Разработка структурно-компоновочных и технологических решений для повышения эффективности широкополосной горячей прокатки
В настоящее время эксплуатируется около 250 ШСГП. При этом только два стана построены по одному проекту — ШСГП 2000 ОАО «Новолипецкий металлургический комбинат» (ОАО «НЛМК») и Бокаро (Индия). Жесткая конкуренция на рынке черных металлов, увеличение в себестоимости доли затрат на сырье и энергоносители, постоянно повышающиеся требования, предъявляемые к качеству продукции, вынуждают производителей… Читать ещё >
Содержание
- 1. Современное состояние технологии, оборудования и технологического проектирования производства широкополосной горячекатаной стали
- 1. 1. Широкополосная горячекатаная листовая сталь и агрегаты для ее производства
- 1. 1. 1. Станы Стеккеля
- 1. 1. 2. Литейно-прокатные агрегаты
- 1. 1. 3. Широкополосные станы горячей прокатки
- 1. 2. Основные аспекты реконструкции и модернизации ШСГП
- 1. 3. ШСГП как объект инфраструктуры металлургического предприятия
- 1. 4. Задачи технологического проектирования производства широкополосной горячекатаной стали
- 1. 4. 1. Выбор исходной заготовки
- 1. 4. 2. Выбор контрольных характеристик температурного режима прокатки
- 1. 4. 3. Выбор режима обжатий
- 1. 4. 4. Выбор скоростного режима
- 1. 4. 5. Оценка возможностей прокатки
- 1. 4. 6. Оценка потребностей в ресурсах
- 1. 5. Постановка цели и задач работы
- 1. 1. Широкополосная горячекатаная листовая сталь и агрегаты для ее производства
- 2. Методика автоматизированного поиска рациональных структурнокомпоновочных решений при модернизации ШСГП
- 2. 1. Основные принципы алгоритмизации поиска структурно -компоновочных решений при модернизации ШСГП
- 2. 2. Выбор расчетных профилей по маркам стали
- 2. 3. Выбор расчетных профилей по толщине
- 2. 4. Выбор размеров сляба
- 2. 5. Выбор параметров промежуточного раската
- 2. 6. Разработка методики оценки потребностей в ресурсах
- Выводы
- 3. Разработка моделей для выбора деформационных и скоростных режимов прокатки на ШСГП
- 3. 1. Модель расчета режима обжатий горизонтальными валками в черновой группе
- 3. 2. Модель- расчета режима обжатий вертикальными валками в черновых клетях
- 3. 3. Модель расчета скоростного режима черновой прокатки
- 3. 4. Модель расчета режима обжатий в чистовой группе ШСГП
- 3. 5. Модель расчета скоростного режима чистовой прокатки
- Выводы
- 4. Разработка структурно-компоновочных и технологических решений для повышения эффективности производства на ШСГП 2500 ОАО «ММК»
- 4. 1. Рациональный сортамент ШСГП 2500 с учетом программы развития ОАО «ММК»
- 4. 2. Методика расчета параметров для анализа, вариантов модернизации ШСГП
- 4. 3. Оценка возможностей печного участка модернизированного стана
- 4. 4. Рациональная структура и размещение черновой группы, промежуточного рольганга и чистовой группы ШСГП 2500 ОАО «ММК»
- Выводы
Разработка структурно-компоновочных и технологических решений для повышения эффективности широкополосной горячей прокатки (реферат, курсовая, диплом, контрольная)
Листовая сталь составляет наибольшую долю (45%) конечной металлургической продукции, причем около 2/3 этого количества производится на широкополосных станах горячей прокатки (ШСГП). Сортамент выпускаемой продукции ШСГП охватывает диапазон от 0,8 до 27,0 мм по толщине и от 700 до 2350 мм по ширине, а по марке стали — от рядовых и качественных углеродистых до нержавеющих и высоколегированных [1−3]. Специфика создания таких станов позволяет отнести каждый из них к уникальному оборудованию потому, что каждый стан создавался для решения своих определенных задач.
В настоящее время эксплуатируется около 250 ШСГП. При этом только два стана построены по одному проекту — ШСГП 2000 ОАО «Новолипецкий металлургический комбинат» (ОАО «НЛМК») и Бокаро (Индия). Жесткая конкуренция на рынке черных металлов, увеличение в себестоимости доли затрат на сырье и энергоносители, постоянно повышающиеся требования, предъявляемые к качеству продукции, вынуждают производителей горячекатаной полосы постоянно совершенствовать технологию и оборудование для повышения эффективности производства.
