Повышение стабильности параметров точности шлифованных поверхностей качения колец подшипников на основе многопараметрового активного контроля
Методы и средства исследований. Теоретические исследования основаны на методах теории автоматического управления, численном моделировании динамики съема припуска и изменения отклонений геометрических параметров точности. Экспериментальные исследования проводились на внутришлифовальных станках SIW-4/1, оснащенных экспериментальным образцом микропроцессорного прибора многопараметрового активного… Читать ещё >
Содержание
- 1. Современное состояние автоматического управления шлифовальной обработкой
- 1. 1. Автоматическое управление шлифованием
- 1. 2. Современные средства активного контроля шлифования шлифовальной обработки
- 1. 3. Средства разработки приборов активного контроля шлифования шлифовальной обработки
- 1. 4. Повышение стабильности точности колец подшипников при шлифовании на основе многопараметрового активного контроля. Постановка задачи исследования
- 2. Повышение стабильности параметров точности шлифованных поверхностей на основе многопараметрового активного контроля
- 2. 1. Многопараметровый активный контроль, включенный в систему мониторинга шлифовальной обработки
- 2. 2. Исправление отклонений параметров точности при шлифовальной обработке
- 2. 3. Управление процессом шлифования с корректированием припусков переключения подач
- 2. 4. Формирование ограничений на величину подачи с учетом исправления отклонения параметров точности
- 2. 5. Численное моделирование управления шлифованием с корректированием припусков переключения подач
- 2. 6. Выводы
- 3. Экспериментальное исследование управления точностью геометрических параметров колец подшипников при многопараметровом активном контроле шлифованием
- 3. 1. Методика и результаты формирования ограничений для обеспечения заданных свойств поверхностного слоя
- 3. 2. Методика и результаты исследования динамики изменения отклонений геометрических параметров точности при шлифовании
- 3. 3. Апробация метода повышения стабильности параметров точности колец подшипников
- 3. 4. Выводы
- 4. Реализация аппаратного и программного обеспечения многопараметрового активного контроля
- 4. 1. Аппаратное обеспечение многопараметрового активного контроля
- 4. 2. Структура управляющего программного обеспечения микропроцессорного прибора активного контроля
- 4. 3. Лингвистическое обеспечение многопараметрового активного контроля
- 4. 4. Результаты внедрения экспериментального образца микропроцессорного прибора многопараметрового активного контроля
Повышение стабильности параметров точности шлифованных поверхностей качения колец подшипников на основе многопараметрового активного контроля (реферат, курсовая, диплом, контрольная)
Существенное влияние на эксплуатационную надёжность подшипников оказывает шлифовальная обработка колец. Стабильность качества шлифования поверхностей качения колец подшипников достигается путем относительного увеличения количества шлифовальных операций, снижением напряженности режима обработки. При этом время «шлифования воздуха» и время на переходные процессы, в течение которого часть подачи расходуется на упругое деформирование узлов станочной системы, могут составлять более половины времени обработки. При разбиении процесса удаления припуска более чем на две-три шлифовальные операции вся обработка осуществляется в нестационарном режиме, что приводит к снижению качества обработки, как в отношении геометрической точности, так и в отношении физико-механических свойств поверхностного слоя.
В этих условиях основным способом повышения точности и производительности операций шлифования является осуществляемый одновременно с обработкой контроль текущего значения размера заготовки, т. е. активный контроль (АК), с формированием команд на переключение скорости подачи. Формирование команд осуществляется либо только по текущему припуску, либо, при применении многопараметрового АК (МАК), с учетом и других параметров режима обработки. Повышению качества прецизионных изделий способствует разработка и внедрении на предприятии системы мониторинга технологического процесса (СМТП).
В работах Д. Г. Евсеева, A.B. Королева, E.H. Маслова, С. Г. Редько, А. Н. Резникова и других ученых установлены основные закономерности формирования физико-механических свойств при шлифовании.
Вопросы управления шлифованием на основе методов АК размеров рассмотрены в работах С. С. Волосова, З. Ш. Гейлера, В. Н. Михелькевича, М. М. Тверского, В. Д. Эльянова и других исследователей.
В работах Б. М. Бржозовского, A.A. Игнатьева, В. В. Мартынова рассмотрен мониторинг процесса шлифования, направленный на обеспечение стабильной обработки деталей подшипников с заданным качеством.
