Использование CAD/CAE/CAM/PDM систем для проектирования и изготовления технологической оснастки: На примере формообразующих деталей пресс-форм для литья металлов под давлением
Этап геометрического моделирования (или «конструкторское») в автоматизированном проектировании ПФ ЛМД в нашей стране также имеет свою историю. Первые сведения о работах в этом направлении у нас появились во второй половине 80-х годов. Большинство современных отечественных разработок данного этапа ориентируются на IBM-совместимые персональные ЭВМ, широко распространившиеся в проектных… Читать ещё >
Содержание
- 0. Введение. Актуальность работы и выбор направления исследования
- 1. Традиционный процесс проектирования технологической оснастки
- 1. 1. Место проектирования оснастки при технологической подготовке производства
- 1. 2. Типология решений при конструкторско — технологической деятельности (Отчет стр. 8)
- 1. 3. Основные типы и классификация металлической литейной оснастки
- 1. 4. Описание типовой структуры конструкции пресс-формы
- 1. 4. 1. Основные понятия, используемые в ходе проектирования
- 1. 4. 2. Требования к точности изготовления отдельных частей пресс-формы
- 1. 4. 3. Классификация деталей и механизмов пресс-формы
- 1. 5. Способы проектирования пресс-форм для литья металлов под давлением
- 1. 5. 1. Действия конструктора при проектировании пресс-форм для литья металлов под давлением
- 1. 6. Информационная база процесса проектирования пресс-форм для литья металлов под давлением
- 1. 7. Формализуемые и трудноформализуемые проектные задачи
- 1. 8. Организация процесса проектирования и изготовления пресс-форм для литья под давлением
- 1. 9. Выводы
- 2. Автоматизации проектирования и изготовление ПФ ЛМД в компьютерной среде
- 2. 1. Общие сведения и требования к разработке систем автоматизированного проектирования технологической подготовки производства
- 2. 2. Компьютерное проектирование и моделирование
- 2. 2. 1. Процесс моделирования, как один из составляющих процесса проектирования
- 2. 3. Особенности применения САПР в машиностроении
- 2. 4. Проблемы внедрения САПР
- 2. 5. Автоматизация подготовки производства и ее эффективность
- 2. 5. 1. Основной этап подготовки производства — проектирование
- 2. 5. 2. САПР как инструментальное средство проектирования технологической оснастки
- 2. 5. 3. Задачи автоматизации
- 2. 5. 3. 1. Возможности автоматизации проектирования ПФ ЛМД на ЭВМ
- 2. 6. CASE — средства для автоматизации инженерной деятельности
- 2. 7. Выводы
- 3. 1. Особенности параметрического моделирования сборочных единиц в компьютерной среде (Отчет 16 стр.)
- 3. 2. Инженерные расчеты
- 3. 2. 1. Возможности компьютерного моделирования при производстве отливок
- 3. 3. Базы знаний для создания прикладных САПР
- 3. 3. 1. CATIAV
- 3. 3. 2. EDS
- 3. 4. Создание прикладных САПР в системе СПРУТ
- 3. 5. Обзор проектирования пресс-форм в различных САПР пакетах
- 3. 5. 1. EUCLID (ООО «ВОК») — организация работ
- 3. 5. 1. 1. Проектирование пресс-форм в MOLDMAKER
- 3. 5. 2. Проектирование пресс-форм в системе Unigraphics
- 3. 5. 3. Моделирование литейной оснастки в SolidWorks
- 3. 5. 4. Стратегия фирмы «Топ Системы» на пути к комплексной автоматизации конструкторско — технологической подготовки производства предприятия
- 3. 5. 1. EUCLID (ООО «ВОК») — организация работ
- 3. 6. Выводы
- 4. 1. Взаимосвязь САПИР и баз знаний
- 4. 1. 1. Предпосылки для использования объектно-ориентированного подхода при создании базы знаний для проектирования пресс-форм
- 4. 1. 2. Инструментальные средства САПИР
