Процессы прошивки заготовок с различной исходной пластичностью с оптимальным распределением параметров циклического формоизменения по длине очага деформации
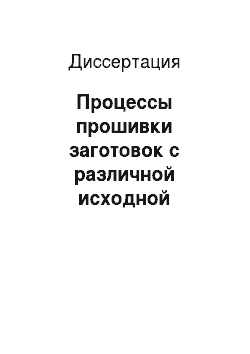
Рис. 1. Схема очага деформации прошивного стана (разрез по валку и направляющей линейке): а — заготовка до встречи е линейкойб — заготовка после встречи с линейкойв — прошиваемая заготовка подвергается воздействию валков, линеек и оправкиг — гильза после отрыва от линейкид — гильза после схода с оправки- 1 — валок- 2 — оправка- 3 — линейка- 4 — стержень- 5 — заготовка- 6 — гильза 6 взятом… Читать ещё >
Содержание
- 1. Литературный обзор
- 2. Совершенствование алгоритма для расчета и анализа параметров циклического формоизменения при винтовой прокатке
- 2. 1. Определение граничных точек контакта заготовки-гильзы с направляющей линейкой
- 2. 2. Ширина контактной поверхности прошиваемой заготовки с валком при винтовой прокатке
- 2. 3. Связь показателя конечного формоизменения и параметра Одквиста
- 2. 3. 1. Критерий для сравнения режимов прошивки
- 2. 3. 2. Оценка режимов прошивки заготовок с учетом циклического формоизменения при винтовой прокатке
- 3. 1. Определение высокотемпературных свойств высоколегированных сталей по результатам испытаний на кручение
- 3. 2. Характеристика инструмента прошивных станов 220 и 140−1 ОАО «ПНТЗ»
- 3. 3. Характеристика заводских режимов прошивки заготовок
- 4. 1. Основные положения
- 4. 2. Пример распечатки одного варианта для прошивного стана ТПА
- 4. 2. 1. Исходные данные и настройка стана
- 4. 2. 2. Параметры циклического формоизменения. Геометрия очага деформации
- 4. 3. Распределение параметров циклического формоизменения по длине очага деформации
- 4. 4. Влияние условий прошивки на накопленную степень деформации сдвига и число циклов
- 4. 4. 1. Влияние угла подачи валков
- 4. 4. 2. Влияние угла входного конуса валков
- 4. 4. 3. Влияние коэффициента овализации
- 4. 4. 4. Влияние коэффициентов скорости прошиваемой заготовки
- 4. 4. 5. Влияние диаметра прошиваемых заготовок
- 4. 4. 6. Влияние толщины стенки гильзы коэффициента вытяжки)
- 5. 1. Недостатки существующих методов расчета параметров настройки
- 5. 2. Анализ существующих режимов прошивки заготовок
- 5. 3. Пути перенастройки прошивных станов
Процессы прошивки заготовок с различной исходной пластичностью с оптимальным распределением параметров циклического формоизменения по длине очага деформации (реферат, курсовая, диплом, контрольная)
Для обеспечения многих отраслей народного хозяйства, особенно, энергетики, оборонной промышленности и др., большое значение приобретает совершенствование производства бесшовных труб из легированных сталей, обладающих различными видами пониженной пластичности [1]. Актуальность задачи возрастает в связи с использованием непрерывнолитых заготовок с литой структурой или ее остатками.
Основной объем выпускаемых в России бесшовных труб производят на трубопрокатных агрегатах, имеющих в своем составе прошивные станы винтовой прокатки [2]. Так как прошивка заготовок оказывает большое влияние на качество готовых труб, то дальнейшее развитие вопросов теории и технологии этого процесса представляет интерес для повышения эффективности производства.
Широко применяемые на отечественных заводах методы расчета настройки прошивных станов [3−6] базируются на параметрах конечного формоизменения и не учитывают перекос валков в вертикальной плоскости.
Такой подход, предложенный еще в 1954 году в работе [3], пригоден для заготовок из пластичных сталей. Для сталей с пониженной пластичностью использование рекомендаций работ [3−6] не всегда позволяет получать гильзы без поверхностных дефектов.
Известно, что гильзу одного и того же размера из заготовки одного и того же диаметра можно получить при разных настройках стана (разном взаимном положении технологического инструмента: валков, оправки и направляющих линеек). Однако изменение настройки стана приводит к различной истории циклического формоизменения [7].
Это обусловлено изменением силового взаимодействия технологического инструмента с прошиваемой заготовкой. На рис. 1, 5.
Рис. 1. Схема очага деформации прошивного стана (разрез по валку и направляющей линейке): а — заготовка до встречи е линейкойб — заготовка после встречи с линейкойв — прошиваемая заготовка подвергается воздействию валков, линеек и оправкиг — гильза после отрыва от линейкид — гильза после схода с оправки- 1 — валок- 2 — оправка- 3 — линейка- 4 — стержень- 5 — заготовка- 6 — гильза 6 взятом из работы [8], добавлены силы, действующие со стороны валков и линеек на заготовку. Перенастройка стана (изменение расстояния между валками и линейками, перемещение оправки в осевом направлении) приводит к другому силовому взаимодействию. Именно это и оказывает влияние на цикличность процесса.
Так как до носка оправки происходит обжатие сплошной заготовки, а затем происходит деформация с участием оправки, то, по-видимому, необходимо так настраивать стан, чтобы перераспределять параметры циклического формоизменения по длине очага деформации в нужном направлении.
Решение подобной задачи требует определения цикличности процесса при математическом описании винтового движения прошиваемой заготовки. Поэтому совершенствование процесса прошивки заготовок с учетом распределения параметров циклического формоизменения по длине очага деформации при производстве горячекатаных труб из сталей с различной исходной пластичностью является актуальной задачей.
Решение таких задач стало возможным благодаря основополагающим работам советских ученых Емельяненко П. Т., Тетерина П. К., Фомичева И. А., Чекмарева А. П., Целикова А. И., Полухина П. И., Шевченко A.A., Остренко В. Я., Швейкина В. В., Шевакина Ю. Ф., Пляцковского O.A., Финкелыптейна Я. С., Жаворонкова В. А., Потапова И. Н., Осадчего В. Я., Друяна В. М., Ханина М. И., Воронцова В. К., Коликова А. П., Голубчика P.M., Романцева Б. А., Галкина С. П., Белевитина В. А., Миронова Ю. М., Урина Ю. Л. и др. и научным разработкам известных производственников Данилова P.A., Глейберга А. Е., Кирвалидзе Н. С., Умеренкова В. Н. и др.
Краткому обзору основных работ по процессу прошивки заготовок и посвящена следующая глава. 7.
1 ЛИТЕРАТУРНЫЙ ОБЗОР.