Однако, методы повышения точности шлифовальной обработки колец подшипников на основе МАК не достаточно разработаны. Повышение требований к качеству подшипников и их конкурентоспособности обусловливает необходимость совершенствования технологического процесса (ТП), в том числе за счет совершенствования управления на основе внедрения микропроцессорного прибора МАК (МПМАК), обеспечивающим стабильность овальности, гранности и волнистости шлифованных поверхностей, и программно-математического обеспечения (ПМО) взаимодействия с СМТП.
Цель работы — повышение стабильности параметров точности шлифованных поверхностей качения колец подшипников развитием функциональных возможностей микропроцессорных средств многопараметрового активного контроля, включенного в систему мониторинга технологического процесса.
Методы и средства исследований. Теоретические исследования основаны на методах теории автоматического управления, численном моделировании динамики съема припуска и изменения отклонений геометрических параметров точности. Экспериментальные исследования проводились на внутришлифовальных станках SIW-4/1, оснащенных экспериментальным образцом микропроцессорного прибора многопараметрового активного контроля, с использованием прибора вихретокового контроля ПВК-2М (зарегистрированного в Государственном реестре средств измерения под № 26 079−03) для контроля физико-механических свойств поверхностного слоя, кругломеpa Talyrond 73. Обработка результатов измерений осуществлялась с помощью программы для численного анализа GNU Octave. Экспериментальные исследования процесса шлифования проводились в производственных условиях ОАО «Саратовский подшипниковый завод».
Научная новизна работы заключается в следующем:
1. Разработан метод повышения стабильности точности шлифовальной обработки колец подшипников на основе многопараметрового активного контроля величины, скорости снятия и спектра припуска, величины и спектра вибрации жесткой опоры, основанный на определении отклонений параметров точности по амплитуде спектральных составляющих припуска заготовки и регулировании по ним поперечной подачи.
2. Построена модель процесса внутреннего шлифования в виде передаточной функции, связывающей перемещение режущей кромки шлифовального круга на текущем и предыдущем оборотах детали, позволяющая вычислить амплитудно-частотную характеристику динамической системы круг-деталь, характеризующую исправляющую способность процесса шлифования в виде коэффициентов изменения спектральных составляющих припуска, и позволяющую осуществить численное моделирование изменения величины отклонений параметров точности при шлифовальной обработке.
3. Разработаны методическое обеспечение активного контроля, алгоритм и программное обеспечение МПМАК, включающие формирование дополнительных ограничений на величину поперечной подачи для исправления геометрических параметров детали с заданной точностью, сбора и передачи статистической информации об амплитудах спектральных составляющих припуска заготовки и коэффициентов их изменения в СМТП для принятия решения о подналадке или ремонте станка и корректировке требований к точности заготовок.
Практическая ценность и реализация результатов работы. Апробирован разработанный метод повышения стабильности параметров точности (овальности, гранности, волнистости) колец подшипников с использованием МПМАК. На базе промышленной ЭВМ «Барс» разработаны экспериментальный образец и ПМО МПМАК, включающие подсистемы контроля комплекса параметров режима шлифования в реальном времени (припуск, скорость съема припуска спектральные составляющие припуска в диапазоне частот от 10 до 40 Гц, вибрация жесткой опоры) и включения в СМТП с накоплением в базе данных информации об исправляющей способности процесса шлифования и статистической информации об отклонениях геометрических параметров заготовок, поступающих на чистовое шлифование. Результаты работы использованы в рамках программы разработки и внедрения специальных технических средств совершенствования системы обеспечения качества, действующей на ОАО «Саратовский подшипниковый завод», что подтверждено актом внедрения.
Апробация работы. Основные положения работы докладывались на 4 конференциях различного уровня: Всероссийской конференции «Теплофи-зические и технологические аспекты управления качеством в машиностроении» (Тольятти, 2005 г.), Международных научно-технических конференциях «Материалы и технологии XXI века» (Пенза, 2006 г.), «Проблемы и перспективы прецизионной механики и управления в машиностроении» (Саратов, 2006 г.), «Процессы абразивной обработки, абразивные инструменты и материалы» (Волжский, 2006 г.), а также на заседаниях кафедры «Автоматизация и управление технологическими процессами» СГТУ в 2004;2007 гг.
Публикации. По теме диссертации опубликовано 15 работ, в том числе 2 в журналах, включенных в список ВАК.
Структура и объем работы. Диссертация состоит из введения, четырех глав, заключения, списка использованной литературы из 125 наименований. Содержит 122 страницы основного текста, 40 рисунков, 3 таблицы.