- 4. 2. Перенос деятельности конструктора из традиционной среды проектирования в компьютерную
- 4. 3. Система словарей — справочников данных
- 4. 3. 1. Словарь понятий предметной области
- 4. 3. 2. Список таблиц и табличные зависимости
- 4. 3. 3. Отбор строк из таблицы базы данных
- 4. 4. Блоки принятия решений
- 4. 4. 1. Преимущества применения блоков принятия решений и их возможности
- 4. 4. 2. Блоки принятия решений и вычислительные модели
- 4. 4. 3. Язык спецификации блоков принятия решений
- 4. 4. 4. Программа — планировщик и планировщик действий
- 4. 5. Параметрическая графика
- 4. 5. 1. Графическая база знаний по проектированию формообразующих деталей
- 4. 5. 2. Преимущества 3-х мерного моделирования
- 4. 6. Сценарий проектирования объекта
- 4. 6. 1. Меню расчетов
- 4. 6. 2. Выполнение расчета по вычислительной модели
- 4. 6. 3. Запуск проектной процедуры
- 4. 6. 4. Выбор строки таблицы базы данных в диалоге
- 4. 6. 5. Запись значений таблицы параметров в файл
- 4. 6. 6. Считывание значений таблицы параметров из файла
- 4. 7. Подготовка производства. Создание УП для станков с ЧПУ
- 4. 7. 1. Этапы формирования управляющих программ в программных продуктах фирмы DELCAM: PowerSHAPE и PowerMILL
- 4. 8. Итоги выполнения работы
- 4. 8. 1. Словарь понятий объекта
- 4. 8. 2. Представление нормативно — справочной информации в виде блоков принятия решений
- 4. 8. 3. Сценарий проектирования
- 4. 8. 4. Параметрические 3-х мерные модели деталей пресс-формы, в том числе и формообразующие
- 4. 8. 5. Конструкторская документация (по 3-мерным моделям). Чертежи формообразующих деталей, сборочный чертеж пресс-формы, спецификация
- 4. 8. 6. Управляющая программа для фрезерной обработки формообразующей детали (форма 9)
- 4. 9. Выводы
Использование CAD/CAE/CAM/PDM систем для проектирования и изготовления технологической оснастки: На примере формообразующих деталей пресс-форм для литья металлов под давлением (реферат, курсовая, диплом, контрольная)
Актуальность работы и выбор направления исследования.
В условиях нарастающей глобализации рынка способность современного машиностроительного предприятия конкурировать в сфере производства наукоемких изделий, в первую очередь, определяется возможностями технологической подготовки производства (ТПП). Эти возможности выражаются через категории повышение качества, снижения сроков и затрат, и т. д. Именно с улучшением показателей деятельности в этом направлении связывает мировое сообщество существенный прогресс в развитии современного машиностроительного производства [67].
Динамичное развитие такого производства при расширении номенклатуры выпускаемых изделий предполагает постоянный рост потребностей в технологической оснастке (штампы, пресс — формы, режущий и мерительный инструмент, приспособления и т. д.). В производственных условиях при освоении нового изделия трудоемкость проектирования и изготовления технологической оснастки зачастую бывает, сравнима с трудоемкостью производства собственно изделия, для материализации которого и предназначена последняя.
Поэтому задача повышения качества, сокращения сроков и снижения трудоемкости проектирования технологической оснастки занимает важное место при производстве любых изделий машиностроения [1, 2]. Успешное решение этой задачи машиностроительными предприятиями может быть достигнуто только при переходе к использованию достижений информационной технологии, связанных с инженерным анализом, твердотельным моделированием и компьютерными базами знаний. Именно поэтому многие машиностроительные предприятия связывают свое будущее с внедрением и использованием САБ/САЕ/САМ/РИМ систем [3, 68].