Мировой опыт показывает, что за свой жизненный цикл ШСГП подвергаются многократным реконструкциям. Любая реконструкция направлена на достижение своих целевых показателей и по существу уникальна. Таким образом, поиск эффективного варианта реконструкции или модернизации стана представляет собой актуальную задачу.
Также следует отметить, что из-за избыточного количества мощностей производители стремятся выполнить модернизацию стана с минимальными потерями производства, практически «на ходу», т. е. без ухода с рынка. Такая задача, в частности, актуальна и для ОАО «Магнитогорский металлургический комбинат», где необходимо вывести из работы среднелистовой стан 2350, увеличить массу рулонов на ШСГП 2500, расширить его сортамент в сторону и тонких, и толстых полос, а также повысить качество выпускаемой продукции в целом без снижения текущего’производства.
Целью работы является повышение эффективности горячей прокатки на широкополосных станах на основе развития моделей для расчета рациональных деформационно-скоростных режимов и анализа структурно-компоновочных решений станов такого типа.
Для достижения сформулированной цели необходимо решить комплекс научно-технических задач*:
1. Выбрать представительное ограниченное множество расчетных профилей, которое окажется достаточно информативным для прогноза уровня энерговооруженности и потребности в энергетических ресурсах, необходимых для работы модернизируемого широкополосного стана горячей прокатки.
2. Разработать методики и соответствующие математические модели для выбора рациональных размеров сляба и разработки режимов горячей прокатки на широкополосном стане, которые в совокупности обеспечат достаточную точность оценки возможностей стана по прокатке различных профилеразмеров и потребность в энергоресурсах на основе результатов, полученных по множеству расчетных профилей.
3. Разработать методику анализа структурно-компоновочных решений по реконструкции широкополосных станов горячей прокатки с применением моделей выбора рациональных размеров сляба, деформационных, скоростных и температурных режимов.
4. Выполнить анализ структурно-компоновочных решений по реконструкции широкополосного стана горячей прокатки на примере ШСГП 2500 ОАО «Магнитогорский металлургический комбинат» (ОАО «ММК») с учетом особенностей его расположения, влияющих на реализацию принципа «реконструкция на ходу».
Работа выполнена при научной консультации доктора технических наук, профессора В. М. Салганика.
Соответственно указанным задачам диссертация имеет следующую структуру.
В первой главе рассмотрены оборудование и технологии, применяемые для производства широкополосной горячекатаной стали. Сформулированы цель и задачи исследования.
Во второй главе описаны основные положения методики поиска эффективных структурно-компоновочных решений. Разработана классификация марок стали на группы технологичности, сформирован ряд толщин и ширин для выбора расчетных профилей, разработана методика и математическая модель обоснованного выбора размеров сляба для прокатки на ШСГП, получены зависимости для определения потребности ШСГП в энергетических ресурсах.
В третьей главе разработаны модели для выбора технологически обоснованных режимов обжатий и скоростей прокатки в черновой и чистовой группах ШСГП. Полученные, с их использованием результаты обеспечивают достаточную точность оценки возможностей стана по прокатке расчетных профилей заданного множества.
В четвертой главе с использованием моделей, разработанных в главах 2 и 3 данной диссертационной работы, разработана методика расчета параметров для анализа вариантов модернизации ШСГП и с ее применением уточнена компоновка черновой группы ШСГП 2500 ОАО «ММК» в проекте его модернизации, который перешел в стадию реализации.
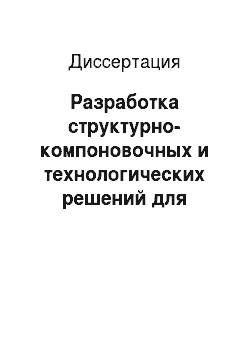
На рис. 1 представлена структура диссертационной работы.
Результаты теоретических исследований были опробованы и внедрены для реализации реконструкции ШСГП 2500 ОАО «ММК». б.
Рис. 1. Структура диссертационной работы.
Основные результаты работы:
1. Разработана методика анализа структурно-компоновочных решений по реконструкции широкополосных станов горячей прокатки как комплекса взаимосвязанных мероприятий, предусматривающих, в том числе, разработку обоснованных технологических режимов и выбора на основе экстремальных значений параметров прокатки ключевых характеристик оборудования, а также определения потребностей в ресурсах различных видов.