Результаты работы отражают первые 7 этапов создания МПМАК.
Экспериметальный образец МПМАК реализует управление циклом шлифования по величине припуска, скорости снятия припуска и уровню вибрации жесткой опоры, а также обеспечивает сбор информации для СМТП и коррекцию цикла шлифования по информации из системы мониторинга. Информация, передаваемая в СМТП, включает информацию об изменении скорости снятия припуска и вибрации жесткой опоры в процессе шлифованиявеличине и видах отклонений параметров заготовокспособности процесса шлифования исправлять выявленные отклонения параметров точности детали. Отклонения параметров точности характеризуются амплитудами составляющих спектра сигнала датчика линейного размера. Способность процесса шлифования исправлять выявленные отклонения геометрии детали определяется как отношение амплитуды соответствующих составляющих спектра линейного размера в начале и конце цикла шлифования.
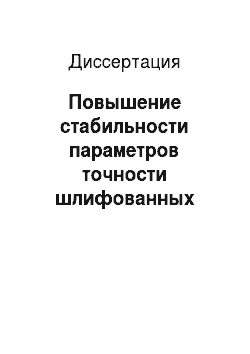
На рис. 4.1 показана функциональная схема активного контроля, осуществляемого МПМАК. Обрабатываемое кольцо 1, установленное на бабке изделия 2, обрабатывается шлифовальным кругом 3. Измерительные наконечники индуктивных датчиков ДП1 и ДП2 контактируют с обрабатываемой поверхностью кольца. Датчик вибрации ДВ установлен на жесткой опоре кольца. Преобразователи ПР1-ПРЗ, соединенные с датчиками, преобразуют переменное напряжение в постоянное и подают его на плату АЦП. Управляющее ПО МПМАК считывает дискретные значения сигналов датчиком и формирует команды в блок управления БУ на переключение подачи. Перемещение бабки изделия в направлении подачи осуществляется двигателем.
Дв.
Экспериметальный прототип МПМАК (рис. 4.2) построен на базе промышленной ЭВМ «Барс» WS-855A-R30 с процессором Intel Pentium 4 2.8 ГГц, 512 МБ ОЗУ, оснащеннод платой АЦП Advantech PCI 1713 и платой дискретного ввода и релейного вывода Advantech PCI 1760. В качетсве преобразователей ПР1 — ПРЗ и блока управления БУ использованы соответсвующие платы прибора активного контроля «ЭКОМ-Ю5».
Сопоставительные данные по характеристикам приборов АК различных фирм приведены в таблице 4.1. Они показывают, что разработанный экспериментальный образец МПМАК имеет наибольшие потенциальные возможности.
ДП1 П1.
ДВ П2.
ДП2 ПЗ.
Дв — БУ.
Плата АЦП.
Плата релейного вывода.
ЭВМ.
Рис. 4.1: Функциональная схема активного контроля припуска при шлифовании с использованием экспериметального образца МПМАК.
Заключение
.
На основании теоретических и экспериментальных исследований, выполненных в работе, формулируются следующие выводы:
1. Анализ научно-технической информации по вопросу обеспечения качества шлифовальной обработки колец подшипников показал недостаточную эффективность существующих методов управления технологическим процессом и позволил обосновать целесообразность расширения функциональных возможностей средств активного контроля, включенных в систему мониторинга технологического процесса, что способствует повышению качества обработки и производительности технологического оборудования.
2. Разработан метод повышения стабильности точности шлифовальной обработки колец подшипников на основе МАК величины, скорости снятия и спектра припуска, величины и спектра вибрации жесткой опоры, основанный на определении отклонений параметров точности по амплитуде спектральных составляющих припуска заготовки и регулировании по ним поперечной подачи.
3. Построенная динамическая модель системы круг-деталь в виде передаточной функции позволяет осуществить, во-первых, моделирование динамики изменения отклонений параметров точности детали, во-вторых, численное моделирование динамики съема припуска для реализации алгоритма управления циклом обработки.
4. Разработаны алгоритмы управления шлифованием, предусматривающий корректировку пороговых значений припуска при прохождении фазовой траектории процесса через определенные области пространства режимов шлифования, и формирования ограничений на величину подачи в зависимости от величины отклонений геометрических параметров заготовки, направленный на снижение дисперсии отклонений параметров точности деталей.
