 о -100 -200 -300.
Рис. 1. Диаграмма рынка трубопроводной арматуры:
1° - производство, импорт,? — экспорт, п-сальдо, рынок.
Наряду с крупными производителями производство ТПА сосредоточено на многочисленных специализированных производствах: ЗАО «КОНАР» и ОАО «Трубодеталь», г. ЧелябинскОАО «Благовещенский арматурный завод» г. Благовещенск, БашкортостанОАО «КОРВЕТ» и ОАО «ИКАР» г. КурганООО «Арматурно-фланцевый завод» и ООО ПКП «Сибирский завод металлоизделий» г. Омск- «Лискинский арматурный завод» г. Лиски Воронежской обл.- завод деталей трубопроводов «Реком» г. С-Петербург, ООО «Сиверский метизный завод» п. Сиверский Ленинградская обл. и др. Из зарубежных предприятий, производителей ТПА, наиболее известными являются: «GALPERTI GROUP» (Италия), «ENARA» и «ULMA FORJA» (Испания), «KOREA FLANGE СО» (Корея).
Штампованные заготовки трубопроводной арматуры: фланцы, заглушки, корпуса изготавливаются на многих металлообрабатывающих предприятиях России: ОАО «Курганмашзавод», ООО «Кузнечно-прессовый завод «РУСИЧ» г. КурганОАО «Уральская кузница» г. Чебаркуль, Челябинской обл.- ОАО «Челябинский кузнечно-прессовый завод» г. ЧелябинскАО «Мотовилихин-ские заводы» (ООО «Металлургический завод Камасталь» г. ПермьООО «Стальлит ЮК» пос. Юго-Камск, Пермской обл.) — ООО «Ирбитский механический завод НИЦА» г. ИрбитЗАО «Талнахский механический завод» г. Тула и др.
1998 1999 2000 2001 200 2 2003 2004 2005 2006 2007.
Фланцевые соединения — наиболее распространенный и основной способ сборки и монтажа трубопроводов и трубопроводной арматуры. Для этого используется широкая номенклатура ответных фланцев стальных приварных: плоских и приварных встык (воротниковых) (рис 2). Конструкции и типоразмеры указанных фланцев, варианты исполнений, применяемые материалы, общие технические требования стандартизованы по ГОСТ 12 815–80.12 822−80 [2].
Технологии изготовления стандартных фланцев арматуры, соединительных частей и трубопроводов, определяются их типоразмером, серийностью заказа, имеющимся оборудованием и уровнем специализации производства. Фланцы, полученные процессами горячей обработки давлением: ковкой, штамповкой, прокаткой в наибольшей мере отвечают требованиям эксплуатационной надежности.
В настоящее время основным видом заготовок для изготовления мелких и средних фланцев для арматурного производства являются горячештампованные поковки. Они производятся вышеуказанными отечественными и зарубежными производителями, в больших объемах и широком диапазоне размеров, преимущественно на кривошипных горячештамповочных прессах (КГШП) и штамповочных молотах (ПВШМ). Поковки одних и тех же фланцев в зависимости от назначения штампуют из различных конструкционных сталей: от углеродистых до высоколегированных. Доля поковок фланцев в номенклатуре отдельных кузнечных производств, например Кузнечного завода ОАО «Кур-ганмашзавод», составляет порядка 10. 15% при объемах, достигающих 20% тоннажа выпуска (ОАО «Уральская Кузница»).
Поковки фланцев стальных приварных встык по ГОСТ 12 815–80/ГОСТ 12 821−80 (фланцы воротниковые) составляют 70.90% объема этой продукции. При небольшом объеме последующей механической обработки поковок фланцев, штампуемых по традиционной технологии, значительная ее доля (20.40%) приходится на обработку проходного отверстия: удаление штамповочных уклонов и припуска. Устранение операции расточки снижает энергои.
Рис. 2. Пример трубопроводных соединений с использованием фланцев воротниковых исполнений 1 (а), 2 и 3 (б), 7 (в) и в задвижке (г) трудозатраты, расход металла и является экономически выгодным. Достижение этой цели связано с обеспечением операциями штамповки требуемой стандартом точности и концентричности выполнения проходного отверстия, а также шероховатости его поверхности.
В условиях ограниченных финансовых возможностей отечественного кузнечно-штамповочного производства при сложившемся многономенклатурном малосерийном характере производства актуально создание ресурсоэконом-ной технологии штамповки фланцев воротниковых с «чистовым» проходным отверстием на основе нетрадиционных переходов деформации в специальных штампах при максимальном использовании технологических возможностей имеющегося универсального оборудования.