2. Предложена классификация марочного сортамента на группы технологичности продукции широкополосных станов горячей прокатки для выбора расчетных профилей по маркам стали с учетом взаимосвязи сопротивления деформации как характеристики пригодности к прокатке, коэффициента теплопроводности как характеристики особенностей нагрева и критической температуры АгЗ как характеристики для выбора температуры конца прокатки. А также предложены обоснованные ряды толщин и ширин для выбора расчетных профилей по размерам с учетом современного развития сортамента ШСГТТ за счет освоения прокатки полос толщиной 16−25 мм.
3. Разработана модель выбора рациональных размеров сляба для прокатки расчетных профилей, отличающаяся тем, что ширина сляба выбирается через ширину раската, которая, в свою очередь, определяется через ширину готовой полосы с учетом особенностей формоизменения по ширине в чистовой группе.
4. Для обеспечения высокой точности оценки возможностей стана по прокатке различных профилеразмеров разработаны модели:
— расчета обжатий по ширине в черновой группе ШСГП, особенностью которой является учет в виде ограничений комплекса таких явлений, как захватывающая способность валков, устойчивость против изгиба в поперечном направлении, дополнительное уширение при последовательном обжатии в паре вертикальные-горизонтальные валки;
— расчета обжатий горизонтальными валками в черновой группе ШСГП, которая отличается комплексностью отображения принципов распределения обжатий по проходам и ограничений на процесс прокатки;
— расчета обжатий горизонтальными валками в чистовой группе ШСГП, отличающаяся уточнением коэффициентов относительной загрузки приводов для тонких (до 4 мм) и толстых (более 4 мм) полос для разработки режимов обжатий при чистовой прокатке методом Имаи;
— расчета скоростных режимов прокатки в черновой и чистовой группах ШСГП, которые определяют как энерговооруженность стана, так и его производительность, а также температуру металла, которая имеет существенное значение для обеспечения свойств проката;
— расчета потребностей в энергетических ресурсах, отличающаяся тем, что удельный расход энергоресурсов различных видов связан с удельным расходом электроэнергии на прокатку сляба в готовую полосу.
5. На основе разработанных моделей выбора размеров сляба и расчета деформационно-скоростных режимов создана модель расчета параметров для.
131 анализа структурно-компоновочных решений реконструкции ШСГП, предусматривающая структурно-матричное представление описания как исходных данных для проектирования, так и окончательных результатов для генерации итоговых отчетов. Алгоритм реализован в виде программы на языке VISUAL BASIK FOR APPLICATION в среде электронных таблиц MS EXCEL, получено свидетельство о государственной регистрации программы (№ 2 010 615 121 от 10.08.2010 г.).
6. Выявлен и обоснован усовершенствованный вариант компоновки новой черновой группы ШСГП 2500 ОАО «ММК», отличающийся местом размещения черновой группы, сроком ее строительства и ввода в эксплуатацию. Данное предложение позволяет получить следующие технологические преимущества: обеспечение заданной производительности стана в период реконструкцииувеличение выхода годного за счет сокращения периода освоения новой технологиисоздание предпосылок для дальнейшего расширения сортамента и улучшения качества путем сооружения новой чистовой группы ШСГП 2500 ОАО «ММК». Предложенная компоновка принята к реализации на ОАО «ММК».
Заключение
.
В данной диссертационной работе выполнены экспериментальные исследования закономерностей деформационно-скоростных режимов горячей прокатки на широкополосном стане и разработаны модели для синтеза режимов прокатки с учетом указанных закономерностей. Рассмотрены технологические особенности сталей различных марок в связи с их прочностными свойствами и составлена классификация марочного сортамента ШСГП по группам технологичности. А также разработан принцип выбора множества расчетных профилей для оценки различных вариантов структурно-компоновочных решений ШСГП. С На основе указанных принципов формирования множества расчетных профилей, а также моделей разработки обоснованных режимов прокатки создана методика анализа структурно-компоновочных решений широкополосных станов горячей прокатки, с применением которой обоснована коррекция проекта реконструкции черновой группы ШСГП 2500 ОАО «ММК», создающая предпосылки для углубления модернизации за счет возможности замены чистовой группы стана.
Список литературы
- Коновалов Ю.А., Руденко Е. А. Настоящее и будущее агрегатов для производства горячекатаных листов и полос // Производство проката. 2008. № 1. С. 15−20.