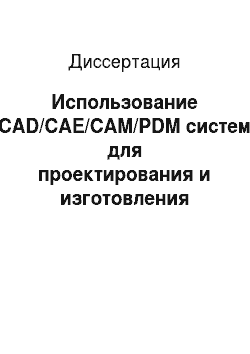
Собственно роль и место САБ/САЕ/САМ/РБМ систем в условиях проектирования и изготовления изделий в машиностроении можно пояснить с использованием рис. 0.1. На этом рисунке сплошной линией показано типовое распределение финансовых ресурсов в ходе подготовки и выпуска изделия рыночного спроса на производящем предприятии (КБ + завод). Это распределение имеет две явно выраженные области: затратную и доходную. В первой области главная цель производящего предприятия может быть сформулирована как стремление к минимизации затрат, связанных с подготовкой производства и выводом нового изделия на рынок. Во второй области главная цель производящего предприятия меняется и уже формулируется как расширение области спроса на выпускаемое изделие.
Под воздействием информационных инициатив, связанных с возможностями используемых САБ/САЕ/САМ/РОМ систем, распределение финансовых ресурсов производящего предприятия примет новый вид. На рисунке пунктирной линией показан 7 желаемый характер распределения, а стрелками изображено направление влияния отдельных информационных инициатив. Цифры у стрелок указывают на следующие инициативы:
1 — сокращение затрат на проведение конструкторско — технологических работ;
2 — сокращение затрат, связанных с необходимостью внесения в проект изменений на поздних этапах разработки (планируемая разработка);
3 — ускорение технологической подготовки производства (быстрое начало производства);
4 — улучшение удовлетворенности заказчика временем и стоимостью реализации проекта;
5 — быстрое реагирование на потребности рынка;
6 — рост удовлетворенности заказчика качеством и производительностью создаваемого изделия;
7 — гибкость освоения новых рынков;
8 — возможность послепродажного расширения свойств изделия (модификация, сопровождение и т. д.);
9 — возможность использования накопленных компьютерных баз знаний в новых проектах.
Деньги.
Рис. 0.1. Распределение инициатив, связанных с возможностями информационных технологий, по управлению финансовыми ресурсами производящего предприятия.
Соотношение между объемами затрат, получаемого дохода и времени перехода от первой области ко второй определяется как производимым изделием (ясно, что, организация проектирования и изготовления пуговиц и самолета в абсолютных значениях будут 8 различными), так и возможностями применяемых в производственных условиях САБ/САЕ/САММШ систем.
К объекту исследования настоящей работы относится выявление влияния вышеназванных инициатив в ходе создания технологической оснастки на примере проектирования и изготовления пресс-форм для литья металлов под давлением. Целесообразность автоматизированного проектирования и изготовления пресс-форм для литья металлов под давлением (ПФ ЛМД) представляется достаточно актуальной. Основными причинами выбора этого типа технологической оснастки для примера демонстрации возможностей информационных технологий в ходе подготовки производства являются:
• массовость применения этого типа технологической оснастки в современном машиностроении (авиация, автомобилестроение, производство бытовой техники и т. д.);
• сложность и разнообразие конструкции, связанной с особенностями основного изделия;
• высокая трудоемкость проектирования и в особенности изготовления;
• продолжительность сроков проектирования и изготовления.
Исторически работы в области автоматизации проектирования пресс-форм ЛМД условно прошли ряд этапов (табл. 0.1). Эти этапы во многом связаны с наращиванием возможностей вычислительной техники и, в первую очередь, программного обеспечения.
Табл. 0.1. Этапы работ по автоматизации проектирования ПФ ЛМД.
Этапы работ Годы становления.
1. Технологические расчеты 2. Чертежно — графические базы данных 3. Трехмерные графические базы данных 4. Компьютерные базы знаний с использованием мастер — процессов 1975 — 1980 1980; 1990 1990;2000 2002.
Самые первые исследования по использованию информационных технологий при проектировании пресс-форм для литья металлов под давлением были связаны с автоматизацией выполнения наиболее трудоемких расчетов. К этим исследованиям относятся работы по созданию программ для расчетов литниково-питающих систем, силовых и температурных полей напряжений как собственно в отливках, так и оснастке, процессов заполнения форм, затвердевания и охлаждения отливок и т. д. К настоящему времени имеется уже достаточное количество разработок в этом «технологическом» направлении, связанном с функциональным компьютерным моделированием упомянутых литейных процессов [5—10].