5. Разработаны аппаратное и программно-математическое обеспечения экспериментального образца микропроцессорного прибора многопараметро-вого активного контроля, включающие функции управления процессом шлифования в реальном времени, вычисления и передачи в систему мониторинга величин отклонений параметров точности заготовки и исправляющей способности процесса шлифования.
6. Экспериментальное исследование процессов шлифования колец подшипников 256 907 на станках 81?-4/1 с активным контролем позволило установить ограничения на параметры режимов шлифования и апробировать разработанный метод повышения стабильности точности шлифовальной обработки колец подшипников.
7. Внедрение экспериментального образца микропроцессорного прибора многопараметрового активного контроля, реализующего разработанные алгоритмы, позволило реализовать в производственных условиях ОАО «Саратовский подшипниковый завод» разработанный метод повышения стабильности точности шлифовальной обработки колец подшипников, что способствовало снижению дисперсии параметров точности на 70%.
Список литературы
- Armstrong J. Erlang — a survey of the language and its industrial applications / J. Armstrong // Proceedings of 1. AP'96. 34—42. P. 1996.
- Backus J. Can programming be liberated from the von neumann style? a functional style and its algebra of programs / J. Backus // Communications of the ACM. 1978. no. 21. Pp. 613−641.
- Boost.Spirit, http://www.boost.org.
- Graham P. On Lisp / P. Graham. Prentice Hall, 1993. 432 pp.
- Haskell 98 Language and Libraries: The Revised Report / Ed. by S. Peyton-Jones.http://haskell.org/, 2002. September. P. 277. http://haskell.org/definition/haskell98-report.pdf.
- Hudak P. Conception, evolution, and application of functional programming languages / P. Hudak // ACM Computing Surveys. 1989. Vol. 21, no. 3. Pp. 359−411.
- Hudak P. Modular domain specific languages and tools / P. Hudak // Proceedings of Fifth International Conference on Software Reuse. 1998. Pp. 91−99.
- Hughes J. Why Functional Programming Matters / J. Hughes // Computer Journal. 1989. Vol. 32, no. 2. Pp. 98−107.
- Knuth D. E. Literate programming / D. E. Knuth // Computer Journal. 1984. Vol. 27, no. 2. Pp. 97−111.
- Leijen D. Parsec: Direct style monadic parser combinators for the real world: Tech. Rep. UU-CS-2001−27 / D. Leijen, M. E.: Department of Computer Science, Universiteit Utrecht, 2001.
- MARPOSS — gauging equipment for dimensional and geometric inspection, http:/ /www.marposs.com.
- Peterson J. A language for declarative robotic programming / J. Peterson, G. Hager, P. Hudak // International Conference on Robotics and Automation. 1999. Pp. 56−64.
- Peterson J. Lambda in motion: Controlling robots with Haskell / J. Peterson, P. Hudak, C. Elliot // Proceedings of Fifth International Conference on Software Reuse. 1998. Pp. 134−142.
- Peyton-Jones S. L. Imperative functional programming / S. L. Peyton-Jones, P. Wadler // POPL '93: Proceedings of the 20th ACM SIGPLAN-SIGACT symposium on Principles of programming languages. New York, NY, USA: ACM Press, 1993. Pp. 71−84.
- Programmable controllers Part 3: Programming languages. IEC, 2003. 230 pp.
- T. S. Template metaprogramming for haskell / S. T., S. P. Jones // ACM SIGPLAN Haskell Workshop 02 / Ed. by M. M. T. Chakravarty. ACM Press, 2002. Pp. 1−16.
- Taha W. A gentle introduction to multi-stage programming / W. Taha // DSPG'04. 2004. Pp. 54−75.
- Taha W. Directions in functional programming for real (-time) applications / W. Taha, W. Hudak, Z. Wan // Lecture Notes in Computer Science. 2001. Vol. 2211.
- Wadler P. How to declare an imperative / P. Wadler // ACM Computing Surveys. 1997. Vol. 29, no. 3. Pp. 240−263.
- Wan Z. Real-time FRP / Z. Wan, W. Taha, P. Hudak // ICFP '01: Proceedings of the sixth ACM SIGPLAN international conference on Functional programming. New York, NY, USA: ACM Press, 2001. Pp. 146 156.
- Абразивная и алмазная обработка материалов / Под ред. Д. Н. Резникова. М.: Машиностроение, 1977. 391 с.
- Адаптивное управление технологическими процессами (на металлоре-жущ их станках) / Ю. М. Соломенцев, В. А. Митрофанов, С. П. Протопопов и др. М.: Машиностроение, 1980. 536 с.