Особенностью прошивки заготовок в косовалковых станах является винтовое движение прошиваемой заготовки, проходящей по очагу деформации с различным воздействием технологического инструмента. Основополагающим понятием винтового движения заготовки является цикл деформации, т. е. воздействие одного из валков за 2%/п (где п — число валков) оборота. Применительно к двухвалковым станам — это один полуоборот заготовки.
Перемещение заготовки за время одного цикла названо шагом подачи [9]. Важность анализа характера циклического формоизменения (или определение числа шагов) отмечена в ряде работ. В работе [8, 10] причины разрушения объяснялись с позиций малоцикловой усталости, зависящей от числа циклов. В работах Я. С. Финкелыитейна [11, 12] многие вопросы объяснены в зависимости от числа циклов. Отметим, что автором значения числа шагов были получены экспериментальным путем через анализ винтовых линий на недокатах — заторможенных в стане заготовках. Однако, как показывает анализ работ [11, 12] аналитического решения не было получено, о чем свидетельствует рис. 2, взятый с обозначениями автора.
Как следует из рис. 2, где по оси абсцисс отложены номера циклов, приведенные данные являются схемой, а представленный автором работы [11] характер изменения радиальной деформации (кривая 2) является ошибочным: спад радиальной деформации между циклами не относится к остаточной деформации.
Другим подходом к определению шага подачи является графический метод И. Н. Потапова [13, 14] (рис. 3). Достоинством метода является попытка автора выразить объем очага деформации через объемы подач и шаги подач. Однако из схемы (см. рис. 3) не следует, что объемы подач по длине очага постоянны. Тогда не совсем ясно:
10 соблюдается ли при винтовой прокатке закон постоянства секундных объемов.
Если рассматривать процесс винтовой прокатки в соответствии с принятыми еще П. Т. Емельяненко воззрениями [9], то движение заготовки вдоль очага деформации и в поперечном направлении можно представить в виде схем на рис. 4 и 5 [7]. Из рис. 4 видно, что заготовка при своем винтовой движении встречается с валком и выходит из контакта с валком при разных значениях относительно положения ее оси х (точки ai и вь Ci и dj). Поэтому поперечное сечение заготовки (х = const) может рассматриваться только как схема (см. рис. 5), так как точки, А и В, С и D) не лежат в одной плоскости.
В связи со сложным винтовым движением прошиваемой заготовки до последнего времени не было получено аналитического выражения для определения шага подачи, хотя неоднократно предпринимались попытки решить эту задачу. Общим недостатком таких работ [9, 15 — 19 и др.] является желание получить аналитическое выражение для определения шага подачи в явном виде.
Однако, для получения подобного выражения требуется знать изменение коэффициента вытяжки (или площади поперечного сечения) вдоль очага деформации. Именно неучет изменения коэффициента вытяжки на шаге подачи делает аналитические выражения неточными, а на участке после встречи заготовки с оправкой предложенные выражения дают большую погрешность.
При решении задач об объемном напряженном состоянии [20, 21] при винтовой прокатке методами экспериментальной механики В. А. Белевитиным опытным путем были получены значения шагов подачи. Однако ценность этих результатов распространяется только на условия опытов винтовой прокатки образцов из сплавов на основе свинца.
Косвенной попыткой вести анализ процесса винтовой прокатки через соотношение коэффициентов деформации по осям являются.
13 исследования [22 — 24], основанные на разработках И. М. Павлова [25, 26]. Укажем, что схема на рис. 6 [24] практически повторяет гиперболу деформации И. М. Павлова [26] и представляет собой анализ процесса по параметрам конечного формоизменения.
Более интересная попытка сделана Н. С. Кирвалидзе [22, 23], где на рис. 7 по осям координат отложены коэффициенты деформации за один цикл (рассмотрены соседние циклы). Непонятным является анализ появления продольных и поперечных внутренних плен при показанных на рис. 7 схемах деформации для сплошной заготовки. В действительности при анализе полых тел, как следует из известного выражения для определения коэффициента вытяжки уравнение гиперболы неприменимо [27]: более правильно описывать формоизменение уравнением дробно-рациональной функции.
Целесообразность рассмотрения именно циклического формоизменения при поперечной и винтовой прокатке показана также в работах В. Л. Колмогорова [28] и В. К. Воронцова [29, 30]. Однако в исследовании [28] рассмотрен процесс только поперечной прокатки, а выводы работ [29, 30] для горячей обработки металлов давлением неприменимы, так как не учитывают разупрочняющих процессов, что применительно к процессу винтовой прокатки наглядно показано в исследовании [31].
Правомерность анализа процесса винтовой прокатки через параметры циклического формоизменения подтверждает и тот факт, что кроме получения заданных размеров происходит воздействие на структуру металла в зависимости именно от режима единичных обжатий. Подтверждением этого служат работы В. А. Жаворонкова [32, 33], в которых наглядно показано, что литая структура при винтовой прокатке может быть устранена при значительно меньших коэффициентах суммарной вытяжки, чем при продольной прокатке.
Рис. 7. Гипербола деформации Иг. М. Павлова и механизм образования дефектов на внутренней поверхности гильз.
Н.С. Кирвалидзе).
Более подробно влияние винтовой прокатки на структурные изменения в сталях и сплавах установлено в работах И. Н. Потапова и его учеников [14, 34, 35 и др.], позволившие внедрить новые режимы прокатки различных сталей и титановых сплавов, а также создать станы радиально-сдвиговой (терминология авторов) прокатки.
Положительное влияние винтовой прокатки отмечено и в работах [36 — 39], в которых получено улучшение структуры металла, в том числе и непрерывнолитых заготовок. К сожалению, авторы этих работ, изменяя параметры настройки (например, угол подачи) не уделили достаточного внимания влиянию цикличности процесса.
Особенности винтовой прокатки (соотношение окружной и осевой скоростей, форма очага деформации) способствует макро-сдвиговым процессам, которые, как показано для процессов ковки в работах В. А. Тюрина [40, 41] способствует улучшению внутреннего строения деформируемого металла.
Более обоснованно определять цикличность процесса через объемы подач исходя из условия постоянства секундных объемов. Впервые эта идея рассмотрена П. К. Тетериным при определении профиля рабочей части оправки в работе [42] и в его докторской диссертации [43]. Эти же подходы нашли свое отражение в последующих монографиях П. К. Тетерина [44, 45]. Однако во всех перечисленных работах [42 — 45] отсутствуют данные о численной реализации разработанного подхода.
Указанный подход был реализован в работе [46] и развит в диссертации [7]. В этих исследованиях вычисляли объем подачи на выходе гильзы из валков. Геометрически сечение выхода находится без больших затруднений. Кинематика процесса с учетом коэффициента осевой скорости т]ог позволяет определить осевую скорость выходящего сечения гильзы, найти время одного цикла за 2тс/п оборота заготовки.