Работа по созданию, исследованию и освоению ресурсоэкономной технологии штамповки поковок фланцев воротниковых выполнялась в соответствии с тематикой договорных научно-исследовательских работ Южно-Уральского государственного университета: № 2002 332 «Разработка и оптимизация ресур-соэкономных технологий штамповки поковок фланцев трубопроводной арматуры и деталей новых изделий" — № 2003 032 «Разработка новых технологий горячей штамповки прогрессивных поковок фланцев трубопроводов и ступиц транспортных машин» с ОАО «Курганский машиностроительный завод" — № 2008 138 «Научно-исследовательские, опытно-конструкторские работы» с ООО «Кузнечно-прессовый завод «Русич».
ВЫВОДЫ ПО РАБОТЕ.
1. Решение актуальной задачи совершенствования технологии изготовления заготовок трубопроводной арматуры обеспечено созданием нового способа и ресурсосберегающей технологии горячей штамповки поковок фланцев воротниковых на универсальном кузнечно-прессовом оборудовании.
2. Выполненные в работе теоретические и экспериментальные исследования НДС и формоизменения позволили разработать научные и технологические основы проектирования процесса ПРВК: параметрическую схему построения переходов и инструмента деформации, классификацию предварительных поковок, установить управляющие параметры и рациональные варианты процесса. Сформированная методика проектирования переходов ПРВК обеспечивает возможность управления качеством поковок.
3. На основе результатов исследования и опыта освоения определена область применения технологии ПРВК для изготовления поковок мелких и средних фланцев воротниковых и даны рекомендации по выбору состава оборудования штамповочного агрегата.
4. Созданный электронный проект-модель технологии ПРВК обеспечивает качественное автоматизированное проектирование переходов и инструмента согласно принятой схеме их построения и общим правилам конструирования горячештампованных поковок. Модель содержит управляющие параметры для генерации требуемых вариантов процесса в интерактивном режиме проектирования.
5. Достоверность результатов исследования подтверждена проведенными экспериментами, а также освоением технологии ПРВК для производства ряда типоразмеров поковок фланцев воротниковых с чистовым отверстием.
6. Сопровождение подготовки и освоения новой технологии моделью жизненного цикла, сформированной на основе объектов электронного проекта и расчетной модели процесса ПРВК, повысило ее надежность, способствовало выявлению и устранению причин дефектообразования поковок.
7. Применение технологии ПРВК в производстве обеспечило снижение трудоемкости механообработки поковок фланцев на 20.-.38% при сокращении расхода металла на штамповку 6. 10%.
8. Результаты диссертационной работы используются в учебном процессе по специальности «Машины и технология обработки металлов давлением» на кафедре «Технология производства машин» Южно-Уральского государственного университета.
Список литературы
- Российское арматуростроение в 2007 году. Цифры и факты / А. А. Бакунина, Ж. С. Нажмудинова, И.Т. Тер-Матеосянц — http://www.npa-arm.org.
- ГОСТ 12 815–80 (СТ СЭВ 3249−81, СТ СЭВ 3250−81, СТ СЭВ 3251−81)-ГОСТ 12 822−80. Фланцы арматуры, соединительных частей трубопроводов. — М.: Изд-во стандартов, 1990. — 112 с. 3. http://www.girard.cc.4. http://www.sms-eumuco.com.
- Крук, А. Т. Штамповка поковок фланцев трубопроводов на тяжёлых кривошипных горячештамповочных прессах / А. Т. Крук, В. Ф. Федоркевич // Куз-нечно штамповочное производство. 1999. — № 6. — С. 35 — 40.
- Артес, А. Э. Совершенствование технологии производства поковок фланцев / А. Э. Артес // Кузнечно — штамповочное производство. 2000. № 1. — С. 15−17.
- Артес, А. Э. Штамповка фланцев из трубных заготовок / А. Э. Артес, Е. И. Лыжников, В. В. Николаев. // Кузнечно штамповочное производство. 2003— № 7-С. 8−9.
- Николаев, В.В. Разработка технологии горячей штамповки фланцев с развитой втулочной частью / В. В. Николаев // Кузнечно штамповочное производство. 2004. -№ 6. — С. 13 -15.