- Агеев Ю. В. Микропроцессорные приборы активного контроля / Ю. В. Агеев, И. Б. Карпович, М. И. Этингоф // СТИН. 2002. № 4. С. 38−40.
- Александреску А. Современное проектирование на С++ / А. Алексан-дреску. М.: Издательский дом «Вильяме 2002. 336 с.
- Аршанский М. М. Вибродиагностика и управление точностью обработки на металлорежущих станках / М. М. Аршанский, В. П. Щербаков. М.: Машиностроение, 1988. 136 с.
- Барендрегт X. Ламбда-исчисление. Его синтаксис и семантика: Пер. с англ. / X. Барендрегт. М.: Мир, 1985. 606 с.
- Базров Б. М. Методы повышения точности обработки деталей типа тел вращ ения посредством адаптивного управления / Б. М. Базров // Станки и инструмент. 1973. № 3. С. 8−11.
- Бронштейн Г. В. Адаптивное управление металлорежущими станками: Обзор / Г. В. Бронштейн, М. С. Городецкий, Е. Р. е. а. Гордон. М.: НИИмаш, 1993. 227 с.
- Брукс Ф. Мифический человеко-месяц или как создаются программные системы / Ф. Брукс. Символ-Плюс, 2001. 304 рр.
- Бржозовский Б. М. Инвариантность мониторинга сложных технологических систем / Б. М. Бржозовский, В. В. Мартынов // Вестник Донского гос. техн. ун-та. 2001. Т. 9, № 3. С. 109−116.
- Бржозовский Б. М. Динамический мониторинг и оптимизация процессов механической обработки / Б. М. Бржозовский, В. В. Мартынов // СТИН.2002. № 1. С. 3−8.
- Бушуев В. В. Тенденции развития мирового станкостроения / В. В. Бу-шуев // СТИН. 2000. № 9. С. 20−24.
- Егоров В. Микропроцессорная система технологического контроля электрических параметров турбогенератора / В. Егоров, А. Никитин, А. Перминов // Современные технологии автоматизации. 2004. № 2. С. 58−62.
- Евсеев Д. Г. Оперативная диагностика технологических процессов / Д. Г. Евсеев // Диагностика технологических процессов в машиностроении: Материалы семин. М: МДНТП, 1990. С. 3—10.
- Евсеев Д. Г. Физические основы процесса шлифования / Д. Г. Евсеев,
- A. Н. Сальников. Саратов: Изд-во СГУ, 1978. 128 с.
- Филимонов Л. Н. Стойкость шлифовальных кругов / Л. Н. Филимонов. Л.: Машиностроение, 1973. 136 с.
- Г. Е. Д. Формирование свойств поверхностных слоев при абразивной обработке / Е. Д. Г. Саратов: Изд-во СГУ, 1975. 128 с.
- Ган Р. Шлифование с контролем усилия врезания. Новая технология прецизионного шлифования / Р. Ган // Конструирование и технология машино строения: Сб. ст. М.: Мир, 1964. № 3. С. 69—73.
- Герасимов Н. С. Повышение точности внутреннег о шлифования путем стабилизации упругих отжатий / Н. С. Герасимов, М. И. Кочанов, В. А. Чудов // Адаптивные системы управления металлорежущими станками: Сб. ст. М.: НИИмаш, 1971. С. 152−155.
- Горбунов В. И. Уравновешивающие устройства шлифовальных станков / В. И. Горбунов, В. С. Гусев. М.: Машиностроение, 1976. 167 с.
- Горбунов В. В. Технология врезного шлифования рабочих поверхностей колец подшипников в условия непрерывного контроля припуска /
- B. В. Горбунов // Чистовая обработка деталей машин: Сб. ст. Саратов: СПИ, 1981. С. 129−132.
- Горбунов В. В. Совершенствование технологии шлифования колец подшипников активным контролем комплекса параметров нестационарных режимов обработки: Автореф. дис. канд. техн. наук. Саратов, 1999.
- Хювёнен Э. Мир Лиспа / Э. Хювёнен, И. Сеппянен. М.: Мир, 1990. Т. В 2-х т.
- Худобин Л. В. Пути совершенствования технологии шлифования / Л. В. Худобин. Саратов: Приволжск. кн. изд-во, 1969. 216 с.