Анализ действия сил при винтовой прокатке, выполненный советскими исследователями [7, 15, 43 — 45, 47 — 51], позволил выявить.
17 правильное направление сил трения и нормального давления [46] и объяснить причины скольжения металла относительно валков в радиальном, тангенциальном и осевом направлении, названные П. К. Тетериным коэффициентами скорости металла по соответствующим направлениям.
Как показали опыты O.A. Пляцковского [49] основное влияние оказывает коэффициент осевой скорости г|0, влияние коэффициента тангенциальной скорости менее заметно, так как значения т]х близки к единице.
Одними из первых работ, в которых численно определены параметры циклического формоизменения, были исследования [52 — 54], в которых были более точно определены единичные обжатия. Достоинством этих работ было то, что в них авторы получили численные значения трещиноватости |/ по B.JI. Колмогорову[28, 29, 55 — 57] для процесса прошивки заготовок.
Однако при определении такого базового параметра как шага подачи авторы работ [52 — 54] допустили неточности, аналогичные в рассмотренных ранее работах [9, 15 — 19].
Более правильный подход, основанный на постоянстве объемов подач по длине очага деформации [42 — 45], был использован в работах [7, 46], что позволило численно определить параметры циклического формоизменения и разработать практические рекомендации [58 — 61] в том числе и с участием автора данной работы [60, 61].
Несмотря на целый ряд достоинств, решения задачи об определении параметров циклического формоизменения в работах [7, 46] были сделаны допущения, снижающие точность конечных результатов. Прежде всего, в работах [7, 46] в качестве закона изменения коэффициента овализации по длине очага деформации принята апроксимация экспериментальной кривой из работы [18].
Одной из причин принятия такого закона изменения (х) явилось то, что отсутствовали решения, позволяющие определить продольную границу очага деформации при контакте с направляющей линейкой.
Если бы были найдены точки встречи заготовки с линейкой и выхода гильзы из контакта с линейкой, то на контактном участке нетрудно определить расстояния между линейками и найти изменение коэффициента овализации по всей длине. До подхода заготовки к линейке круглая заготовка — 1) овализируется до значения ^ равного отношению расстоянию между линейками к расстоянию между валками. После выхода из контакта с линейкой коэффициент овализации гильзы уменьшается со значения ^ до = 1 в сечении выхода гильзы из валков. Погрешность при определении ^ искажает рассчитываемую площадь поперечного сечения распределение коэффициента вытяжки цх по длине очага деформации и, следовательно, длину шага подачи Би другие параметры циклического формоизменения.
Другим ограничением не только работ [7, 46], но и других исследований, в которых определяли какие-либо параметры циклического формоизменения [9, 15 — 19 и др.] является определение ширины площади контактной поверхности по формуле Грубера-Целикова, выведенной для процесса поперечной прокатки. Попытки внести в эту формулу уточнения в виде коэффициента овализации [15, 62] исходили из схемы процесса поперечной прокатки.
Еще в монографии П. Т. Емельяненко [9] было показано, что при винтовом движении заготовки ширину контактной поверхности нужно определять с учетом характера перемещения точки заготовки по винтовой линии на поверхности валка. Если эта величина была известна, то именно от нее можно делать пересчет на сечение нормальное оси прошиваемой заготовки.
Попытки анализировать процесс винтовой прокатки через циклы обжатия предпринимались неоднократно. Одним из первых работ.
Я.С.Финкельштейна [11, 12, 63], в которых из общих уравнений силового равновесия для элемента деформируемой заготовки были выявлены пути интенсификации процесса. Также интересные результаты были получены В. М. Друяном с использованием системного анализа для процессов раскатки [64]. Подобный подход использован М. И. Ханиным [65], которым из анализа силового взаимодействия аналогичного методу работы [63] были получены интересные рекомендации по направляющему инструменту.
Однако исследования [63 — 65] позволили провести только качественный анализ. Кроме того, в работе [65] в качестве меры накопленной степени деформации использован коэффициент истинной деформации по радиусу 1п п / г0. Сразу укажем, что учет изменения размеров только по одной из осей может привести к значительным ошибкам. Необходимо учитывать изменение размеров по всем трем осям прошиваемой заготовки на объеме подачи.
Особое место в технической литературе занимают исследования процесса прошивки заготовок из сложнолегированных сталей. При освоении новых трубных сталей для определения температурного интервала максимальной пластичности традиционно использовали испытания на горячее скручивание [66]. Другими методами оценки пластичности применительно к процессу винтовой прокатки является прокатка конических образцов [67]. Этим методам исследовали пластичность различных сталей. [22, 23]. В качестве критерия прошиваемости принимали величину критического обжатия, в соответствии с которой различные стали были разбиты на группы (табл.
Таблица 1.
Условные группы пластичности стали (Н.С. Кирвалидзе).
Прошиваемость Критическое обжатие, % Характерные марки стали.
Высокая. > 16,0 Х25Т.
Хорошая. >13,0−16,0 45.
Удовлетворительная >10,0−13,0 20, Х18Н10Т.
Низкая. 7,0−10,0 Х23Н18, 12Х1МФ.
Непрошиваемая. <7,0 ЭИ654.
Примечание. Обозначения сталей взято из работы [22].
В работах [11, 12, 66] прошиваемость определяли на недокатах заторможенных образцах) с установленным различным обжатием в пережиме валков. Этот метод более обоснован, чем в работе [67], так как прокатка проводится при том же напряженном состоянии, которое реализуется в прошивном стане до носка оправки. Недостатками конических образцов, является отсутствие стадии установившегося процесса и переменная схема напряженного состояния. Общим недостатком рассмотренных двух методов является оценка прошиваемости по параметру конечного формоизменения. Для другого стана, иной калибровки валков и угла подачи значения критического обжатия икр будут другие для одной и той же стали, т. е. не учитывается характер циклического формоизменения.
Подобное использование параметров конечного формоизменения характеризует и промышленные исследования на различных заводах [68, 69].
При объяснении причин пониженной пластичности и появления дефектов на трубах авторы работ [22, 23, 66, 68, 69] допускают недостаточно обоснованные утверждения как по вопросам напряженно-деформированного состояния, так и по вопросам металловедческого.
21 характера. Очевидно это можно объяснить методами исследования деформированного состояния [50], отсутствием систематизации о видах пониженной пластичности, появившихся позже [1].
Причины же разрушения должны быть увязаны со структурой металла и положением исследуемой зоны прошиваемой заготовки в очаге деформации.
Именно такой подход был использован в работах [70 — 74], выполненных на лабораторном прошивном стане для стали 12Х18Н10Т. Выбор этой стали обусловлен высокой степенью легирования: эта сталь аустенитного класса обладает пониженной пластичностью разных видов (по М. Я. Дзугутову [1]). Результаты этих работ представляют интерес для оценки качественного влияния обжатия перед носком оправки, угла подачи валков, зон очага деформации на склонность этой стали к разрушению.
