Разработка и исследование оптимальных по энергопотреблению алгоритмов управления процессами индукционного нагрева металла
Центральной задачей синтеза является построение реализуемой структуры системы автоматической оптимизации режимов функционирования индукционных нагревательных установок с целью достижения гарантированной точности s нагрева изделия до заданной температуры в* при минимальном значении целевой функции. В основе проектирования систем автоматического управления лежат сведения о модели управляемого… Читать ещё >
Содержание
- 1. ПРОБЛЕМА ОПТИМИЗАЦИИ УПРАВЛЕНИЯ ПРОЦЕССОМ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛА ПО КРИТЕРИЮ ЭНЕРГОПОТРЕБЛЕНИЯ
- 1. 1. Общая постановка и обзор методов решения задачи
- 1. 2. Базовая математическая модель процесса индукционного нагрева металла
- 1. 3. Основные свойства оптимальных по энергопотреблению процессов индукционного нагрева
- 2. МЕТОДИКА РАСЧЕТА ОПТИМАЛЬНЫХ ПО. ЭНЕРГОЗАТРАТАМ АЛГОРИТМОВ УПРАВЛЕНИЯ ПРОЦЕССОМ ЙНДУКЦИОННОГО НАГРЕВА
- 2. 1. Общая схема решения задачи оптимального по расходу энергии управления
- 2. 2. Алгоритмы оптимального по расходу энергии двухинтервального управления
- 2. 3. Специальное математическое и программное обеспечение автоматизированного расчета оптимальных процессов индукционного нагрева металла
Разработка и исследование оптимальных по энергопотреблению алгоритмов управления процессами индукционного нагрева металла (реферат, курсовая, диплом, контрольная)
Диссертация посвящена разработке инженерных методов решения задач оптимизации нестационарных процессов теплопроводности с внутренним тепловыделением по критерию расхода энергии и построению на их основе рациональных алгоритмов функционирования и структур систем оптимального управления, гарантирующих достижение высоких качественных показателей при процессах индукционного нагрева слитков.
Актуальность проблемы. Использование электроэнергии является основой современного промышленного развития страны и играет все возрастающую роль. В экономически развитых странах большое внимание уделяется внедрению современных электротехнологий, и за последние двадцать лет за счет их использования были достигнуты существенные изменения в сфере энергосбережения. Отказ от неэкономного использования энергии является широко признанным путем в этом направлении. Применение в промышленности эффективных электротермических технологий открывает большой потенциал для сбережения энергии, и среди них процессы электронагрева, в том числе индукционного, обладают наибольшими возможностями. Непрерывно возрастающие требования к энергосберегающим процессам нагрева должны быть реализованы прежде всего путем внедрения эффективных технологических процессов. В то же время эти технологии должны удовлетворять ряду экономических критериев, например, высокой производительности при низкой стоимости производства.
Типичными примерами промышленного применения индукционного нагрева являются термообработка металлов (закалка, отжиг, отпуск), сквозной нагрев перед прессованием, ковкой и прокаткой, сварка и пайка, нагрев котлов и труб, а также плавка черных, тяжелых и легких металлов, специальных сплавов и оксидов и др. Индукционный нагрев обладает большими возможностями для применения в безотходных процессах, например, точном литье и штамповке.
В течение последних десятилетий индукционный нагрев развивался быстрее других электротермических процессов. Это объясняется большими технологическими и экономическими преимуществами индукционного нагрева, касающимися требуемой энергии, качества продукции, производственной гибкости и общей эффективности.
Высокая эффективность процессов индукционного нагрева способствует энергосбережению и автоматически ведет к экономичности технологии. Для повышения эффективности процессов индукционного нагрева необходимо принимать во внимание множество факторов, таких как: правильный выбор частоты в соответствии с размерами загрузки и задачей нагреваточное согласование и хорошая связь между индуктором и загрузкой, обеспечивающее более высокий электрический КПДвыбор необходимых конденсаторов, позволяющих получить коэффициент мощности cos j, близкий к единице, и снизить потребление дорогой и неэффективной реактивной мощности. Другая возможность сделать использование электрической энергии более экономичным и рациональным заключается в уменьшении электрических потерь в индукторе. Один из методов, используемых в промышленности, состоит в применении многослойных индукторов, имеющих более низкое электрическое сопротивление. Кроме того, можно моделировать процессы нагрева с помощью численных программ на компьютерах для определения потенциальной возможности достижения лучших параметров установок, условий нагрева и снижения энергопотребления, что актуально как при модернизации уже существующих индукционных нагревателей, так и при проектировании новых установок.
В связи с этим большое значение приобретает проблема достижения предельных качественных показателей процессов индукционного нагрева металла путем оптимизации режимов работы нагревательных установок по соответствующим критериям.
Указанная проблема может быть решена на базе современной теории и техники оптимального управления системами с распределенными параметрами, использующих типовые модели процессов переноса тепла, описываемые уравнениями математической физики в частных производных.
В этой связи является актуальной проблема разработки инженерных методов решения указанных задач, обеспечивающих минимальные затраты электроэнергии, на базе современной теории управления системами с распределенными параметрами.
Некоторым аспектам этой проблемы и посвящается настоящая работа.