- Калмыков, В. Б. Современные кольцераскатные станы и линии для производства кольцевых заготовок / В. Б. Калмыков // Кузнечно штамповочное производство. 2001. — № 1. — С. 35 — 39.
- Гринфельд, Л. А. Автоматическая линия для производства заготовок крупных колец и бандажей колёс / Л. А. Гринфельд, В. А. Агеенко // Кузнечно -штамповочное производство. 1998. № 12. — С. 20 — 22.
- Семибратов, Г. Г. Горячая закрытая радиально — торцовая раскатка кольцевых заготовок / Г. Г. Семибратов, Д. Л. Зубер, Г. А. Агасьянц, С. В. Крылов // Кузнечно штамповочное производство. 2003. — № 12. — С. 36 — 37.
- Григорьев, Г. Д. Способ штамповки кольцевых изделий и инструмент для его реализации / Г. Д. Григорьев, Б. Г. Каплунов, А. А. Фельде, С. П. Зуев // Кузнечно — штамповочное производство. 1991. — № 2. С. 30 — 32.
- Анненков, К.В. Совмещённая ковка-пггамповка кольцевых поковок / К. В. Анненков, Б. Г. Каплунов // Заготовительные производства в машиностроении. -2008.-№ 6.-С. 22−27.
- Катрич, Ю.П. Комбинированное выдавливание сдвигом / Ю. П. Катрич // Кузнечно-штамповочное производство. — 2005. — № 3. С. 22−28.
- А. с. 1 000 151 СССР, МЕСИВ 21 К 1/28- В 21 J 5/02. Способ изготовления изделий типа колец с массивным ободом / Г. Д. Григорьев (СССР). № 3 284 084/25 — 27- Заявлено 08.05.81- Опубл. 28.02.83. Бюл. № 8 // Открытия. Изобретения, 1983. — № 8. — С. 35.
- Патент № 1 552 460 РФ, МПК 6 В21К21/00. Способ изготовления полых фланцевых поковок / Ромашов А. А., Гуровский В. А., Володин И. М., Перевертов А. В., Зиннатуллин З. Р. № 4 474 605/27- заявл. 16.08.88- опубл. 20.06.96, Бюл. № 16/1997.
- Патент № 2 217 262 РФ, МПК 7 7 В21К23/04, В21К21/08. Способ изготовления полых фланцевых поковок / Володин И. М., Ромашов А. А., Мартюгин B.C., Клочков Ю. П. Перевертов А.В., Шарафиев А. Ф., Березюк Н. В. -№ 2 002 110 410/02- заявл. 22.04.2002- опубл. 27.11.2003.
- Патент № 2 169 632 РФ, МПК7 В21К23/04. Способ изготовления полых фланцевых поковок / Ромашов А. А., Володин И. М., Перевертов А. В., Клочков Ю. П., Мартюгин B.C., Березюк Н. В., Назмутдинов P.M. -№ 2 000 102 482/02- заявл. 02.04.00- опубл. 27.06.01.
- А.с. № 532 444 СССР, МПК 5 B21J5/10. Способ штамповки в матрице конической втулки с фланцем / Катрич Ю. П. Заявка: 2 025 399, 21.05.1974. Опубликовано: 25.10.1976, Бюллетень № 39.
- Володин, И. М. Новые технологии изготовления поковок, внедренные на кузнечном заводе ОАО «КамАЗ-Металлургия» / И. М. Володин, А. А. Ромашов, А. В. Перевертов, В. С. Мартюгин // КШП. ОМД. 2004. № 10. — С. 3 — 5.194
- Володин, И. М. Ресурсосберегающие технологии штамповки полых фланцевых поковок / И. М. Володин, А. А. Ромашов И Заготовительные производства в машиностроении. 2005. № 6. — С. 29 — 33.
- Власов, О.Г. Интенсификация процессов обработки металлов давлением / О. Г. Власов, В. И. Казаченок, И. Б. Покрас и др. — Ижевск: Удмуртия, 1989. -112 с.
- Коньков, А.С. Очистка и отделка поковок. Научно-популярная библиотека рабочего-кузнеца. Вып. 16. М.- Свердловск: Машгиз, 1960. 70 с.
- Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е. И. Семенов и др. М: Машиностроение, 1986 — Т.2. Горячая штамповка / Под ред. Е. И. Семенова, 1986.-592 с.