- Хусу А. П. Шероховатость поверхностей (теоретико-вероятностный подход) / А. П. Хусу, Ю. Р. Витенберг, В. А. Пальмов. М.: Наука, 1975. 344 с.
- Игумнов Б. Н. Расчет оптимальных режимов обработки для станков и автоматических линий / Б. Н. Игумнов. М.: Машиностроение, 1976. 158 с.
- Каленик Д. В. Анализ процесса исправления погрешностей формы при врезном внутреннем шлифовании регулируемым радиальным усилием / Д. В. Каленик, M. М. Тверской // Известия вузов: Машиностроение.1973. № 8. С. 136−140.
- Карпеева Е. В. Совершенствование средств активного многопараметрового контроля для системы мониторинга шлифовальной обработки деталей подшипников: Автореф. дис. канд. техн. наук. Саратов, 2003.
- Колесов И. М. Перспективы развития методов и средств управления точностью технологических процессов / И. М. Колесов, Б. А. Евсеев, Ю. С. Осадчий // Адаптивное управление станками / Под ред. П. р. Б. С. Балакшина. М.: Машиностроение, 1978. С. 633—659.
- Кондашевский В. В. Активный контроль размеров деталей на металлорежущих станках / В. В. Кондашевский, В. Лотце. Омск.: Западносибирское книжное издательство, 1976. 481 с.
- Королев А. В. Влияние переменной жесткости системы СПИД на волнистость шлифуемых деталей / А. В. Королев // Прогрессивные методы чистовой обработки деталей машин, обеспечивающие высокое качество и надежность: Сб.ст. Саратов: СПИ, 1972. С. 14—18.
- Королев А. В. Исследование процессов образования поверхностей инструмента и детали при абразивной обработке. / А. В. Королев. Саратов: Изд-во СГУ, 1975. 192 с.
- Корчак С. Н. Производительность процесса шлифования стальных деталей / С. Н. Корчак. М.: Машиностроение, 1974. 280 с.
- Костюков K.M. Устройство для автоматического ограничения прижогов при шлифовании / К. М. Костюков, В. Н. Михелькевич // Станки и инструмент. 1982. № 10. С. 13−15.
- Кудинов В. А. Динамика станков / В. А. Кудинов. М.: Машиностроение, 1967. 360 с.
- Курочкин А. П. Состояние и перспективы развития средств активного контроля для линейных измерений / А. П. Курочкин // Измерительная техника. 1977. № 1. С. 37−38.
- Либерман Я. Л. Состояние и перспективы контроля и диагностики в станках с ЧПУ: Обзор, инф. / Я. Л. Либерман, С. А. Тимашев. М.: ВНИИТЭМР, 1987. 40 с.
- Лурье Г. Б. Шлифование металлов / Г. Б. Лурье. М.: Машиностроение, 1969. 172 с.
- Лурье Г. Б. Адаптивная система управления процессом круглого врезного шлифования / Г. Б. Лурье, В. В. Гичан // Станки и инструмент. 1974. № 7. С. 13−17.
- Макаров А. Д. Оптимизация процессов резания / А. Д. Макаров. М.: Машиностроение, 1968. 370 с.
- Маслов Е. Н. Теория шлифования материалов / Е. Н. Маслов. М.: Машиностроение, 1974. 320 с.
- Михеев Ю. Е. Системы автоматического управления станками / Ю. Е. Михеев, В. Л. Сосонкин. М.: Машиностроение, 1978. 264 с.
- Михелькевич В. Н. Автоматическое управление шлифованием / В. Н. Михелькевич. М.: Машиностроение, 1975. 304 с.
- Михелькевич В. Н. Автоматические системы управления поперечной подачей при внутреннем шлифовании / В. Н. Михелькевич, С. Н. Глазков, Ю. А. Чабанов // Станки и инструмент. 1980. № 4. С. 13—16.
- Мониторинг станков и процессов шлифования в подшипниковом производстве / Под ред. А. А. Игнатьев, М. В. Виноградов, В. В. Горбунов и др. Саратов: Сарат.гос.техн.ун-т, 2004. 124 с.
- Надеждина М. В. Исследование адаптивных систем управления в условиях серийного производства / М. В. Надеждина, А. Ф. Ларичева, А. И. Потапов // Станки и инструмент. 1973. № 10. С. 7—8.
- Нахапетян Е. Г. Контроль и диагностирование автоматического оборудования / Е. Г. Нахапетян. М.: Наука, 1990. 272 с.