Прошивка заготовок из сталей с пониженной пластичностью во многом зависит от настройки стана и калибровки инструмента. Одними из первых работ в этом направлении были исследования И. В. Дубровского и Л. И. Матлахова [75, 76], в которых предложена новая форма оправки и ее положение в очаге деформации. Вопросам калибровки инструмента в литературе посвящено большое количество работ [3, 9, 42 — 45, 48, 77, 78 и др.]. Однако в подобных исследованиях выводы были сделаны по параметрам конечного формоизменения (обжатия, размеры гильз и т. д.).
Интересные выводы на основании статистической обработки получены в работе [79], в которой выявлено влияние параметров настройки стана и калибровки инструмента на появление поверхностных дефектов на гильзах. К сожалению, выводы этой работы также сделаны по параметрам конечного формоизменения.
Попытка объяснить влиянием числа циклов на критическое обжатие сделана в работе В. С. Смирнова [80] и др., в которой.
22 варьировали углы подачи, а и конусности срь коэффициента осевой скорости. Однако расчетов числа циклов в работе не было сделано.
Наиболее обоснованно влияние числа циклов определено в последних работах японских исследователей [81, 82]. В этих работах сделана попытка для высоколегированных сталей выявить влияние параметров настройки на фактической плоскости с — в (где свыдвижение носка оправки, в — расстояние между валками в пережиме). Однако использование абсолютных величин с ив искажает выводы. Более правильно вести анализ через относительные величины, зависящие от в и с: обжатия в пережиме валков ип и перед носком оправки и0 [83].
Другим достоинством работ [81, 82] является введение относительного параметра X / Б3 (где X — расстояние от сечения захвата заготовки валками до носка оправки, Б3 — диаметр заготовки).
Из анализа литературы можно сделать следующие основные выводы:
1. При прошивке высоколегированных сталей основные выводы сделаны на основании параметров конечного формоизмененияцикличность формоизменения учитывалась гипотетически без обоснованного расчета числа циклов.
2. Учет особенностей винтового движения, сделанный в работах [7, 52, 54, 58 — 61], основан на методике [46], не учитывающей характер изменения коэффициента овализации предписанного (термин И. М. Павлова [26]) формой инструмента (валков, линеек) по длине очага деформации.
3. При определении времени деформации за каждый цикл ширину контактной поверхности рассчитывали по известным формулам для поперечной прокатки, не учитывающим особенностей винтового движения.
4. При расчете накопленной степени деформации сдвига по части или по всей длине очага деформации сопоставление различных режимов проводили по абсолютной величине Л£. Вопросы перераспределения по длине очага деформации в литературе не рассмотрены.
На основе этого целью настоящей работы является совершенствование процесса прошивки заготовок из сталей с различной исходной пластичностью на основе математической модели, экспериментальных исследований и анализа параметров циклического формоизменения по длине очага деформации.
При этом должны быть решены следующие задачи:
— разработка алгоритма для численного определения точек входа заготовки в контакт с направляющим инструментом и отрыва гильзы от направляющего инструмента;
— создание компьютерной методики для определения ширины контактной поверхности по линии винтового движения прошиваемой заготовки;
— установление связи между обжатием перед носком оправки и накопленной степенью деформации сдвига (параметром Одквиста) в зависимости от параметров процесса;
— определение предельной степени деформации для сталей с различной исходной пластичностью на основе обработки экспериментальных осциллограмм, полученных при высокотемпературных испытаниях на кручение;
— анализ существующих режимов прошивки заготовок из высоколегированных сталей на основе выявленных закономерностей циклического формоизменения по длине очага деформации и разработка на этой основе скорректированных таблиц прокатки.
ОСНОВНЫЕ ВЫВОДЫ.
Установлено, что изолированное определение параметров винтовой прокатки без учета их взаимосвязи повышает величину ошибки в расчетах. Вычисление взаимосвязанных параметров в рамках единой методики, выполнено с использованием созданных систем расчетных формул и исходных данных, граничных и логических условий, достаточно полных для расчета на персональном компьютере (ПК). По сравнению с известными в литературе алгоритмами для расчета параметров циклического формоизменения при винтовой прокатке в предлагаемой работе аналитически и численно определены:
— точки встречи заготовки с линейкой и выхода гильзы из контакта с линейкой за счет итерационного алгоритма учета изменения коэффициента вытяжки на каждом шаге подачи по длине очага деформации;
— коэффициент овализации, входящий в выражения для вычисления площади поперечного сечения, что позволило более обоснованно расчитывать и другие параметры при единичном обжатии в каждом цикле.
С использованием методики П. К. Тетерина определены геометрические параметры при каждом цикле деформации, включающие численные значения фактических углов конусности заготовки, точки встречи заготовки с валком и выхода заготовки из контакта с валком, расположенные в различных поперечных сечениях очага деформации при текущем единичном обжатии, что позволило впервые получить значения ширины контактной поверхности по спрогнозированной П. Т. Емельяненко линии винтового движения прошиваемой заготовки.
Предложена методика вычисления накопленной степени деформации при неполных значениях числа циклов, учитывающая форму и взаимное положение всего технологического инструмента (валков, оправки и направляющих линеек) в каждом конкретном случае. Разработана приближенная методика определения накопленной степени деформации за число циклов до носка оправки, позволившая в явном виде установить взаимосвязь параметра Одквиста с параметрами процесса прошивки: обжатием перед носком оправки, диаметром заготовки, гильзы и валка, углами подачи и конусности валков, коэффициентами осевой скорости и суммарной вытяжкикачественный анализ обобщенных выражений показал справедливость влияния различных факторов совпадением с экспериментами B.C. Смирнова, Я. Л. Ваткина и др. Предложена методика обработки диаграмм кручения при высоких температурах, позволившая установить оптимальные температуры нагрева заготовок из легированных сталей с различной исходной пластичностью и определить предельную степень деформации Лр до разрушения.
На примере 10 сталей с различной степенью легированности, содержащих от 2 до -37% легирующих элементов, по результатам обработки диаграмм кручения выявлены существенные различия в значении предельной степени деформации Лр при температурах максимальной пластичности. Это позволило сформулировать особенности разработки режимов прошивки заготовок из сталей с различной исходной пластичностью, которые должны включать неодинаковые ограничения по обжатиям перед носком оправки и0 и в пережиме валков ип, а также различные условия трения на контактных поверхностях с рабочим инструментом, что в первом приближении может быть учтено через коэффициент осевой скорости.
8. Приведены примеры рекомендаций величин обжатий и0 и ип и значения отношения X ЛЭ3 для конкретных сталей с различной исходной пластичностью.