Цель и задачи исследования
Главной целью данной работы является разработка инженерных методов решения широкого круга задач оптимального управления процессами индукционного нагрева металла при целевой функции, имеющей смысл расхода энергии на нагрев. Для достижения указанной цели в работе поставлены следующие основные задачи:
— разработка эффективной техники решения задач оптимизации расхода энергии при индукционном нагреве массивных заготовок в условиях типичных технологических требований к заданному конечному температурному состоянию объекта;
— разработка и исследование алгоритмов оптимального по энергопотреблению управления процессами индукционного нагрева;
— разработка математического, алгоритмического и программного обеспечения и создание пакета прикладных программ для автоматизированного расчета алгоритмов оптимального по расходу энергии управления типовыми моделями технологических процессов индукционного нагрева;
— разработка принципов построения замкнутых систем автоматической оптимизации для рассматриваемых объектов управления;
Решение перечисленных выше проблем составляет основное содержание настоящей диссертации, выполненной автором в Самарском государственном техническом университете.
Научная новизна работы. Установлены качественные и количественные закономерности оптимальных по критерию расхода энергии процессов индукционного нагрева.
Разработаны методики синтеза алгоритмов управления типовыми моделями процессов индукционного нагрева при априорной фиксации допустимой величины ошибки равномерного приближения результирующего температурного поля объекта к требуемому конечному состоянию.
Решены основные задачи оптимального по энергопотреблению управления для типичных моделей процессов индукционного нагрева при краевых условиях 3-го рода с учетом характерных технологических ограничений на максимально допустимую температуру.
Решена транспортная задача оптимизации расхода энергии с одновременным учетом отмеченных ограничений.
Предложена методика решения оптимальной задачи в условиях неполной информации об исходных данных, где в качестве наиболее типичных неопределенных факторов рассматриваются начальная температура слитка и уровень тепловых потерь при его нагреве.
В рамках базовой кусочно-линейной модели процесса индукционного нагрева разработаны алгоритмы оптимального управления, учитывающие влияние основных нелинейностей процессов индукционного нагрева.
Проведен анализ чувствительности оптимального процесса к изменениям начальных состояний и теплофизических параметров.
Практическая полезность работы. Практическая значимость выполненных исследований определяется полученными в работе результатами:
— разработана инженерная методика расчета оптимальных по расходу энергии алгоритмов управления типовыми моделями процессов индукционного нагрева металла в условиях, соответствующих реальным технологическим требованиям;
— разработано специальное математическое, алгоритмическое и программное обеспечение, на базе которого созданы пакеты прикладных программ для подсистемы автоматизированного расчета оптимальных алгоритмов управления;
— предложены алгоритмы оптимального управления для рассматриваемых объектов, отличающиеся сравнительной простотой и легкостью реализации;
— предложены реализуемые структуры замкнутых систем оптимального по энергопотреблению управления объектами индукционного нагрева.
Апробация работы. Основные положения и результаты диссертационной работы рассматривались на двух международных и 6 межвузовских конференциях, семинарах по энергосбережению, математическому моделированию, автоматизации технологических процессов и производств и энергетике. По материалам диссертации опубликовано 9 печатных работ.
Структура и объем диссертации
Диссертация состоит из введения, четырех глав и заключения. Общий объем диссертации 118 стр.
3.5. Основные результаты и выводы.
1. Рассмотрена задача оптимального по энергопотреблению управления с учетом основных технологических ограничений, специфика решения которой заключается в предварительном расчете параметрических характеристик алгоритма управления на участке движения по фазовым ограничениям при известном характере управляющего воздействия, определяемом предварительно на основании физических закономерностей процесса. В дальнейшем процедура поиска неизвестных параметров оптимальной программы выполняется по общей схеме.
2. Предлагается методика решения оптимальной транспортной задачи по критерию расхода энергии, при которой общая расчетная схема дополняется выполнением ряда операций по определению доли длительности периода транспортирования в течение последнего интервала.
3. Предложена методика решения оптимальной задачи в условиях неполной информации об исходных данных, где в качестве наиболее типичных рассматриваются начальная температура слитка и уровень тепловых потерь при его нагреве.
4. Рассмотрена возможность применения кусочно-линейных моделей процессов нагрева для решения задач оптимального по расходу энергии управления, в случае, когда линейные модели не удовлетворяют требованиям точности.
4. СИНТЕЗ И РЕАЛИЗАЦИЯ ОПТИМАЛЬНЫХ ПО РАСХОДУ ЭНЕРГИИ СИСТЕМ УПРАВЛЕНИЯ ПРОЦЕССАМИ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛА.
Проблема практической реализации оптимальных алгоритмов управления процессами индукционного нагрева металла перед его обработкой давлением может быть эффективно решена на основе разработки и реализации систем автоматического управления.
Центральной задачей синтеза является построение реализуемой структуры системы автоматической оптимизации режимов функционирования индукционных нагревательных установок с целью достижения гарантированной точности s нагрева изделия до заданной температуры в* при минимальном значении целевой функции. В основе проектирования систем автоматического управления лежат сведения о модели управляемого объекта и информации, получаемой в процессе измерения его текущего состояния [79]. По объему априорной и апостериорной информации, используемой при выработке алгоритма оптимального управления системы, можно выделить два варианта. Один из возможных путей реализации оптимальных алгоритмов состоит в построении соответствующих систем программного управления с изменением по заданной программе либо самого управляющего воздействия, либо соответствующей ему температуры, в контролируемых точках [80]. Другой путь заключается в построении замкнутой системы автоматической оптимизации с обратными связями по температуре, где оптимальное управление формируется в зависимости от текущего состояния процесса [81, 82].