- Зиновьев A.B. Новейшие достижения и тенденции в прокатном производстве// Новости черной металлургии за рубежом. 2007. № 2. С. 50−57.
- Четыре оптимальные конфигурации агрегатов для производства горячекатаной полосы / Б. Гензер, П. Шмиц, У. Шкода-Допп, Ф. Вернер // Черные металлы. 1999. № 9. С. 36−45.
- Зиновьев A.B. Направления развития технологии производства горячекатаной полосы // Новости черной металлургии за рубежом.1999. № 1. С. 66−69.
- Свичинский А.Г. Рациональные направлении технического перевооружения широкополосных станов горячей прокатки // Сталь. 1993. № 4. С. 40−42.
- Никитина JI. А. Состояние и перспективы развития производства проката в России и за рубежом // Производство проката. 2000. № 8. С. 7−15.
- Зиновьев A.B. Станы Стеккеля для прокатки стальных листов // Новости черной металлургии за рубежом. 1996. № 3. С. 104−106.
- Кнеппе Г., Роде В. Экономичное производство полос из коррозионно-стойкой стали на станах Стеккеля: Пер. с нем. // Черные металлы. 1993. сент. С. 33−43.
- Рамасвами В., Беннер Ф.-Г., Розенталь В. Современные станы Стеккеля для горячей прокатки полосы из специальных сталей: Пер. с нем // Черные металлы. 1996. окт. С. 27−32.
- Матвеев Б.Н. Совершенствование оборудования и расширение применения станов с моталками в печах за рубежом // Черная металлургия. 2004. № 10. С. 50−54.
- Тонкослябовые литейно-прокатные агрегаты для производства стальных полос / В. М. Салганик, И. Г. Гун, A.C. Карандаев и др. М.: Издательство МГТУ имени Н. Э. Баумана, 2003. 506 с.
- Янсен X. Совка Э. К. Прогресс в развитии литейно-прокатного агрегата компании THYSSENKRUPP STEEL // Черные металлы. 2007. № 6. С. 45−50.
- Фернандес А., Кюпер Ф. Й. Первые результаты эксплуатации агрегата CSP фирмы Хилса // Черные Металлы. 1996. № 10. С. 25−31.
- Салганик В.М., Румянцев М. И. Технология производства листовой стали: Учебное пособие. Магнитогорск: ГОУ ВПО «МГТУ», 2007. 302 с.
- Коновалов Ю.А., Руденко Е. А. Настоящее и будущее агрегатов для производства горячекатаных листов и полос // Производство проката. 2008. № 1. С. 15−20.
- Кнеппе Г., Розенталь Д. Производство горячекатаной полосы: требования для нового столетия // Черные металлы. 1999. № 1. С. 24−32.
- Роде В. Новые концепции экономического и гибкого производства высококачественных горячих штрипсов // Черная металлургия России и стран СНГ в XXI веке: Сб. трудов междунар. конф. Т.З. М.: Металлургия, 1994. С. 268−273.
- Машины и агрегаты металлургических заводов. В 3-х томах. Т. 3. Машины и агрегаты для производства и отделки проката / А. И. Целиков, П.И. Полу-хин, В. М. Гребенник и др. М.: Металлургия, 1981. 576 с.
- Коновалов Ю.В. Настоящее и будущее агрегатов для производства горячекатаных листов и полос // Производство проката. 2008. № 6. С. 11−21.
- Оратовский E. JL, Липухин В. А., Артамонова Е. А. Непрерывные и полунепрерывные широкополосные станы горячей прокатки// БНТИ. 1980. № 13. С. 22−35.
- Владика Г. Тенденции развития широкополосных станов горячей прокат- 1 ки// БНТИ. 1971. № 24−25. С. 21−30.
- Технология и оборудование, проблемы и перспективы бесконечной горячей прокатки на широкополосных станах / О. В. Дубина, A.JI. Остапенко, JI.A. Никитина, Ю. Н. Белобров, Ю. В. Коновалов // Черная металлургия. 2002. № 5. С. 10−30.
- Дегнер М., Ратдек У. Разработки в области горячей и холодной прокатки// Черные металлы. 2006. № 12. С. 33−44.
- Целиков А.И. Новый этап развития широкополосовых станов // Сталь. 1976. № 6. С. 521−527.