- Нестерова И. В. Автоматизированная оценка динамического состояния шлифовальных станков для оперативной корректировки технологического процесса в САПР ТП подшипников в многономенклатурном производстве: Автореф. дис. канд. техн. наук. Саратов, 2005.
- Невельсон М. С. Методы выбора оптимального по точности алгоритма автоматического корректирования размера / М. С. Невельсон // Адаптивные системы управления металлорежущими станками.: Сб. ст. М.: НИИмаш., 1972. С. С. 15−26.
- Новиков В. Ю. Исследование и разработка адаптивной системы управления шлифованием / В. Ю. Новиков, Л. И. Братова // Вестник машиностроения. 1977. № 2. С. 38−39.
- Новиков В. Ю. Адаптивное управление врезным шлифованием с дискретной подачей / В. Ю. Новиков, В. Я. Гореликов // Станки и инструмент.1981. № 9. С. 17−18.
- Орликов М. Л. Динамика станков с ЧПУ / М. Л. Орликов. 2-е изд., перераб. и доп. изд. К.: Выща шк. Головное изд-во, 1989. 272 с.
- Основы управления технологическими процессами / Под ред. Н. С. Рай-бмана. М.: Наука, 1978. 440 с.
- Островский В. И. Теоретические основы процесса шлифования / В. И. Островский. Л.: Изд. Ленингр. ун-та, 1981. 144 с.
- Палкин В. А. Приборы активного контроля в станкостроении / В. А. Палкин, М. Н. Этингоф. М.: НИИмаш, 1975. 87 с.
- Панышев Н. Система числового программного управления технологическим оборудованием пс-2000 / Н. Панышев, Д. Ялмыков // Современные технологии автоматизации. 2002. № 3. С. 28—33.
- Педь Е. И. Активный контроль в машиностроении. Справочное пособие / Е. И. Педь. М.: Машиностроение, 1974. 272 с.
- Пуш А. В. Моделирование и мониторинг станков и станочных систем /
- A. В. Пуш // СТИН. 2000. № 9. С. 12−20.
- Якимов А. В. Оптимизация процесса шлифования / А. В. Якимов. М.: Машиностроение, 1975. 176 с.
- Рюшкин В. Я. Самонастраивающийся прибор активного контроля /
- B. Я. Рюшкин, М. Л. Шлейфер // Станки и инструмент. 1976. К2 2.1. C. 28−29.
- Ратмиров В. А. Адаптивное управление шлифовальным станком с ЧПУ / В. А. Ратмиров, А. С. Чубуков, Л. В. Файнблут // Станки и инструмент. 1977. № 8. С. 12—15.
- Редько С. Г. Процессы теплообразования при шлифовании металлов / С. Г. Редько. Саратов: Изд-во Сарат. ун-та., 1962. 126 с с.
- Резников А. Н. Теплофизика резания / А. Н. Резников. М.: Машиностроение, 1969. 268 рр.
- Рябов С. А. Исследование влияния жесткости круглошлифовального станка на производительность и точность обработки при врезном шлифовании: Автореф. дис. канд. техн. наук. М., 1983. 16 с.
- Рыбкин И. М. Выбор режима обработки на станках, оснащенных, адаптивными системами управления / И. М. Рыбкин, 3. Е. Борода, В. Г. Митрофанов // Станки и инструмент. 1974. № 8. С. 12—14.
- Салениекс Н. К. Мониторинг автоматизированного производства / Н. К. Салениекс, Г. В. Упитис // Точность и надежность механических систем: Сб. науч. тр. Рига: Рижск. политех, ин-т, 1989. С. 5—10.
- Сальников А. Н. Трение шероховатых поверхностей в экстремальных условиях / А. Н. Сальников. Саратов: Изд-во СГУ, 1987. 136 с.
- Соломенцев Ю. М. Управление гибкими производственнми системами / Ю. М. Соломенцев, В. Л. Сосонкин. М.: Машиностроение, 1988. 352 с.
- Судариков А. С. Управление съемом припуска при шлифовании / А. С. Судариков, Ю. А. Боярышников, М. Ф. Политов // Вестник машиностроения. 1977. № 9. С. 55—58.
- Сутормин В. И. Проблемы балансировки и диагностики шлифовальных станков / В. И. Сутормин // СТИН. 1994. № 1. С. 12−18.
- Тимирязев В. А. Применение адаптивных систем на станках с программным управлением / В. А. Тимирязев. М.: НИИмаш, 1974. 123 с.