- Обоснование, разработка и внедрение металлоэкономных технологических процессов объемной штамповки. Научно-технический отчет по теме 85/15 заключительный. № гос. регистр. 8 150 014 667 / Челябинский политехнический институт. — Челябинск, 1985 г. — 60 с.
- Генки, Г. О некоторых статически определимых случаях равновесия в пластических телах // Теория пластичности. М.: ГИИЛ, 1948. — С. 80−101.
- Prandtl L. Zeit und Math. Mech. 1923.
- Непершин, Р.И. Моделирование пластического течения методом линий скольжения / Р. И. Непершин // Кузнечно-штамповочное производство. 2003. — № 12.-С. 12−16.
- Одиноков, В.И. Численное исследование процесса деформации материалов бескоординатным методом / В. И. Одиноков. — Владивосток: Изд-во Даль-наука, 1995.-168 с.
- Одиноков, В.И. Моделирование напряженно-деформированного состояния в процессах горячей штамповки / В. И Одиноков, Б.Г. Каплунов- Ин-т машиновед. и металлургии ДВО РАН. Владивосток: Изд-во Дальнаука, 1999. -112 с.
- Коновалов, А.В. Вязкопластическая модель сопротивления металла высокотемпературной деформации / А. В. Коновалов // Металлы. 2005. № 5. -С. 94−98.
- Салиенко, А.Е. Виртуальное поизводство. MSC. Software революция в промышленности / А. Е. Салиенко, А. Н. Солдаткин, A.M. Рудис // Кузнечно-штамповочное производство. 2002. — № 10. — С. 43−48.
- Бочаров, Ю.А. Второй Европейский семинар по моделированию процессов обработки давлением / Ю. А. Бочаров, В. И. Балагонский // Кузнечно-штамповочное производство. 2000. № 9. С. 38−41.
- Салиенко А. Е. Новые компьютерные технологии в ковке и штамповке / А. Е. Салиенко, А. Н. Солдаткин, А. М. Рудис // Кузнечно-штамповочное производство. 2004. — № 4. — С 36−39.
- Полищук, Е.Г. Система расчета пластического деформирования РАПИД / Е. Г. Полшцук, Д. С. Жиров, Р. А. Вайсбурд // Кузнечно-штамповочное производство, 1997. № 8. — 16−19 с.
- Гун, Г. Я. Автоматизированная система ФОРМ-2Д для расчета формоизменения в процессе штамповки на основе метода конечных элементов. / Г. Я. Гун, Н. В. Биба, О. Б. Садыхов, С. А. Стебунов, А. И. Лишний // Кузнечно-штамповочное пр-во, 1992. № 9−10. С.4−7.
- Биба, Н. В. Эффективность применения моделирования для разработки технологии штамповки / Н. В. Биба, А. И. Лишний, С. А. Стебунов // Кузнечно-штамповочное производство. 2001. — № 5. — С 3944.
- Биба, Н. В. QForm программа созданная для технологов / Н. В. Биба, С. А. Стебунов // Кузнечно-штамповочное производство. — 2004. — № 4. — С. 38— 42.
- Шибаков, В.Г. Влияние параметров управляемого выдавливания на образование дефектов в поковках ступенчатой формы / В. Г. Шибаков, М. Н. Гончаров, С. Н. Гончаров // Кузнечно-штамповочное производство. 2005. № 8. С. 7—9.
- Колмогоров В.Л. Численное моделирование больших пластических деформаций и разрушений металлов / В. Л. Колмогоров // КШП. ОМД. 2003. № 2.-С. 4−16.
- Васькин, В. Математическое моделирование и литейные технологии / В. Васькин, В. Кропотин, А. Обухов // CADmaster. 2002. -№ 4. С. 35−39.
- Турищев, В. Моделирование литейных процессов: что выбрать? / В. Турищев // CADmaster. 2005. -№ 2.
- Салиенко, А.Е. Опыт промышленного внедрения системы MSC.SuperForge в ОАО «Завод турбинных лопаток» / А. Е. Салиенко, Б.В. Коп-тьев, A.M. Рудис //Кузнечно-штамповочное производство. 2005. № 2. С. 4546.197
- LS-DYNA Theoretical Manual. Compiled By John O. Hallquist. 1998. -498 c.
- Никитина, О. А. Исследование дефектообразования при получении поковок с ребрами жесткости / О. А. Никитина // Заготовительные производства в машиностроении. 2004. — № 2. — С 27−30.
- ANSYS Programmer’s Manual. ANSYS Inc., 1998.