- Скороходов В.Н. Проблемы и перспективы развития прокатного производства // Сталь. 1991. № 6. С. 41−44.
- История производства горячекатаной полосы после 1926 г. / М. Дегнер, Х.-У. Гарбрахт, П.-Й. Линденберг, В. Маук, В. Риссе, Г. Тимман // Черные металлы. 2003. № 4. С. 31−41.
- Дегнер М., Тамлер Х. У. Новые технические разработки в области горячей прокатки // Черные металлы. 2001. № 10. С.15−17.
- Деринг К., Кале К.-П., Хагман Р. Новый компактный широкополосный стан горячей прокатки на заводе фирмы Eko Stahl GmbH и система его автоматизации // Черные металлы. 1998. Июль-август. С. 62−71.
- Дегнер М. Некоторые современные направления в горячей прокатке широкой полосы и толстого листа // Черные металлы. 1998. Сентябрь-октябрь. С. 64−65.
- Майер П. Обеспечение высокого качества продукции и экономической эффективности производства на широкополосных станах горячей прокатки// Труды 2 конгресса прокатчиков. 23.10.1997. С. 55−62.
- Ланге Э. Производство стали и проката: необходимость в оптимизированных марках стали// Черные металлы. 2008. Апрель. С. 52−54.
- Радюкевич Л.В. Прокатное производство чёрной металлургии России в 2004—2005 гг.. задачи на ближайшую перспективу// Металлург. 2006. № 1. С.72−74.
- Хлопонин В.Н. Непрерывные ШСГП могут ответить на вызов литейно-прокатных агрегатов// Производства проката. 2001. № 8.С. 14−20.
- Оптимальные способы поддержания работоспособности механического оборудования / В. Я. Седуш, В. А. Сидоров, С. П. Еронько, Е. В. Ошовская // Сталь. 2003. № 7. С. 77−79.
- Поляков Б.Н. Сравнительный анализ статистических характеристик на-груженности оборудования прокатных станов// Сталь. 2005. № 10. С. 86−87.
- Ортман Б. Модернизация системы автоматизации широкополосного стана горячей прокатки фирмы Фестальпине Шталь Линц// Черные металлы. 1995. июль. С. 13−21.
- Чарихов JI.A., Розенберг А. Б., Хаит JI.E. О современных компоновках чистовой группы клетей автоматизированного широкополосного стана // Сталь. 1982. № 2. С. 55−56.
- Чарихов Л.А., Розенберг А. Б., Хаит Л. Е. Новая компоновка непрерывной чистовой группы клетей автоматизированного широкополосного стана для контролируемой прокатки толстых полос //БНТИ. 1983. № 7. С. 51−52.
- Шаде Д. Новая черновая группа клетей для горячей прокатки полосы фирмы Эделыптальверке Будерус// БНТИ. 1988. № 24. С. 33−34.
- Л.А. Никитина. Новое расположение клетей черновой группы широкополосного стана // БНТИ. 1974. № 11. С. 61−62.
- Паверски О., Шгедер Г. Исследование работы реверсивной черновой клети ШСГП// Черные металлы. 1968. № 13. С. 31−40.
- Новая четырёхвалковая реверсивная черновая группа с обжимной клетью ШСГП / А. Сидмар Хамилиус, Г. Дероо, П. Ван Холле, X. Ван Хеке // Черные металлы. 1989. № 22. С. 35−40.
- ШСГП с черновой группой нового типа / А. Тике, Р. Кунц, Г.-Г. Хюскен, К. Вагнер // Черные металлы. 1969. № 23. С. 33−43.
- Роде В., Владика Г. Разработка оборудования для производства широкой горячекатаной полосы // Черные металлы. 1991. № 2. С. 41−51.
- Фрикке Г., Ледерер А. Модернизация станов горячей прокатки полосы// Черные металлы. 1988. Июль. С. 3−12.
- Артамонова Е.А., Федина Е. А. Модернизация широкополосных станов горячей прокатки за рубежом// НТИЧМ. 1984. № 5. С. 45−53.
- Реконструкция и модернизация широкополосного стана горячей прокатки/ Т. Хартман, Ф. Вебер, Э. Улиг, Г. Драйер // НТИЧМ. 1974. № 13. С. 45−53.
- Porro В., Туротте Д. К. Успешная модернизация прокатного стана сендзи-мира № 1 на заводе фирмы Outokumpu // Черные металлы. 2000. январь. С. 50−51.