9. С использованием усовершенствованной математической модели получено распределение параметров циклического формоизменения по длине очага деформации на каждом шаге подачи при прошивке заготовок для различных размеров готовых труб. К числу таких параметров относятся: коэффициент овализации, наружный и внутренний радиусы прошиваемой заготовки, ширина контактной поверхности, углы фактической конусности и контакта с валком в меридиональном сечении, шаг подачи, коэффициенты и скорость деформации, степень деформации сдвига, коэффициент вытяжки.
10. Выявлены зависимости накопленной степени деформации сдвига и числа циклов до различных сечений очага деформации в зависимости от углов подачи и входного конуса валков, коэффициентов овализации, осевой и тангенциальной скорости, диаметра прошиваемых заготовок и толщины стенки гильзы (коэффициент вытяжки).
Показано, что перенастройкой прошивного стана можно добиваться перераспределения параметров циклического формоизменения по длине очага деформации.
11. Режимы прошивки заготовок из высоколегированных сталей для ТПА 140−1 ОАО «Первоуральский Новотрубный завод» представлены на факторной плоскости обжатий в пережиме валков и&bdquo- - перед носком оправки щ. «Анализ» этих режимов при различных отношениях Х/03 позволил выявить область режимов, которые обеспечивают пониженную вероятность появления внутренних и наружных поверхностных дефектов, а также режимы, требующие перенастройки.
12. Разработана методика перенастройки прошивного стана, позволяющая в зависимости от технологических задач корректировать параметры настройки, обеспечивающие требуемые значения обжатий в пережиме валков и перед носком оправки с получением рекомендуемых значений отношения X/D3. На основании этого предложены новые параметры настройки прошивного стана для заготовок из углеродистых и высоколегированных сталей, в том числе и для получения труб одного и того же размера при использовании заготовок различного диаметра.
13. Рекомендации по настройке прошивного стана для альтернативных заготовок были проверены на математической модели через параметры циклического формоизменения и по критерию Одквиста. Выявлено снижение значения накопленной степени деформации для новых режимов прошивки заготовок, что позволило прогнозировать снижение склонности к образованию поверхностных дефектов.
14. Предложенные рекомендации переданы на ОАО «ПНТЗ» для использования на прошивных станах ТПА 140−1 и 220 при разработке альтернативных режимов прошивки заготовок различного диаметра для получения труб одного и того же размера.
Список литературы
- Дзугутов М.Я. Пластическая деформация высоколегированных сталей и сплавов. М.: «Металлургия», 1971. — 422 с.
- Голубчик P.M., Потапов И. Н. Технология производства труб с использованием станов винтовой прокатки. НИИИНФОРМТЯЖМАТТТ, П-76−30. Москва, 1976. 57 с.
- Данилов Ф.А., Глейберг А. З., Балакин В. Г. Производство стальных труб горячей прокаткой. М.: Металлургиздат, 1954. — 597 с.
- Потапов И.Н., Коликов А. П., Данченко В. Н. и др. Технологии производства труб. М.: «Металлургия», 1994. — 528 с.
- Виноградов А.Г. Трубное производство. М.: «Металлургия», 1981. -343 с.
- Друян В.М., Чукмасов A.C., Гуляев Ю. Г. Теория и технология трубного производства. Днепропетровск. Идз-во Днепр — ВАЛ., 2000. — 574 с.
- Голубчик P.M. Теоретические основы технологии прокатки и калибровки инструмента косовалковых станов для совершенствования производства горячекатанных труб. Москва, 1996 (докторская диссертация).
- Голубчик P.M., Полухин П. И., Матвеев Ю. М. и др. Исследование процессов производства труб. -М.: «Металлургия», 1970. 326 с.
- Емельяненко П.Т., Теория косой и пилигримовой прокатки. М.: Металлургиздат, 1949.-491 с.
- Финкельштейн Я.С. Теоретические и технологические основы интенсификации процесса прошивки и улучшения качества гильз на станах поперечно-винтовой прокатки. Челябинск, 1967 (докторская диссертация).
- Чекмарев А.П., Матвеев Ю. М., Выдрин В. Н., Финкельштейн Я. С. Интенсификация поперечно-винтовой прокатки. М.: «Металлургия», 1970. — 184 с.
- Потапов И.Н., Полухин П. И. Новая технология винтовой прокатки. -М.: Металлургия, 1975. 343 с.
- Потапов И.Н., Полухин П. И. Технология винтовой прокатки (2-е издание). М.: «Металлургия», 1990. — 344 с.
- Осадчий В.Я. Исследование и совершенствование процесса поперечно-винтовой прокатки. Ленинград, 1967 (докторская диссертация).
- Урин Ю.Л. Исследование процесса поперечно-винтовой прокатки и разработка комплексного расчета его параметров. Челябинск, 1969 (кандидатская диссертация).
- Голубчик P.M., Блохин В. В., Свистунов Е. А., Алехин А. Ф. Физические основы расчета параметров формоизменения при винтовой прокатке. В сб. «Производство оборудования для тепловых электростанций» (МЭИ), вып. 130. М.: Изд-во МЭИ, 1972, с. 101 108.
- Остренко В.Я., Миронов Ю. М., Барсук Ю. А. Определение шага подачи при прошивке заготовок. В сб. «Производство труб» (ВНИТИ), вып. 22.-М.: «Металлургия», 1969, с. 19−24.
- Голубчик P.M., Свистунов Е. А. Настройка стана и дробность деформации при прошивке. В сб. «Производство оборудования для тепловых электростанций» (МЭИ), вып. 130. М.: Изд-во МЭИ, 1972, с. 96−100.121
- Белевитин В.А. Исследование объемного течения металла и оптимизация режимов деформирования поперечно-винтовой прокатки. Москва, 1977 (кандидатская диссертация).
- Голубчик P.M., Воронцов В. К., Белевитин В. А. Совершенствование процесса винтовой прокатки при постоянной и переменной вытяжках. В сб. «Материалы и технология в энергомашиностроении» (МЭИ), вып. 369. М.: Изд-во МЭИ, 1978, с. 84−88.
- Чекмарев А.П., Ваткин Я. Л., Ханин М. И., Биба В. И., Кирвалидзе Н. С. Прошивка в косовалковых станах. М.: «Металлургия», 1967. — 240 с.
- Кирвалидзе Н.С. Деформация металла в станах косой прокатки и улучшение качества гильз из легированных и высоколегированных сталей. Днепропетровск, 1965 (кандидатская диссертация).
- Чекмарев А.П., Друян В. М. Теория трубного производства. М.: Металллургия, 1976. — 304 с.
- Павлов И.М. Гиперболический параболоид объемной деформации. Металлург, 1935, № 2, с. 88−100.
- Павлов И.М. Теория прокатки М.: Металлург-издат, 1950. — 610 с.