- Полищук, Е.Г. Метод граничных элементов для расчета вязко-жесткопластических течений / Е. Г. Полищук // Прикладная математика и механика. 1992. Т.56. — Вып.5. — С. 796−800.
- Жиров, Д.С. Исследование процессов пластических деформаций, определение их энергосиловых параметров и выбор технологических характеристик машин с применением численного моделирования: дис: канд. техн. наук / Д. С. Жиров. Екатеринбург, 1995. — 174 с.
- Экланд, И. Выпуклый анализ и вариационные проблемы / И. Экланд, Р. Темам. М.: Мир. 1979. — 399 с.
- Логинов, Ю.Н. Влияние процессов контактной теплопередачи на кинематику процесса прессования латуней / Ю. Н. Логинов, К. В. Еремеева // Кузнечно-штамповочное производство. — 2009. — № 4. — С. 3—8.
- Патент № 2 352 431 РФ, МПК В21К 1/16, B21J 5/10. Способ штамповки фланцев воротниковых / Каплунов Б. Г., Тяжельников В. М., Зуев С. П., Плаксин А. В., Гиляжев И. Н., Пыжов И. Я. № 2 007 111 832/02- заявл. 30.03.2007- опубл. 20.04.2009, Бюл.№ 11.
- Ганаго, О.А. Брак по зажимам при штамповке осесимметричных поковок и меры его предупреждения / О. А. Ганаго, А. Э. Даммер // Кузнечно-штамповочное производство, 1960. № 1. — 7−10 с.
- ГОСТ 7505–89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. — М.: Издательство стандартов, 1990. — 53 с.
- ГОСТ 8479–80 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия. — М.: Изд-во стандартов, 1989. 8 с.
- Полухин, П.И. Сопротивление пластической деформации металлов и сплавов: справочник / П. И. Полухин, Г. Я. Гун, А. М. Галкин 2-е, изд. пере-раб. и доп. — М.: Металлургия, 1983. — 352 с.
- Колмогоров, В.Л. Механика обработки металлов давлением. 2-е изд., пе-рераб. и доп / В. Л. Колмогоров. Екатеринбург: Изд-во Уральского государственного технического университета — УПИ, 2001. — 836 с.
- Тепло- и массообмен. Теплотехнический эксперимент: Справочник. / Под общ. ред. В. А. Григорьева, В. М. Зорина. -М.: Энергоиздат, 1982.- 512с.
- Позняк, Л.А. Штамповые стали / Л. А. Позняк, Ю. М. Скрынченко, С. Н. Тишаев. -М.: Металлургия, 1980.
- Ковка и объемная штамповка стали: Справочник. В 2-х т. / Под ред. М. В. Сторожева. М.: Машиностроение, 1967. — Т.2. — 488 с.199
- Плаксин, А.В. Повышение качества поковок фланцев на основе совершенствования схемы деформации / А. В. Плаксин, Б. Г. Каплунов // Вестник ЮУрГУ, № 11 66., 2006. Серия «Машиностроение», вып. 8. С. 148 — 154.
- Волков, С.А. Анализ возможностей расчета конструкций с учетом геометрической нелинейности некоторыми конечноэлементными пакетами / С. А. Волков // Вестник ЮУрГУ, № 6, 2001. Серия «Машиностроение», вып. 1. — С. 32−38.
- Степанский, JI. Г. Об опытной проверке результатов компьютерного моделирования процессов пластического деформирования / JI. Г. Степанский // Кузнечно-штамповочное производство. — 2001. № 6. — С 36−40.
- Хензель, А. Расчет энергосиловых параметров в процессах обработки металлов давлением: Справ, изд. Пер. с нем / А. Хензель, Т. Шпиттель — М.: Металлургия, 1982. 360 с.
- Марочник сталей и сплавов / под ред. А. С. Зубченко. М.: Машиностроение: Машиностроение-1, 2003 -782 с.
- Теория обработки металлов давлением / под ред. И. Я. Тарновского. -М.: Металлургиздат, 1963. 672 с.
- Проектирование в Pro/ENGINEER 2001 / под общ. ред. Д.Г. Красковско-го. -М.: Компьютер Пресс, 2002. 320с.
- Минеев, М.А. Pro/Engineer Wildfire 2.0/3.0/4.0. Самоучитель (с DVD-ROM) / М. А. Минеев. СПб.: Наука и техника, 2008. — 352 с.