- Ито М. Техническое обслуживание и модернизация полосового стана горячей прокатки // НТИЧМ. 1972. № 10. С. 27−31.
- Дерман Г. Ю., Владика Г. Реконструкция и модернизация широкополосного стана горячей прокатки // НТИЧМ. 1977. № 3. С. 19−27.
- Ботхен С. Нолте К., Пфанненшмидт А. Повышение производительности и качества нагрева в результате модернизации системы автоматизации печей с шагающими балками // Черные металлы. 2004. ноябрь. С. 32−35.
- Винтеркамп Г., Фриц Г., Шенк Г. Капитальные и эксплуатационные затраты на широкополосные станы горячей прокатки // БНТИ. 1975. № 14. С. 3−9.
- Луи Жиан, Майерл И. Модернизация станов горячей прокатки на заводе Shagang // Сталь. 2003. № 8 С. 48−52.
- Опыт эксплуатации СГП 2050 на заводе фирмы BASTEEL / Ян Гуан, Джинь Сэджунь, Си Джанпин, Розенталь П. Фойгтман Л., Кнеппе Г.// Черные металлы. 2002. № 4. С.39−48.
- Дж. Чен, Найхейс Т. Новые системы охлаждения для станов горячей прокатки// Сталь. 2005. № 9. С. 44−48.
- Экельсбах К., Ракель X. Нестандартный подход к модернизации стана на предприятии // Черные металлы. 2005. № 4. С.45−46.
- Зиновьев A.B. Модернизация станов горячей прокатки и анализ технологических аспектов производства горячекатаных стальных полос // Новости черной металлургии за рубежом. 2008. № 1. С.44−51.
- Зиновьев A.B. Обзор программ реконструкции полосовых станов горячей прокатки // Новости черной металлургии за рубежом. 1997. № 1. С.78−79.
- Зиновьев A.B. Модернизация прокатных станов с целью повышения качества и выхода годного // Новости черной металлургии за рубежом. 1997. № 1. С.80−81.
- Туммес Г. Х., Коттзипер Г. Требования к высокопроизводительным широкополосным станам//Черные металлы. 1973. № 5. С. 9−17.
- Модернизация ШСГП фирмы Тиссен шталь / Эспенхан М., Фридрих К. Э., Остербург X., Тезе П., Вольперт В.// Черные металлы. 1995. № 10.С.46.
- Реконструкция и модернизация широкополосного стана горячей прокатки/ Т. Хартман, Ф. Вебер, Э. Улиг, Г. Драйер // Черные металлы. 1974. № 13. С. 24−32.
- Повышение производительности и качества продукции ШСГП компании Voestalpine Stahl Gmbh/ Э. Вебербергер, В. Зайрук, Г. Миттер, Р. Коннерт // Черные металлы. 2008. № 1. С.26−32.
- Зиновьев A.B. Новый полосовой стан горячей прокатки фирмы «China Steel» // Новости черной металлургии за рубежом. 1998. № 2. С.51−53.
- Зиновьев A.B. Отвечают ли обычные широкополосные станы современным запросам // Новости черной металлургии за рубежом. 1997. № 3. С.79−82.
- Применение современных технологий в условиях действующего металлургического комбината/ Н. И. Воробьев, A.A. Смирнов, В. Г. Дугмасов, Ф. С. Дубинский, О. О. Сиверин // Черная металлургия. 2004. № 4. С. 28−31.
- Голубченко А.К. Перспективы развития технологии и модернизации оборудования цехов горячей прокатки широкополосной стали // Сталь. 1992. № 8. С. 36−41.
- Пасечник Н.В., Сурков И. А. Прочностная надежность металлургических машин — основа модернизации металлургического комплекса России// Черные металлы. № 9. 2008. С. 8−15.
- Зиновьев A.B. Модернизация полосовых станов горячей прокатки для удовлетворения требований современного рынка // Новости черной металлургии за рубежом. 2008. № 5. С. 46−49.
- Зиновьев A.B. Обеспечение высокого качества продукции и экономической эффективности производства на ШСГП фирмы «Mannesmann demag» // Новости черной металлургии за рубежом. 1998. № 1. С. 50−55.
- Линдерберг Х.-У., Генрион Ж., Шваха К. Новая технология Eurostrip // Сталь. 2002. № 4. С. 61−62.