В данной главе рассматриваются некоторые вопросы проблемы синтеза систем автоматической оптимизации (CAO), оптимальных по критерию расхода энергии, в специфических условиях равномерного приближения управляемого объекта (1.10), (1.11) к заданному состоянию в" с требуемой точностью s ().
4.1. Общие принципы построения CAO.
Рассматривая задачу оптимального по энергопотреблению управлении без технологических ограничений, еще раз отметим, что оптимальное управление по напряжению на индукторе имеет релейный характер (§ 1.3) и представляется выражением (1.25). Согласно общему подходу по методу фазового пространства, рассмотренному в работе [83] применительно к задаче быстродействия, при описании процесса нагрева для базовой модели объекта (2.1) бесконечной системой уравнений (1.15), эквивалентный алгоритм управления uom (z) в замкнутой CAO в зависимости от управляемых координат z" принимает вид: uoat (Z) = ±[l + signS (Z)i г = = 0,1,2,. (4.1) где S (Z) — функция переключения [83].
Реализовать CAO, функционирующую по закону (4.1) не удается из-за практически невыполнимой задачи определения уравнения S (Z) = 0 гиперповерхности переключения [83] и дальнейшего моделирования функции S (Z) с помощью функционального преобразователя сигналов обратных связей по координатам z" бесконечномерного пространства состояний при нереальном требовании контроля Z по всем составляющим.
Перейти к реализуемой структуре CAO в условиях заданной точности ?0 > 0 приближения к желаемому конечному распределению температур возможно при построении оптимальной системы с неполным измерением состояния по температурам в некоторых v>l точках по объему нагреваемого тела. 8, 82]. Рассмотрим на примере базовой модели объекта с управлением по напряжению на индукторе соответственно функцию переключения S} (в), эквивалентную S (Z) по знаку и, следовательно сохраняющую алгоритм управления (4.1). Функция S{ (в) может быть резко упрощена по сравнению с S (Z) и сформирована в виде линейной комбинации сигналов обратных связей по температурам 9 г ((р) = в{1г, ф), гl, v в некоторых точках 1 Г координатной оси с коэффициентами передачи уг. В таком случае вместо (4.1) получим:
Ыаш (0) = + SignSx (9), в=(вг г = 1, у,.
4.2) V где.
4.3).
Здесь 0* = 0* (1Г) = 9 Г ((р^т) — расчетные значения температур в точках 1 Г в конце оптимального процесса, сравниваемые с вг (<р) в. замкнутых контурах регулирования соответствующих величин.
Для каждого заданного ?0 функция (0) должна иметь, в соответствии с (4.2) единственный нуль в точке (р} переключения и0ПТ (ср). В этом случае выполняется соотношение з — signSl (9((р)), что обеспечивается соответствующим выбором уг для любых различающихся точек 1 Г е[0, 1], если выбрать число точек с контролируемыми температурами равным числу параметров оптимального управления итт ((р), т. е. у=2 в (4.2). Условие переключения.
0(1^)) = 0 выполняется, если уг г.=1,2, в (4.3) являются нетривиальным решением однородного линейного уравнения 0, (4.4) г=1 с двумя неизвестными уг, которое всегда существует. При этом функция б1! (0(ср)) не может иметь более одного нуля при всех <р, не считая конечного момента (р{)опт, где ~ 0 по определению (4.3).
Таким образом, если выбрать коэффициенты связей у г как решения системы (4.4), то САО, работающая по алгоритму (4.2), (4.3), будет автоматически отрабатывать оптимальные режимы нагрева при соответствии реальных параметров объекта их расчетным величинам. Разности 0 — 9 г (срх) в уравнениях (4.4) должны быть предварительно определены расчетным путем при решении задачи оптимизации по критерию энергопотребления по приведенной в гл. 2 методике с последующим вычислением оптимальных значений функции состояния 0* и 9 Г (<рх) по найденным параметрам (рй и срх оптимального процесса.
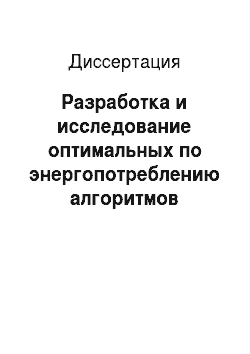
Для определенности в процессе решения системы (4.4) относительно уг можно положить равной единице (или любому другому фиксированному числу) одну свободную неизвестную, за которую можно принять, например, ух. Поскольку значение (рх зависит от исходных данных рассматриваемой задачи, то требуемые величины коэффициентов обратных связей уг также изменяются при вариациях параметров процесса, например, начального распределения температуры и уровня тепловых потерь, всегда имеющих место в реальных производственных условиях. Отсюда, в частности, следует, что в общем случае в структуре CAO требуется обеспечить автоматическую коррекцию коэффициентов уг обратных связей при отклонениях от расчетных характеристик отмеченных факторов. Соответствующая функциональная схема CAO приведена на рис. 4.1.
При необходимости учета дополнительных технологических ограничений оптимальная программа изменения во времени управляющего воздействия должна быть дополнена участками стабилизации ограничиваемых величин на предельно допустимых уровнях (§ 3.1). Для достаточно общего случая учета ограничений на максимально допустимое значение температуры на всем протяжении процесса нагрева алгоритм оптимального управления иот (в) в замкнутой системе с обратными связями по вг принимает вместо (4.2) следующий вид:
1, /0:Sx (0)> 0, вмах<�вдоп иотф) = и', Vft Я,(в) > 0, вмах = (4.5).