- Голубчик P.M., Шелест А.Е, Меркулов Д. В. Использование методологии И. М. Павлова при анализе формоизменения полых заготовок. Металлы, 2001, № 2, с. 30−33.
- Колмогоров B.JI. Напряжения. Деформации. Разрушение. М.: «Металлургия», 1970. — 230 с.
- Воронцов В.К. Напряжения, деформации и оптимальные режимы пластического формоизменения. Москва, 1971 (докторская диссертация).
- Полухин П.И., Воронцов В. К., Потапов И. Н. Инженерный анализ напряженно-деформированного состояния металла при поперечной и винтовой прокатке. В сб. «Пластическая деформация металлов и сплавов» (МИСиС), вып. 85.-М.: «Металлургия», 1975, с. 182−191.122
- Голубчик P.M. Определение степени использования ресурса пластических свойств при горячей обработке металлов давлением. Металлы, 1998, № 6, с. 44−47.
- Жаворонков В.А. Теоретические и экспериментальные исследования процесса винтовой прокатки круглых профилей переменного сечения на трехвалковых станах. Москва, 1972 (докторская диссертация).
- Жаворонков В.А., Мухин Г. Г., Леваева Г. В. Исследование процесса винтовой прокатки круглых профилей из литых заготовок. Известия вузов, Машиностроение, 1974, № 4, с. 139−141.
- Романенко В.П. Исследование деформирования сплошной заготовки на стане винтовой прокатки. Москва, 1975 (кандидатская диссертация).
- Зимин В.Я. Исследования процесса деформирования непрерывно литых заготовок в станах винтовой прокатки. Москва, 1981 (кандидатская диссертация).
- Ганаго O.A. и др. Повышение качества стальных непрерывнолитых заготовок прокаткой на винтовых станах. Технология легких сплавов, 1983, № 8, с. 51−53.
- Шапиро В.Я. и др. Возможности улучшения микроструктуры при поперечно-винтовой прокатке титановых прутков. Технология легких сплавов, 1983, № 8, с. 48−50.
- Бережной В.В. и др. Совершенствование процесса винтовой прокатки круглой стали из сплошных непрерывнолитых заготовок. Черная металлургия, 1987, вып. 16 (1044), с. 53−55.
- Стрелецкий В.В., Никулин А. Н. Особенности деформации литых заготовок при винтовой прокатке в трехвалковом стане. Металлы, 1996, № 6, с. 52−56.
- Тюрин В.А. Теория и процессы ковки слитков на прессах. М.: «Машиностроение», 1979. — 240 с.123
- Тюрин В.А. Дополнительные макросдвиги при пластической деформации слитков, непрерывно-литых и прокатанных заготовок. В кн. «Черная металлургия России и СНГ в XXI веке», т. 4. М.: «Металлургия», 1994, с. 33−35.
- Тетерин П.К. Калибровка отправок прошивных станов. Сб. «Обработка металлов давлением», вып. III. Металлургиздат, 1954, с. 254−267.
- Тетерин П.К. Вопросы теории косой прокатки, Москва, 1958 (докторская диссертация).
- Тетерин П.К. Теория поперечно-винтовой прокатки. М.: «Металлургия», 1971. — 368 с.
- Тетерин П.К. Теория поперечно-винтовой прокатки (2-е издание). -М.: «Металлургия», 1983. 270 с.
- Golubchik R.M., Lebedev A.V. New methods piercing mills setting relaring to the cyclic forming of hollows. History and future of seemless steel tubes (7-th International Conference)/ Karlovy Vary, 1990, November, p. 1/8−117.
- Тетерин П.К. Анализ сил и условия захвата в станах косой прокатки. В сб. «Обработка металлов давлением», вып. IV. М.: Металлургиздат, 1956, с. 76−82.
- Фомичев И.А. Косая прокатка. Харьков, Металлургиздат, 1963. 262 с.
- Пляцковский O.A. Анализ действия сил и условия захвата в станах косой прошивки и прокатки. Сб. трудов УкрНИТИ, вып. I. Харьков, Металлургиздат, 1959, с. 19−34.
- Пляцковский O.A. Деформация металла в станах винтовой прокатки. Москва, 1963 (докторская диссертация).
- Осадчий В.Я. Анализ действия сил в станах винтовой прокатки. В сб. «Теория прокатки». М.: Металлургиздат, 1962, с. 548−555.
- Блохин B.B. Исследование условий деформируемости без разрушения при прошивке трубной заготовки. Москва, 1972 (кандидатская диссертация).
- Голубчик P.M., Новодережкин В. П., Полухин П. И. и др. Применение ЭВМ для математического моделирования и совершенствования режимов формоизменения при прошивке. В сб. «Применение ЭВМ в металлургии» (МИСиС), вып. 82. М.: «Металлургия», 1974, с. 225 234.
- Голубчик P.M., Полухин П. И., Блохин В. В. Математическое моделирование процесса прошивки. В кн. «Теория прокатки». М.: «Металлургия», 1975, с. 312−317.
- Колмогоров B. JI, Богатов A.A., Мигачев Б. А., и др. Пластичность и разрушение. М.: «Металлургия», 1977. — 336 с.
- Богатов A.A., Межирицкий О. И., Смирнов С. В. Ресурс пластичности металла при обработке металлов давлением. -М.: «Металлургия», 1984. 144 с.
- Колмогоров B.JI. Механика обработки металлов давлением. М.: «Металлургия», 1986. — 688 с.
- Голубчик P.M. Применение ЭВМ для оптимизации режимов формоизменения при винтовой прокатке. Теория и технология процессов пластической деформации (труды н.-т. конференции). М.: МИСиС, 1997, с. 289−294.
- Голубчик P.M., Клемперт Е. Д., Лебедев A.B., Меркулова Н. Е. Совершенствование режимов прошивки заготовок из высоколегированных сталей. Черная металлургия, 1997, вып. 5−6, с. 35−39.
- Голубчик P.M., Клемперт Е. Д., Лебедев A.B., Меркулов Д. В., Меркулова Н. Е., Васильев С. Л. Совершенствование режимов и оправок при производстве горячекатаных труб. Черная металлургия, 1998, № 7−8, с. 35−41.
- Полухин П.И., Голубчик P.M., Зельдович Л. С. Определение площади соприкосновения металла с валками при прошивке. Сталь, 1961, № 7, с. 626−629.
- Чекмарев А.П. и др. Пути интенсификации процесса косой прокатки. В сб. «Обработка металлов давлением», вып. 5. М.: Металлургиздат, 1959, с. 94−113.
- Друян В.М. Теоретические основы и разработка эффективной технологии процессов раскатки бесшовных труб. Днепропетровск, 1982 (докторская диссертация).
- Ханин М.И. Теоретические основы и разработка прогрессивной технологии стационарных и нестационарных процессов винтовой прокатки. Днепропетровск, 1987 (докторская диссертация).