- Создание системы мониторинга прокатного оборудования/ Р. К. Вафин, Р. И. Ахмедшин, А. И. Мальцев, A.A. Мальцев, П. Л. Алексеев //Сталь. 2001. № 11. С. 62−64.
- Коновалов Ю.В., Руденко Е. А. Настоящее и будущее агрегатов для производства горячекатаных листов и полос// Производство проката. 2008. № 1. С. 15−20.
- Возможности интеллектуальной технологии изучения и оптимизации металлургических производств / Д. В. Сталинский, Д. В. Кац, С. П. Диденко, A.M. Давиденко // Сталь, 2001. № 5. С. 77−80.
- Шарфенорт У., Хоппман Г.-Д., Шмиц П. Целесообразность использования широкополосных станов горячей прокатки на современных заводах // Чёрные металлы. 1996. № 12. С. 30−42.
- Нормы технологического проектирования и технико-экономические показатели прокатных цехов. ВНТП 1−7-83. МЧМ СССР. Москва. 1983.
- Зайцев B.C. Основы технологического проектирования прокатных цехов: учебник для вузов. М.: Металлургия, 1987. 336 с.
- Математическое моделирование процесса горячей прокатки широкополосной стали / В. М. Салганик, М. И. Румянцев, Б. Я. Омельченко идр. // Труды второго конгресса прокатчиков. М.: ОАО Черметинформация, 1998. С. 163−167.
- Коновалов Ю.В., Налча Г. И., Савранский К. Н. Справочник прокатчика. М.: Металлургия, 1977. 312 с.
- Фомин Т.Г., Дубейковский A.B., Гринчук П. С. Механизация и автоматизация широкополосных станов горячей прокатки. М.: Металлургия, 1979. 232 с.
- Горячая прокатка широких полос / В. Н. Хлопонин, П. И. Полухин, В. И. Погоржельский, В. П. Полухин. М.: Металлургия, 1991. 198 с.
- Коновалов Ю.В. Справочник прокатчика. Справочное издание в 2-х книгах. Книга 1. Производство горячекатаных листов и полос. М.: «Теплотехник», 2008. 640 с.
- Салганик В.М., Кульпин Е. В. Формирование ширины при горячей прокатке // Обзорн. информ. Сер. Прокатное производство. Вып. 2. М., Черметинформация, 1989. 24 с.
- Прокатное производство / П. И. Полухин, Н. М. Федосов, А. А. Королев, Ю. М. Матросов. М., Металлургия, 1982. 696 с.
- Технология процессов обработки металлов давлением / П. И. Полухин, А. Хензель, В. П. Полухин и др. / Под ред. Полухина П. И. М.: Металлургия, 1988. 408 с.
- Технология прокатного производства /В. М. Клименко, А. М. Онищенко, А. А. Минаев и др. Киев: Выща школа, 1989. 311 с.
- Технология прокатного производства. В 2-х томах. Кн. 2: Справочник/ М. А. Беняковский, К. Н. Богоявленский, А. И. Виткин и др. М.: Металлургия, 1991. 423 с.
- Николаева Г. И. Нормализующая прокатка широкой полосы, толстого листа, крупно- и мелкосортного проката. // Металловедение и термическая обработка. Экспресс-обзор ин-та Черметинформация. Вып. 5−6. М.: Черметинформация, 1992. С. 1−6.
- Сафьян М.М. Прокатка широкополосной стали. М.: Металлургия, 1969. 460 с.
- Автоматизированные широкополосные станы, управляемые ЭВМ / М. А. Беняковский, М. Г. Ананьевский, Ю. В. Коновалов и др. М.: Металлургия, 1984. 240 с.
- Технологические основы автоматизации листовых станов / Ю. В. Коновалов, А. П. Воропаев, Е. А. Руденко и др. К.: Техшка, 1981. 128 с.
- Павельски О., Пибер В. Возможные пределы деформации по ширине при плоской горячей прокатке // Черные металлы. 1985, № 17. С. 3−11.
- Клименко В.М., Онищенко A.M. Кинематика и динамика процессов прокатки. М.: Металлургия, 1984. 232 с.
- Литовченко Н.В. Станы и технология листовой прокатки. М.: Металлургия, 1979. 272 с.
- Медведев Г. А., Лебедев С. А., Шурыгин В. И. Определение параметров прокатки и настройки вертикальных валков НШС горячей прокатки // Труды первого конгресса прокатчиков. М.: ОАО «Черметинформация», 1996. С.113−116.