0, J6SX (0) < 0.
Формирование управляющего воздействия в функции текущего состояния объекта с помощью сигналов обратных связей по температурам вг, согласно алгоритму (4.5), обеспечивает автоматическую обработку оптимальной программы (2.14), если в любой момент времени реализуется выбор оптимального управления по (4.5) и функция переключения Sx$(.
2) ср0, которые должны быть найдены в процессе предварительного решения задачи оптимизации расхода энергии с учетом рассматриваемых ограничений в § 3.1.
Требуемое поведение Sx (9((p)) обеспечивается здесь выбором измененных коэффициентов обратных связей у г, которые по-прежнему должны определяться как корни уравнения (4.4) при новых значениях и cx .
Для автоматической отработки управления и9 на участках движения по ограничению структура CAO должна содержать узлы автоматической стабилизации 0 т. АХ на уровне вдоп, реализуемые, например, с помощью задержанных отрицательных обратных связей по этим величинам [8, 83].
Таким образом, для построения CAO необходимо прежде всего осуществить текущий контроль значений температуры в различных точках по объему тела, число которых должно быть равно числу неизвестных параметров, однозначно определяющих алгоритм оптимального управления. В зависимости от конкретных технических возможностей проектируемой системы выполнить эту задачу следует либо непосредственно на управляемом объекте, используя соответствующие датчики обратной связи, либо применяя в этих целях специализированные адаптивные модели [ 84 ], причем в качестве точек контроля 1 Г удобно выбирать экстремальные точки с заданными предельно допустимыми отклонениями ± е{) от требуемых значений функции состояния в конце оптимального процесса.
На практике часто встречаются ситуации, когда вариации параметров реальных объектов сравнительно невелики, и в этом случае можно воспользоваться значительно более просто реализуемой CAO с постоянными значениями коэффициентов обратных связей, рассчитанных для наиболее характерных величин этих параметров. Такая CAO может быть использована в качестве квазиоптимальной системы управления [85], пренебрегающей влиянием указанных вариаций параметров, но обеспечивающей удовлетворительные показатели качества нагрева металла.
На рис 4.1 а показана релейная система автоматического регулирования с линейными обратными связями по всем компонентам 0, автоматически отрабатывающая алгоритм управления (4.2) в соответствии с (4.3). В любой момент времени, пока сохраняется неравенство S} (в) >0 в соответствии с (4.2) реализуется оптимальное управление по алгоритму (4.2), (4.3) при поведении функции переключения, S{ (в), определяемом расчетными значениями коэффициентов передачи у г. После смены знака Sx (в) нагрев прекращается, и, согласно (4.5), происходит переход к интервалу выравнивания температур при иопт (<р) = 0.
Если в процессе нагрева необходимо учитывать технологические ограничения на 0тах, то в структуре CAO, показанной на рис. 4.16, используется узел задержанной обратной связи по температуре и оптимальное управление осуществляется по алгоритму (4.5). В этом случае, пока 0тях (<р) < втп, сигналы задержанной обратной связи по втах отсутствуют, и алгоритм оптимального управления совпадает с рассмотренным выше. При достижении равенства втах = <9Д0П система переводится в режим стабилизации температуры на предельно допустимом уровне., и движение по ограничению осуществляется до тех пор, пока сохраняется неравенство Sx (в) > 0.
4.2. CAO с двухинтервальным управлением.
Рассмотрим характерную задачу построения CAO для базовой модели объекта, обеспечивающей равномерный нагрев тела до заданной температуры в* с абсолютной точностью s = при минимальном значении критерия оптимальности Iq. В соответствии с предлагаемым методом синтеза CAO следует, согласно (4.4), использовать при v = 2 обратные связи по температурам 0Х и в2 в двух точках.
1Х и /2, в качестве которых удобно принимать точки 1Х = 1п = 1 и /2 = 1Ц = 0 на поверхности (9и) и в центре (<9Ц) нагреваемого тела, для которых наблюдается максимально допустимый недогрев в конце оптимального процесса:
9{0, Л (2)) — в* = в{, А (2)) — 0* = -е&trade-. (4.6).
Соответствующая функция переключения Sx (0) по (4.3) при у j = 1 и коэффициенте у 2 = У г (00) ' зависящем от 0{) на всем протяжении оптимального процесса для любых 9 0 из множества равномерных начальных температурных состояния объекта при постоянных значениях остальных характерных параметров, должна быть эквивалентна по знаку функции Sz Ф), отображающей S (Z) в пространство в. Здесь.
Функциональная схема системы автоматической оптимизации с двухинтервальным управлением. а б.
УСП — управляемый силовой преобразователь, ОУ — объект управления. Рис. 4.1.
S2 (6) — 0 есть уравнение на плоскости' контролируемых величин вх — 6(1 у) и 02 = 6(12) линии переключения управляющего воздействия на всем множестве начальных состояний, лежащих на прямой в1 = 62 при фиксированной конечной точке 6Х (ç-0) = 62(ер0) = 6* -. Уравнение линии переключения S2(6X, 62) = 0 задается в параметрической форме (в роли параметра фигурирует 90) зависимостями (2).