- Тимирязев В. А. Разработка и использование автоматических систем для управления точностью и производительностью обработки на специальных металлорежущих станках / В. А. Тимирязев, В. Г. Митрофанов. М.: НИИмаш, 1971. 119 с.
- Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч. 1. / Б. М. Бржозовский, В. А. Добряков, А. А. Игнатьев, В. В. Мартынов.
- Саратов: Сар. политех, ин-т, 1992. 160 с.
- Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч. 2. / Б. М. Бржозовский, В. А. Добряков, А. А. Игнатьев, В. В. Мартынов.
- Саратов: СГТУ, 1994. 156 с.
- Травиль А. Б. Приборы и средства для активного контроля размеров на металлообрабатывающих станках / А. Б. Травиль. М.: Машиностроение, 1965. 124 с.
- Тверской М. М. Автоматическое управление режимами обработки деталей на станках / М. М. Тверской. М.: Машиностроение, 1982. 208 с.
- Тверской М. М. Повышение точности и размера при внутреннем шлифовании с контролем усилия врезания / М. М. Тверской, Д. Л. Каленик // Адаптивные системы управления металлорежущими станками: Сб. ст. М.: НИИмаш, 1971. С. 155−162.
- Ульрих П. Адаптивное управление на станках ГДР / П. Ульрих, 3. Шольта // Станки и инструмент. 1973. № 3. С. 40—42.
- Управление качеством формообразования на прецизионных автоматизированных металлорежущих станках / Под ред. А. А. Игнатьев, Е. А. Си-гитов, Ю. А. Кривошеин, М. В. Виноградов. Саратов: Сарат. гос. техн. ун-т, 2003. 132 с.
- Управление процессом шлифования / А. В. Якимов, А. Н. Паршаков,
- B. И. Свирщев, В. П. Ларшин. Киев: Техника, 1983. 184 с.
- Усынин С. Опыт создания автоматизированной системы управления взрывоопасным технологическим процессом / С. Усынин // Современные технологии автоматизации. 2003. № 3. С. 34—39.
- Волосов С. С. Управление качеством продукции средствами активного контроля / С. С. Волосов, 3. Ш. Гейлер. М.: Издетельство стандартов, 1989. 264 с.
- Волосов С. С. Приборы автоматического контроля в машиностроении /
- C. С. Волосов, Е. И. Педь. М.: Машиностроение, 1975. 380 с.
- Волынская О. В. Автоматизация вихретокового контроля неоднородности структуры поверхностного слоя деталей подшипников при мониторинге процесса шлифования: Автореф. дис. канд. техн. наук. Саратов, 2002.
- Воронцов Л. Н. Совершенствование приборов активного контроля для врезного шлифования / Л. Н. Воронцов, В. Л. Белоцерковский, П. П. Яровой // Станки и инструмент. 1972. № 8. С. 42—43.
- Воронцов Л. Н. Приборы автоматического контроля размеров в машиностроении / Л. Н. Воронцов, С. Ф. Корндорф. М.: Машиностроение, 1988. 280 с.
- Ворыпаев А. Н. Мониторинг качества процесса шлифования с использованием нейросетевых моделей: Автореф. дис. канд. техн. наук:.1. Саратов, 2003. 16 с.
- Высоцкий А. В. Повышение эффективности систем активного контроля при шлифовании / А. В. Высоцкий, В. М. Машинистов, Ю. Д. Виноградов // Машиностроитель. 1972. № 2. С. 9—11.
- Эльянов В. Д. Шлифование в автоматическом цикле / В. Д. Эльянов. М.: Машиностроение, 1980. 104 с.
- Эльянов В. Д. Совершенствование методики расчета режимов шлифования / В. Д. Эльянов // СТИН. 1993. № 1. С. 21−26.
- Эльянов В. Д. Пути повышения точности и производительности шлифования желобов наружных колец шарикоподшипников / В. Д. Эльянов, Б. М. Байор. М.: НИИНАвтопром, 1972.
- Эльянов В. Д. Испытание внутришлифовального автомата модели 3484 ВЗ с адаптивной системой управления / В. Д. Эльянов, Б. А. Бочаров // Подшипниковая промышленность. 1979. № 12. С. 19—23.
- Чубуков А. С. Адаптивное управление круглошлифовальными станками с помощью малой ЭВМ / А. С. Чубуков, А. С. Коныпин // Станки и инструмент. 1978. № 9. С. 11—14.