Лазерная резка.
Технология сварочных работ
Воздействие лазерного луча на разрезаемый материал характеризуется поглощением и отражением излучения и распространением энергии луча по объему заготовки за счет теплопроводности. Высокая плотность мощности лазерного излучения позволяет расплавлять материал (вплоть до его испарения) по линии реза. В образующейся ванне жидкого материала происходит его конвективное перемешивание, что увеличивает… Читать ещё >
Лазерная резка. Технология сварочных работ (реферат, курсовая, диплом, контрольная)
Лазерной резкой получают заготовки со сложным контуром из листовых материалов. Сфокусированным лазерным лучом можно разрезать практически любые материалы. Лазерная резка обеспечивает узкий и точный рез с минимальной (по сравнению с любыми другими способами сварки) зоной термического влияния, а также позволяет разрезать легкодеформируемые и нежесткие заготовки благодаря отсутствию механического воздействия на материал.
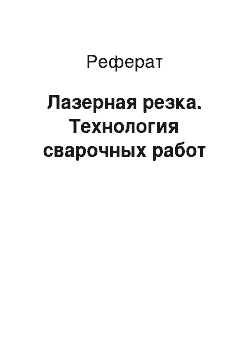
Схема головки для лазерной резки приведена на рис. 4.8. В корпусе 9 головки размещен твердотельный или газовый С02-лазер 1 мощностью 2,3…6 кВт. Лазерный луч 2 отражается от зеркала 3,

Рис. 4.8. Схема головки для лазерной резки:
I — лазер; 2 — лазерный луч; 3 — зеркало; 4 — фокусирующая система; 5 — окно; 6 — камера; 7 — разрезаемое изделие, 8 — линия рсза; 9 — корпус проходит через фокусирующую систему 4 и прозрачное окно 5 газовой камеры 6. Необходимая конфигурация реза обеспечивается перемещениями корпуса 9 головки.
Воздействие лазерного луча на разрезаемый материал характеризуется поглощением и отражением излучения и распространением энергии луча по объему заготовки за счет теплопроводности. Высокая плотность мощности лазерного излучения позволяет расплавлять материал (вплоть до его испарения) по линии реза. В образующейся ванне жидкого материала происходит его конвективное перемешивание, что увеличивает скорость проплавления.
Продукты разрушения материала удаляются струей вспомогательного газа, подаваемого в камеру 6. Его подача позволяет интенсифицировать процесс резки за счет горения металла (при подаче кислорода или воздуха), уменьшить ЗТВ посредством охлаждения боковых поверхностей реза и защитить зону реза от окисления.
Рассмотрим технологические особенности лазерной резки неметаллических материалов. Резка кварцевого стекла относительно проста. Этот материал почти не подвержен влиянию температурных перепадов, возникающих под воздействием лазерного излучения. В процессе резки происходит возгонка оксида кремния при температуре, близкой к температуре плавления стекла, поэтому жидкая ванна практически не образуется. Плоскость реза имеет вид полированной поверхности с небольшим оплавлением краев.
Для резки кварцевого стекла толщиной 1…4 мм достаточно использовать излучение мощностью до 200 Вт. При затекании расплавленного кварца в разрезаемый канал необходимо уменьшить скорость резки или повысить мощность излучения.
Резка обычного стекла затруднена по следующим причинам. При большой скорости резки не обеспечивается возгонка разрезаемого материала и образуется жидкая фаза из расплавленного стекла. Вдоль линии прохождения луча формируется канавка. Вследствие размягчения поверхности стекла на обратной стороне заготовки появляется аналогичная канавка. При малой скорости резки материал полностью возгоняется по линии реза с образованием закругленных краев. На расстоянии до 3 мм от линии реза образуются продольные трещины. Для предотвращения разрушения стекла необходимо нагревать его в процессе обработки и по ее окончании до температуры 600 °C.
При резке органических материалов наблюдается обугливание краев реза, и при низких скоростях резки или мощности излучения более 2 кВг возможно возгорание заготовки. Для предотвращения возгорания и уменьшения обугливания в зону обработки подают воду или углекислый газ.
При пакетной резке синтетических материалов их слои перекладывают тонкой бумагой или увлажняют во избежание сваривания. Неширокая (до 0,5 мм) зона оплавления краев реза препятствует распусканию материала.
Лазерная резка широко применяется при обработке трехмерных конструкций (резка труб, профилей и пр.), точном раскрое листового материала (стальных листов толщиной до 25 мм), резке нетеплопроводяших или хрупких материалов (например, керамики).
Контрольные вопросы
- 1. Что представляет собой электронный луч?
- 2. Приведите описание схемы формирования шва при электроннолучевой сварке.
- 3. Какие заготовки можно соединять электронно-лучевой сваркой?
- 4. Опишите схему формирования шва при лазерной сварке.
- 5. Каков принцип действия рубинового лазера?
- 6. Укажите особенности лазерной сварки заготовок малой толщины.
- 7. Назовите системы, которые включает в себя технологическая лазерная установка.
- 8. С какой целью при выполнении лазерной сварки используют вспомогательный газ?