6Х u 62 от 60 в момент cАх окончания первого интервала оптимального управления, которые в свою очередь определяются соответствующими выражениями для температуры в рассматриваемых точках, получаемыми при алгоритме управления (4.1) для рассматриваемого объекта. Алгоритм для температурного поля применительно к линейной одномерной модели объекта имеет следующий вид :
И=1 (^+Bi2)Jl (jun) Зависимость А^(60) определяется предварительным расчетом оптимального процесса по методике § 2.2 для различных фиксированных величин в0.
Аналогично в параметрической форме задаются на плоскости 6Х, 62 уравнения фазовых траекторий процесса, где в качестве параметра фигурирует текущее время q>.
Подобным образом могут быть реализованы оптимальные режимы управления в условиях достижения фазовых ограничений по 0тах путем применения дополнительных задержанных обратных связей по контролируемой координате. Однако, уравнение линии переключения описывается здесь более сложными зависимостями за счет учета участка движения по ограничению. Фазовые траектории также усложняются вследствие различия их описания на различных участках оптимальной траектории.
Выбор функции переключения Sx (9lb92) в форме (4.3) с постоянными коэффициентами передачи у j и у 2 при 6*(/,) = в*(12) = в* - :
Sx 0?! А) = Г1 (0* - - 01 (<Р)) + г2 (0* - - 02 m (4.8) решает задачу синтеза квазиоптимальной CAO простейшей структуры вида рис. 4.1 при расчете у, и у2 для некоторого фиксированного значения 9°. Полагая здесь y j = 1, получим, согласно (4.8) простую формулу для вычисления коэффициентов обратной связи у 2 :
Х (2) (2). где и? т'п предварительно находятся при расчете оптимального процесса по (2) —(2) ' методике § 2.2, после чего в] (Aj) и в2 (А,) определяются по формулам (4.7). Соответствующая линия переключения (4.7) на плоскости 9j, 02 запишется при этом уравнением прямой:
Л {в, в2) = (1 + г2)(0* -) — вх — у2 в2 = 0. (4.10).
Аналогично проводится анализ в случае задания точности е0 < при в* (/j) = 6* (J2) = 6* — ей.
Sx (в1, в2) = ух{в* - sQ-0l (<р)) + у2(0* (c)), а коэффициент обратной связи при положении у, = 1, вычисляется г, = —-г—, где А, е*-?0-в2(А?}) находится по методике § 2.2.
Аналогичный анализ приводит к сходным выводам и для более сложных моделей объекта. Выбор по описанной методике коэффициентов обратных связей в CAO для некоторых расчетных значений характерных параметров процесса из известного диапазона их вариаций позволяет получить более высокие качественные показатели по сравнению с программным управлением соответствующим ансамблем траекторий в условиях неопределенности [8, 67, 73].
Заключение
.
В диссертации разработаны инженерные методики решения задач оптимального по расходу энергии управления типовыми моделями технологических процессов теплопроводности применительно к постановкам, соответствующим требованиям реальной технологии. На основе предложенных методик созданы пакеты прикладных программ для автоматизированного расчета, установлены качественные и количественные характеристики соответствующих оптимальных процессов, разработаны и исследованы алгоритмы оптимального управления, предложены методы синтеза замкнутых систем автоматической оптимизации.
В работе получены следующие основные результаты:
1. Предложена общая схема решения задачи оптимального по расходу энергии управления базовой моделью процесса индукционного нагрева металла.
2. Разработана методика численного решения задачи оптимального по энергопотреблению управления процессом индукционного нагрева в классе двухинтервальных управлений.
3. Получены сравнительные оценки выигрыша по основному функционалу качества и сопутствующих потерь по другим характеристикам оптимального процесса предлагаемых алгоритмов оптимального управления.
4. Разработаны алгоритмы оптимального по энергопо’треблению управления для основного круга задач оптимального управления периодическими процессами индукционного нагрева металла перед обработкой давлением: с учетом характерных технологических ограничений на максимально допустимую температурус учетом транспортного периода, т. е. фиксированного промежутка времени от момента выгрузки нагретого изделия из печи до передачи его деформирующему инструменту (с учетом ограничений на максимально допустимую температуру и без них) — в условиях неполной информации об исходных данных (с учетом неопределенности);
5. Создано специальное математическое, алгоритмическое и программное обеспечение для автоматизированного расчета алгоритмов оптимального по энергопотреблению управления процессами индукционного нагрева, в том числе: для линейных и кусочно-линейных моделейпри наличии энергетических и технологических ограниченийс учетом транспортного периода и интервальной неопределенности исходных данных.
6. Предложены возможные способы построения замкнутых систем автоматической оптимизации процессов индукционного нагрева металла по критерию расхода энергии.
Список литературы
- Бутковский А.Г. Теория оптимального управления системами с распределенными параметрами. М.:Наука, 1965. 474 с.
- Бутковский А.Г. Методы управления системами с распределенными параметрами. -М.: Наука, 1975. 564 с.
- Бутковский А.Г., Малый С. А., Андреев Ю. Н. Оптимальное управление нагревом металла. М: Металлургия, 1972. — 439 с.
- Бутковский А.Г., Малый С.А, Андреев Ю. Н. Управление нагревом металла. М.: Металлургия, 1981. — 271 с.
- Малый С.А. Экономичный нагрев металла. М.: Металлургия, 1967. — 191 с.
- Островский Г. М., Волин Ю. М. Методы «оптимизации сложных химико-технологических схем. М.: Химия, 1970.- 328 с.
- Добкин В.М. Критерии оптимального управленйя сложной производственной системой и отдельными ее звеньями //Автоматическое оперативное управление производственными процессами. М.: Наука, 1965. — С.174 — 182.