- Кирвалидзе Н.С., Коробочкин И. Ю. Упрощенный метод испытания металла на прошиваемость. Заводская лаборатория, 1958, № 7, с. 7172.
- Кауфман М.М., Ослон Н. Л., Пляцковский О.А, Тетерин П. К. Прошивка легированных сталей. Сталь, 1953, № 6, с. 528−531.126
- Пляцковский O.A., Коробочкин И. Ю., Кирвалидзе Н. С. Новое в технологии производства высоколегированных труб. Сталь, 1959, № 5, с. 436−441.
- Голубчик P.M., Кротова H.A., Столетний М. Ф. и др. Структурные зоны в очаге деформации при прошивке заготовок из стали 12Х18Н10Т. В сб. трудов МЭИ, вып. 225. М.: Изд-во МЭИ, 1975, с. 80−84.
- Голубчик P.M., Потапова М. С., Кротова H.A. и др. Трещинообразование при прошивке заготовок из стали 12Х18Н10Т. Там же, с. 85−89.
- Полухин П.И., Голубчик P.M., Воронцов В. К. и др. Причины пониженной пластичности стали 12Х18Н10Т при винтовой прошивке труб. С сб. «Теория и технология обработки металлов давлением» (МИСиС), вып. 94. М.: «Металлургия», 1976, с. 29−33.
- Полухин П.И., Голубчик P.M., Воронцов В. К. и др. Изменение структуры при прошивке заготовок. В сб. «Теория и технология деформации металлов» (МИСиС), вып. 96. М.: «Металлургия», 1976, с. 61−65.
- Golubchik R.M., Krotova N.A., Koroljov V.l. Besonderheiten der Formaederung und Zerstoerung von hochlegiertem Stahl beim Walzen und Lochen im Schagwalzwerk. Neue Huette, 1982, no. 5., s. 281−293.
- Дубровский И.В., Матлахов JI.И. Расположение оправки и образование плен на трубах. Сталь, 1947, № 7, с. 61−62.
- Дубровский И.В., Матлахов Л. И. Новая форма оправок для станов Штифеля. Сталь, 1946, № 1, с. 74−76.
- Чекмарев А.П., Пляцковский O.A., Ваткин Я. Л. Исследование калибровки инструмента трубопрокатного агрегата с автоматическим станом. Бюл. ЦИИН 4M, 1951, № 9, с. 26−28.127
- Фомичев И.Ф. Калибровка валков и оправок прошивных станов. Сб. «Обработка металлов давлением», вып. III. M.: Металлургиздат, 1954, с. 232−253.
- Ваткин Я.Л., Бибик Г. А. Пути повышения качества труб. Днепропетровск. Промшь, 1969. — 78 с.
- Смирнов B.C., Анисифоров В. П., Васильчиков М. В. и др. Поперечная прокатка в машиностроении. М. — Л.: Машгиз, 1957. — 375 с.
- Hayashi С., Yamakawa T. ISIJ. Intern, 1998, v. 37, № 11, p. 1255.
- Матвеев Б.Н., Голубчик P.M. Новые исследования процесса прошивки заготовок в косовалковых станах. Сталь, 2000, № 9, с. SS-SS.
- Павлов И.М. К вопросу о взаимодействии обрабатывающего инструмента и пластически деформируемого тела. Изв. АН СССР (ОТН), 1949, № 1.С. 85−89.
- Голубчик P.M., Клемперт Е. Д., Лебедев A.B., Меркулова Н. Е. Особенности расчета таблиц прокатки на трубопрокатных агрегатах с автоматическим раскатным станом. Сталь, 1998. № 6. С. 47−50.
- Golubchik R.M., Klempert E.D., Lebedev A.V. Vervollkommnyng der Umformtechnologie beim Warmwalzen von Rohren. Neue Hutte. 1990, No. 5, s. 172−176.
- Голубчик P.M., Меркулов Д. В., Чепурин M.B. Совершенствование алгоритма расчета параметров циклического формоизменения при винтовой прокатке. Производство проката, 1999, № 6, с. 19−24.128
- Golubchik R.M., Merkulov D.V. Features of calculation of cyclic forming at billet piecing in screw-roll piercing mill. Acta Metallurgica Slovaca. Kosice, 1999, № l, p. 217−220.
- Миронов Ю.М. Геометрические и силовые параметры процесса косой прокатки. Днепропетровск, 1966 (кандидатская диссертация).
- Тетерин П.К. Геометрия косой прокатки. В сб. «Прокатное и трубное производство» (приложение к журналу «Сталь»). М.: Металлургиздат, 1958, с. 243−258.
- Матвеев Ю.М., Полухин П. И., Голубчик P.M. и др. Геометрия очага деформации стана поперечно-винтовой прокатки. В сб. «Производство сварных и бесшовных труб» (УралНИТИ), вып. IX. -М.: «Металлургия», 1968, с. 124−141.
- Чекмарев А.П., Ваткин Я. Л., Умеренков В. Н. Определение геометрических параметров очага деформации в станах косой прокатки. В сб. «Обработка металлов давлением» (ДМетИ), вып. LII. -М.: «Металлургия», 1967, с. 124−141.
- Потапов И.Н., Ольховой В. Г. Расчет геометрических параметров в станах поперечно-винтовой прокатки с помощью ЭВМ. В сб. «Пластическая деформация металлов и сплавов» (МИСиС), вып. 71. -М.: «Металлургия», 1972, с. 138−144.
- Потапов И.Н., Ларин Э. Н., Горбатюк С. М. и др. Анализ геометрических параметров процесса винтовой прокатки. В сб. «Пластическая деформация металлов и сплавов» (МИСиС), вып. 150. -М.: «Металлургия», 1983, с. 48−54.
- Горбатюк С.М. Проектирование валков стана винтовой прокатки. Сталь, 1999, № 12, с. 54−57.
- Горбатюк С.М. Проектирование клетей станов винтовой прокатки на основе анализа кинематических параметров процесса. Сталь, 2000, № 10, с. 61−63.129
- Миронов Ю.М. Геометрические параметры процесса косой прокатки. В сб. «Производство труб» (УкрНИТИ), вып. 6. М.: Металлургиздат, 1962.
- Кюммерлинг Р. Поперечно-винтовая прокатка труб. Черные металлы, 1989, № 10, с. 9−16.
- Финкелыптейн Я.С., Урин Ю. Л. Определение границы контактной поверхности по линии отрыва металла от валков при винтовой прокатке. В сб. «Производство сварных и бесшовных труб» (УралНИТИ), вып. VIII. М.: «Металлургия», 1967, с. 90−95.
- Чекмарев А.П., Биба В. И. Контактная поверхность очага деформации стана косой прокатки. В сб. «Прокатное производство» (ИЧМ), вып. XXI. М.: Металлургиздат, 1965, с. 169−192.