- Коновалов Ю.В., Остапенко А.Л, Температурный режим широкополосных станов горячей прокатки. М.: Металлургия, 1974. 175 с.
- Румянцев М.И. Методика разработки режимов листовой прокатки и ее применение // Вестник МГТУ. 2003. № 3. С.16−18.
- Политехнический словарь / Редкол.: А. Ю. Ишлинский. М.:Советская энциклопедия,! 989. 656 с.
- Новейший словарь иностранных слов и выражений. М.: Издательство «АСТ», Мн.: Харвест, 2002. 976 с.
- Ожегов С.И. Словарь русского языка: Ок. 60 000 слов и фразеологических выражений/ С.И. Ожегов- Под общ ред. проф. Л. И. Скворцова 25-е издание, исправлен и дополнен. М.: ООО «Издательство Оникс»: ООО «Издательство», «Мир и Образование», 2007. 1328 с.
- Волчкевич Л.И. Автоматизация производственных процессов: Учеб пособие. 2-е изд., стер. М.: Машиностроение, 2007. 380с.
- Андреюк Л.В., Тюленев Г. Г. Аналитическая зависимость сопротивления деформации металла от температуры, скорости и степени деформации // Сталь. 1972. № 6. С. 825−828.
- Подход к выбору размеров сляба для широкополосных станов горячей прокатки / В. М. Салганик, М. И. Румянцев, А. Г. Соловьев, Д. С. Цыбров // Вестник МГТУ им. Г. И. Носова. 2010. № 1. С.38−43.
- Коновалов Ю.В., Остапенко А. Л., Пономарев В. И. Расчет параметров листовой прокатки: Справочник. М.: Металлургия, 1985. 430 с.
- М. Дегнер, Г. Тиман. Совершенствование технологии СОИЛЗОХ на примере ШСГП в Бохуме // Черные металлы. 2003. № 3. С. 15−20.
- Хюскен Г.-Г., Хервиг К. Применение установки Койлбокс на ШСГП завода фирмы Крупп шталь // Черные металлы. 1983. № 6−7. С. 43−47.
- Медведев Г. А. Инженерный метод расчета режимов обжатий на широкополосном стане горячей прокатки: Метод, указания. Магнитогорск: МГМИ, 1983. 19 с.
- Моделирование изменения ширины раската и алгоритмизация задачи выбора режима обжатий вертикальными валками в черновой группе ШСГП /
- B.М. Салганик, М. И. Румянцев, А. Г. Соловьев, Д. С. Цыбров // Неделя металлов в Москве. 09−13 ноября 2009 г. Сборник трудов конференции. М., 2010.1. C. 581−588.
- Рокотян Е.С., Рокотян С. Е. Энергосиловые параметры обжимных и листовых станов. М.: Металлургия, 1968. 271 с.
- Теория прокатки: Справочник / А. И. Целиков, А. Д. Томленов, В.И. Зю-зин и др. М.: Металлургия, 1982. 335 с.
- Грудев А.П. Захватывающая способность прокатных валков. М.: СП Интермет Инжиниринг, 1998. 282 с.
- Чижиков Ю.М. Процессы обработки давлением легированных сталей и сплавов. М.: Металлургия, 1965. 500 с.
- Медведев А.М., Острейко И. А. Повышение качества поверхности холоднокатаных листов из непрерывнолитых заготовок / Экспресс-информация ин-та Черметинформация. Серия прокатное пр-во. М.: Черметинформация, 1975, вып. 6. 12 с.
- Бровман М.Я. Энергосиловые параметры и усовершенствования технологии прокатки. М.:Металлургия, 1995. 256 с.
- Обоснованный выбор режима обжатий в чистовой группе широкополосного стана горячей прокатки / В. М. Салганик, М. И. Румянцев, А. Г. Соловьев, Д. С. Цыбров // Производство проката. 2010. № 5. С. 16−20
- Фотиев М.М. Электропривод и электрооборудование металлургических цехов. М.: Металлургия, 1990. 352 с.
- Федосов Н.М., Бринза В. Н., Астахов И. Г. Проектирование прокатных цехов: Учебное пособие для вузов. М.: Металлургия, 1983. 303 с.
- Кривандин В.А., Егоров A.B. Тепловая работа и конструкции печей черной металлургии: Учебник для вузов М.: Металлургия, 1989. 462 с.