- Рапопорт Э.Я. Оптимизация процессов индукционного нагрева металла. -М.: Металлургия, 1993. 278 с.
- Рапопорт Э.Я., Сабуров В. В. Задача оптимального быстродействия для нагрева массивного тела при граничных условиях второго рода. // Системы электропривода и автоматики. Куйбышев: Изд. КПтИ, 1969, с. 107 — 119.
- Сабуров В.В. Оптимальное управление процессом индукционного нагрева слитков из алюминия и его сплавов перед прессованием: Автореф. дис.. канд. техн. наук, -М., 1974. 24 с.
- Янке Е., Эмде Ф., Леш Ф., Специальные функции. М.: Наука, 1964, — 344 с.
- Вольровский Г. С. Определение экономической эффективности электротермического оборудования. М.: Энергия, 1969. — 145 с.
- Шамов A.H., Бодажков В. А. Проектирование и эксплуатация высокочастотных установок. JL: Машиностроение, 1974. — 280 с.
- Бялковская B.C., Брянский Г. А. Технические и экономические основы кузнечного производства. М.: Машиностроение, 1972. — 272 с.
- Бутковский А.Г., Пустыльников Л. М. Теория подвижного управления системами с распределенными параметрами. М.: Наука, 1980. — 384 с.
- Егоров А.И. Оптимальное управление тепловыми и диффузионными процессами. -М.: Наука, 1978.-464 с.
- Лионе Ж.-Д. Оптимальное управление системами, описываемыми уравнениями с частными производными: Пер. с фр. М.: Мир, 1972. — 414 с.
- Лурье К.А. Оптимальное управление в задачах математической физики. -М.: Наука, 1975.-480 с.
- Сиразетдинов Т.К. Оптимизация систем с распределенными параметрами. -М.: Наука, 1977.-480 с.
- Андреев Ю.Н. Оптимальное проектирование тепловых агрегатов. М.: Машиностроение, 1983. 229 с.
- Чубаров Е.П. Управление системами с подвижными источниками воздействия. -М.: Энергоатомиздат, 1985. 289 с.
- Бутковский А.Г., Глинков М.А.,. Круашвили З. Е. и др. Оптимальное проектирование с помощью ЭВМ основа функциональной теории печей. // Изв. вузов. Черная металлургия, 1974, № 5, с.163−165- 1974, № 11, с. 170−174, 1975, № 1, с.163−165.
- Автоматизация методических печей / Л. И. Буглак, И. Б. Вольфман, С. Ю. Ефроймович и др. :Под ред. М. Д. Климовицкого. М.: Металлургия, 1981. — 196 с.
- Немков B.C., Демидович В. Б. Теория и расчет устройств индукционного нагрева, -Л.: Энергоатомиздат, 1988. 280 с.
- Рей У. Методы управления технологическими процессами: Пер. с англ. -М.: Мир, 1983.- 368 с.
- Круашвили З.Е. Автоматизированный нагрев стали.-М.: Металлургия, 1973.-327 с.
- Коломейцева М.Б., Панасенко С. А. Оптимизация нагрева массивных тел внутренними источниками // Автоматика и телемеханика, 1976, № 4, с. 14 20.
- Коломейцева М.Б. Применение • численных методов при решении задач оптимального управления объектами нагрева. // Изв. вузов.- Энергетика, 1985, № 6. -с. 76−81.
- Коломейцева М.Б. Решение задачи оптимального управления индукционным нагревом подвижных объектов. //Управление распределенными системами с подвижным воздействием. М.: Наука, 1979, с. 99 — 106.
- Горбатков СЛ., Бадамшин P.A. Оптимальное управление мощностью в нелинейных индукционных системах для нагрева парамагнитных слябов. // Управление распределенными системами с подвижным воздействием. М.: Наука, 1979.-с. 122 — 130.
- Горбатков СЛ., Нечаева H.A., Копылева М. М. Оптимальное подвижное управление индукционным нагревом прямоугольных и цилиндрических тел.// Автоматизация электротехнологичеоких установок. / Сб.научн.трудов МЭИ. М.: МЭИ, 1990, вып. 95, с. 14−21.
- Маковский В .А. Динамика металлургических объектов с распределенными параметрами. М.: Металлургия, 1971. — 384 с.
- Рябков В.М. Нагрев с минимальным окислением при конечных параметрах теплообмена // Изв. вузов. Черная металлургия, 1973, № 8, с. 142 144.
- Бардыбахин А.И. Оптимальный по расходу топлива нагрев металла в нагревательном колодце // Изв. вузов. Черная металлургия, 1990, № 3, с. 96 99.
- Сабуров В.В. Опыт использования индукционного нагрева при обработке давлением алюминиевых сплавов. // Электротехническая промышленность. Серия „Электро-термия“, 1979, вып. 1 (197). -с. 5−1.
- Синдяков J1.B. Оптимизация энерготехнологических характеристик установившихся режимов работы индукционных установок непрерывного действия для нагрева стальных заготовок: Автореф. дисс.. канд. техн. наук Д., 1984.- 19 с.
- Зимин JI.C. Параметрическая оптимизация в технологическом комплексе „индукционный нагрев деформация“. // Моделирование и оптимизация процессов промышленных технологий. — Куйбышев: Изд. КПтИ, 1988. — с. 142 — 147.