- Биба В.И. Некоторые вопросы динамики и кинематики процесса прошивки в косовалковых станах. Днепропетровск, 1966 (кандидатская диссертация).
- Воронцов В.К., Полухин П. И., Белевитин В. А., Бринза В. В. Экспериментальные методы механики деформируемых твердых тел (технологические задачи обработки давлением). М.: «Металлургия», 1990. — 480 с.
- Голубчик P.M., Зиайя Д., Краллич Д. Определение степени использования ресурса пластичности в условиях приближенного моделирования. В сб. «Материалы и технология в энергомашиностроении» (МЭИ), вып. 369. М.: Изд-во МЭИ, 1978, с. 81−84.
- Поздеев A.A., Тарновский В. И., Еремеев В. И., Баакашвили B.C. Применение теории ползучести при обработке металлов давлением. М.: «Металлургия», 1973. — 192 с.
- Миленный К.Ф. Исследование кинематики, контактных напряжений и напряженного состояния при поперечной прокатке. Москва, 1968 (кандидатская диссертация).130
- Зайончик JI.И. Исследование процесса поперечно-винтовой прокатки с использованием поляризационно-оптического метода. Москва, 1966 (кандидатская диссертация).
- Ильюшин A.A. Некоторые основные задачи теории пластичности. Известия АН СССР, 1949, № 12, с. 71 -77.
- Биргер И.А. Круглые пластинки и оболочки вращения. М.: ГОНТИ, 1961.-291 с.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В. Оценка режимов прошивки заготовок с учетом циклического формоизменения при винтовой прокатке. Металлы, 2000, № 5, с. 60−62.
- Богатов A.A., Швейкин В. П., Смирнов C.B. Механические свойства низколегированных сталей 22ГЮ и 09Г2С после термомеханической обработки. Обработка металлов давлением (межвуз. сб. науч. тр.). -Екатеринбург, 1990. С. 39−45.
- Голубчик P.M., Нодев Э. О., Белевитин В. А., Королев В. И. Совершенствование режимов прошивки заготовок на косовалковых станах. Чер. Металлургия, 1985, № 9 (989), с. 39−41.
- Перетятько В. Н и др. Оценка повреждаемости при горячем кручении. В сб. «Обработка металлов давлением» (УПИ). Свердловск, 1982, с. 81−84.
- Безухов Н.И. Теория упругости и пластичности. М.: ГИТТЛ, 1953. -420с.
- Губкин С.И. Пластическая деформация металлов, т.1. М.: Металлургиздат, 1960. -376с.131
- Голубчик P.M., Меркулов Д. В., Чепурин M.B. Особенности расчета параметров формоизменения при винтовой прокатке. Труды III межд. конгресса прокатчиков. М.: «Черметинформация», 2000, с. 450−453.
- Голубчик P.M., Меркулов Д. В. Определение параметров циклического формоизменения при винтовой прокатке. Металлургическая и горнорудная промышленность, 2000, № 8−9, с. 285−287.
- Полухин П.И., Осадчий В. Я., Голубчик P.M. Экспериментальное исследование процесса прошивки. Известия вузов, Черная металлургия, 1961, № 7, с. 88−96.
- Потапов И.Н. Исследование скоростных и силовых условий процесса поперечно-винтовой прокатки. Москва, 1965 (кандидатская диссертация).
- Ведякин Н.М. О рациональной форме оправок прошивных станов. Сталь. 1974, № 2, с. 537−541.
- Ведякин Н.М. Элементы совершенствования процесса винтовой прокатки. Свердловск, 1975 (кандидатская диссертация).
- Шейх-Али А. Д. Исследование процесса прошивки при повышенных углах подачи. Москва, 1968 (кандидатская диссертация).
- Романцев Б.А. Качество гильз и труб при прокатке в области больших углов подачи. Москва, 1972 (кандидатская диссертация).
- Полухин П.И., Осадчий В. Я., Голубчик P.M. и др. Скоростные условия процесса прошивки. В сб. «Обработка металлов давлением (ИМЕТ, МЭИ, МИСиС), вып. XLIV. М.: Изд-во МЭИ, 1963, с. 208 215.
- Голубчик P.M., Меркулов Д. В., Меркулова Н. Е., Белевитин В. А. Теоретический метод проектирования технологического процесса винтовой прокатки для сталей с различной исходной пластичностью.132
- Проблемы сварки, металлургии и родственных технологий (труды II межд. н.-т. конференции). Тбилиси, 1997, с. 114−126.
- Ваткин Я.Л., Гуляев И. Н., Слесарчик С. Д. и др. Влияние диаметра заготовки на качество труб. Сталь, 1964, № 10, с. 917−922.
- Голубчик P.M., Клемперт Е. Д., Литвинова И. Н., Титова C.B., Меркулов Д. В. Совершенствование оправок для прошивки заготовок из высоколегированных сталей. Производство проката, 1999, № 12, с. 24−27.
- Клемперт Е.Д. Исследование точности труб с агрегата с трехвалковым станом и разработка путей ее повышения. Свердловск, 1974 (кандидатская диссертация).
- Столетний М.Ф., Клемперт Е. Д. Точность труб. М.: Металлургия, 1975.-239 с.
- Пляцковский O.A., Ослон Н. Л., Нодев Э. О. Прокатка труб средних диаметров из нержавеющей стали с повышенными коэффициентами деформации. В сб. «Обработка металлов давлением» (вып. V). М.: Металлургиздат, 1959, с. 129−142.
- Потапов И.Н., Романцев Б. А., Попов В. А., Гончарук A.B., Шаманаев В. И. Технологический инструмент для винтовой прошивки. Авт. свид. СССР, № 753 305. Бюлл. изобр., 1980, № 29.
- Гончарук A.B., Романцев Б. А., Володин В. В., Попов В. А. Способ винтовой прокатки. Патент РФ, № 1 807 898. Бюлл. изобр., 1993, № 13.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В., Титова C.B. Альтернативные режимы прошивки заготовок на трубопрокатных агрегатах с автоматическим раскатным станом. Труды III межд. конгресса прокатчиков. -М.: АО «Черметинформация», 2000, с. 453 458.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В. и др. Совершенствование процесса прошивки заготовок из сталей сразличной исходной пластичностью. Металлургическая и горнорудная промышленность, 2000, № 8−9, с. 283−285.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В., Титова C.B. Повышение эффективности процесса прошивки заготовок с учетом исходной пластичности. Сталь, 2001, № 1, с. 55−59.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В. и др. Новая методика расчета параметров настройки прошивных косовалковых станов. Производство проката, 2001, № 8, с. 20−23.
- Голубчик P.M., Клемперт Е. Д., Меркулов Д. В. и др. Совершенствование прошивки заготовок из сталей с разной исходной пластичностью. Черная металлургия, 2001, № 9, с. 39−42.