- Носов П.И. Моделирование и оптимизация, режимов нагрева слитков из алюминиевых сплавов в индукционных установках полунепрерывного действия: Автореф. дис. канд. техн. наук. Л., 1982 — 17 с.
- Проценко А.Н. Оптимизация режимов индукционного нагрева алюминиевых слябов перед прокаткой: Автореф. дис.. канд. техн. наук. Куйбышев, 1988. — 14 с.
- Математическая теория оптимальных процессов. / JI.C. Понтрягин, В. Г. Болтянский, Р. В. Гамкрелидзе и др. М.: Наука, 1969, — 384 с.
- Егоров Ю.В. Необходимые условия оптимальности управления в банаховом пространстве // Математический сборник (новая серия), 1964, т. 64 (106), N1. с.79−101.
- Ройтенберг Я.Н. Автоматическое управление. М.: Наука, 1971. — 396 с.
- Федоренко Р.П. Приближенное решение задач оптимального управления.- М.: Наука, 1978. 487 с.
- Ту Ю. Современная теория управления. М.: Машиностроение, 1971. — 472 с.
- Табак Д., Куо Б. Оптимальное управление и математическое программирование. -М.: Наука, 1975,-279 с.
- Яицков С.А. Ускоренный изотермический индукционный нагрев кузнечных заготовок. М.: Машгиз, 1962. — 96 с.
- Голубь H.H. Оптимальное управлеоние процессом нагрева массивных тел с внутренними источниками тепла. // Автоматика и телемеханика, 1967, № 12, с. 7687.
- Коломейцева М.Б., Панасенко С. А. Оптимизация нагрева сплошного цилиндра в индукторе. // Техническая кибернетика /Тр. МЭИ. М.: МЭИ, 1972, вып. 95. -с. 139 — 143.
- Оськин А.Ф., Павлов H.A. К вопросу оптимизации режима нагрева заготовок прямоугольной формы. // Изв. ЛЭТИ, 1973, вып. 114, с. 46 52.
- Павлов H.A. Инженерные тепловые расчеты индукционных нагревателей. -М.-Л.: Энергия, 1978. 120 с.
- Лелёвкина Л.Г. Вариационный подход к решению задачи индукционного нагрева. // Математические методы оптимизации систем с распределенными параметрами. -Фрунзе: Илим, 1975, с. 96 109.
- Красовский H.H. Теория управления движением. М.: Наука, 1968. — 475 с.
- Установки индукционного нагрева. /.А. Е. Слухоцкий, B.C. Немков, H.A. Павлов и др. Л.: Энергоиздат, Ленинградское отделение, 1981. 326 с.
- Карташов Э.М. Аналитические метоДы в теории теплопроводности твердых тел. -М.: Высшая школа, 1985/ 480 с.
- Лыков A.B. Тепломассообмен. М.: Энергия, 1972. — 560 с.
- Райопорт Э.Я. Задача равномерного приближения при оптимизации распределенной системы, описываемой уравнением параболического типа // Сибирский математический журнал, 1982, т. 23, № 5! С. 168 — 191.
- Бутковский А.Г. Характеристики систем с распределенными параметрами. М.: Наука, 1979. — 224 с.
- Дилигенская А.Н. Оптимизация процесса индукционного нагрева металла по энергопотреблению. // Математическое моделирование и краевые задачи. Труды VI межвузовской конференций, Самара, 1996, с. 141.
- Дилигенская А.Н., Мажурйна H.A. Алгоритмы оптимального по энергопотреблению управления процессом индукционного нагрева// Приборы, системы, информатика: Межвузовский сборник научных трудов. Самара, 1997. С.30−35.
- Рапопорт Э.Я., Дилигенская А. Н. Оптимальное по энергосбережению управление процессами технологического нагрева.// Актуальные вопросы энергосбережения и сертификации. Тезисы докладов международной научно технической конференции, — Самара, 1997, С. 50,51.
- Медведев В.А., Розова В. Н. Оптимальное управление ступенчатыми системами //Автоматика и телемеханика. 1972. — № 3. — С. 15−23.
- Розова В.Н. Некоторые задачи с разрывными ограничениями на управляющую функцию // Автоматика и телемеханика. 1971. — № 3. — С.22 — 32.•» •
- Дилигенская А.Н. Оптимальное' по энергопотреблению управление в «транспортной» задаче индукционного нагрева металла. Математическое моделирование и краевые задачи. Труды VII научной межвузовской конференции, -Самара, 1997, С.36−43. • ¦ '
- Куржанский А.Б. Управление и наблюдение в условиях неопределенности. М.: Наука, 1977. — 390 с.
- Рыбаков В.В. Алгоритмы и системы оптимального управления индукционным нагревом слитков из алюминиевых сплавов в условиях неопределенности: Автореф. дис.. канд. техн. наук. Куйбышев, 1989, — - 23 с.
- Нейман Л.Р. Поверхностный эффект в ферромагнитных телах. М. — Л.: Госэнергоиздат, 1949. — 190с.
- Слухоцкий А.Е., Рыскин С. Е. Индукторы для индукционного нагрева. -Л.: Энергия, 1974. 264с.
- Слухоцкий А.Е., Павлов Н.А.Тепловые расчеты индукционных нагревателей различных типов для сквозного' нагрева цилиндрических заготовок. -Промышленное применение ТВЧ. Труды ВНИИ ТВЧ, 1966. -вып. 7, С.8−29.
- Рапопорт Э.Я., Зимин Л. С., Лившиц М. Ю. Минимизация расхода энергии при индукционном нагреве металла// Изв. вузов. Черная металлургия, 1988, № 8. -С.111−116.
- Демидович В.Б. Цифровое моделирование и оптимизация индукционных нагревателей слитков из алюминиевых сплавов : Автореф. Дис.. канд.техн.наук. -Л., 1978. 15 с.
- Барышников С.П. Оптимальное управление индукционным нагревом крупногабаритных заготовок с упреждающим прогнозом на модели-идентификаторе : Дис.. канд.техн.наук. Куйбышев, 1988. — 182 с.
- А.Г.Бутковский, В. А. Кубышкин, А. Г. Смирнов и др. Метод подстановки для расчета распределенных управлений. // АиТ, 1984, № 9. с. 52 — 61.
- Рапопорт Э Я. Оптимальные режимы нагрева металла, с учетом технологических ограничений// Изв. Вузов. Черная металлургия, 1986, № 2. С. 101 — 105.
- Дилигенская А.Н. Оптимальное по расходу энергии управление процессом индукционного нагрева в условиях неопределенности// Вестник Самарского Государственного Технического Университета, Выпуск 5, 1998, с. 184−186.
- Дилигенская А.Н. Энергосберегающее управление нелинейными объектами индукционного нагрева.// Качество, .безопасность и энергосбережение. Тезисы докладов международной научно технической конференции, — Самара, 1998, С.21−23.
- Справочник по теории автоматического управления // Под ред.А. А. Красовского.-М.:Наука. Гл.ред.физ.-мат.лит., 1987.-712с.
- Коломейцева М.Б., Кулаков Л. Н., Пушкарёв С. М. Программные регуляторы индукционного нагрева. М.: Энергия, 1972. — 56 с.
- Гживачевский М., Рапопорт Э. Я., Рыбаков В. В. К задаче синтеза оптимальных по быстродействию систем управления нагревом металла. // Идентификация и оптимизация управляемых технологических процессов. -Куйбышев: Изд-во КПтИ, 1989. с.69−80.
- Павлов A.A. Синтез релейных систем, оптимальных по быстродействию. -М.: Наука, 1966. 390 с.
- Адаптивная оптимизация процесса индукцион-ного нагрева в одной задаче подвижного управления. Н. В. Дилигенский, Ю. П. Камаев, М. Ю. Лившиц, Э. Я. Рапопорт. // Управление распределенными системами с подвижным воздействием. М.: Наука, 1979. с. 106 -121.
- Смольников Л.П. Синтез квазиоптимальных систем автоматического управления. М.: Энергия, 1967, — 168 с.
- Лыков A.B. Теория теплопроводности. М.: Высшая школа, 1967. — 600с.
- Диткин В.А., Прудников А. П. Операционное исчисление. М.: Высшая школа, 1975.-408с.
- Ортега Дж., Рейнболдт В. Итерационные методы решения нелинейных систем уравнений со многими неизвестными: Пер. с англ. -М.: Мир, 1975. -558с.
- Вигак В.М. Оптимальное управление нестационарными температурными режимами. Киев: Наук, думка, 1979, — 360 с.
- Вигак В.М. Управление температурными напряжениями и перемещениями. -Киев: Наук, думка, 1988. 312 с.
- Растворова И.И. Исследование и оптимизация индукционных систем для нагрева металлов по критерию энергозатрат и качества формирования температурного поля заготовки. Автореф. дис.. канд.техн.наук. -С.-Пб., 1998. 18с.
- Чмиленко Ф.В. Исследование и разработка установок индукционного подогрева стальных слябов после.непрерывной разливки. Автореф. дис. .канд.техн.наук. -С.-Пб., 1998. 19с.
- Пространственно-временное управление индукционным нагревом проводящихтел прямоугольной формы. / JI.C. Зимин, А. Н. Проценко, Э. Я. Рапопорт и др. //t 1
- Элементы и системы оптимальной идентификации и управления технологическими процессами. Тула: Изд-во Тульского политехи, ин-та, 1987. -с.120−127.
- Демьянов В.Ф., Малоземов В. Н. Введение в минимакс. М.:Наука, 1972.- 368 с.
- Даугавет В.А. Альтернансные свойства решений нелинейных минимаксных задач с нелинейными ограничениями. // Журнал вычислительной математики и математической физики, 1976, т. 16, N 3, с. 784 788.
- Клестов Е.А. Метод распределенных моментов в задаче быстродействия при нескольких ограничениях на управление. // Математическое программирование. -Уфа: Изд. УАИ, 1974, вып. 59, с. 26 34.
- Клестов Е.А. К задаче оптимального по быстродействию управления в системах с распределенными параметрами.//Приборостроение.-Уфа:Изд.УАИ, 1973, вып.62, с.155−162.
- Кротов В.Ф., Гурман В. И. Методы и задачи оптимального управления. М.: Наука, 1973, — 446 с.
- Рогачёв Г. Н. Пространственно-временное управление в задаче ндукционного нагрева массивного' цилиндра. // Идентификация и оптимизация управляемых технологических процессов. Куйбышев: Изд-во КПтИ, 1989, с. 80 — 89.
- Рогачев Г. Н. Алгоритмы и технические средства сосредоточенного и распределенного управления процессами периодического индукционного нагрева. Автореф. дис. канд. техн. наук. Куйбышев, 1982, 20 с.