Восьмидесятые и начало 90-х годов характеризуются исследованиями в области двухмерного «графического» моделирования конструкций ПФ ЛМД с целью создания специальных методик и геометрических языков описания пространственных образов, 9 программных средств ввода геометрической информации в ЭВМ, выполнения различных геометрических расчетов, развития средств машинной графики, осуществления интерактивного графического режима, построения и вывода на графические устройства чертежей деталей, разработки управляющих программ для станков с ЧПУ [11—15].
Развитие этого этапа сопровождалось созданием специализированных систем автоматизированного проектирования и изготовления ПФ ЛМД. Такого типа автоматизированные системы стали выделяться в специализированный класс CAD/CAMсистем. В их основу положена концепция «свободного» конструирования (free design) [16], согласно которой конструктор создает в своем воображении конструктивный образ детали, описывает его на исходном геометрическом языке и вводит в ЭВМ. При этом средства информационных технологий реализуют вспомогательные «сервисные» проектные функции, позволяющие конструктору анализировать и вносить коррективы в созданную им конструкцию технологической оснастки, выполнять необходимые проектные расчеты, формировать и автоматически выводить на графические устройства различные типы чертежей, разрабатывать технологический процесс и управляющие программы изготовления отдельных деталей для этой технологической оснастки на станках с ЧПУ.
Отставание России от уровня зарубежных разработок в «конструкторском» направлении автоматизированного проектирования ПФ ЛМД достаточно существенно. К концу 80-х — началу 90-х гг. известно большое число промышленных зарубежных разработок, созданных на основе вышеописанного подхода, среди которых выделяются: DUCT (Кембриджский университет, Англия) [17], Olmsted (США) [18], Euklid (фирма Fides, Швейцария—ФРГ) [13], SMDS (фирма Sony, Япония) [19,20], J АР АХ (Япония) [21], ORP11 (фирма Overeem Metaal, Голландия) [22], PENTAX (Япония) [23] и др. Все эти системы различаются методами моделирования пространственных образов и составом выполняемых функций.
Этап геометрического моделирования (или «конструкторское») в автоматизированном проектировании ПФ ЛМД в нашей стране также имеет свою историю [69−71]. Первые сведения о работах в этом направлении у нас появились во второй половине 80-х годов. Большинство современных отечественных разработок данного этапа ориентируются на IBM-совместимые персональные ЭВМ, широко распространившиеся в проектных подразделениях машиностроительных предприятий, и выполнены в виде проблемно-ориентированных надстроек к базовой графической системе общего назначения. Сформировалась уже группа организаций, занимающихся «конструкторским» направлением автоматизации проектирования ПФ ЛМД в России. Среди них НИИлитавтопром [72], Нижегородский государственный технический университет (НГТУ) [4], АО «ГАЗ», Удмуртский государственный университет [51] и другие.
На крупных предприятиях автомобильной промышленности таких как АвтоВАЗ, АО «ГАЗ» нашли применение известные зарубежные системы типа CAD/CAM Diaklid/EUKUD фирмы Fides Informatik (Швейцария) [24], DUCT5 [25], а затем и PowerSolution фирмы Delcam International Plc (Великобритания) [74]. Эти системы ориентированы на дорогостоящие рабочие станции и ЭВМ достаточно высокого уровня по сравнению с персональными компьютерами.
С середины 90-х годов в мире наметился переход к созданию трехмерных баз данных, ориентированных на проектирование и изготовление технологической оснастки. К лидерам этого направления стоит отнести такие программные продукты как: UG, Рго/Е, PowerSOLUTION, Cimatron и т. д. Первоначально эти программные продукты поставлялись на рабочих станциях под управлением операционной системы UNIX. В последнее время практически все разработчики ПО объявили о переносе своих программных продуктов на ПЭВМ в среду Windows.
В последнее время при автоматизации проектирования и изготовления пресс-форм ЛМД наметилась тенденция использования компьютерных баз знаний на основе мастер — процессов. О таком подходе в 2001;2002 годах в своих рекламных проспектах объявили фирмы EDS и Delcam International Plc. Основной упор в этом подходе делается на комплексное решение задач и обеспечение совмещенного проектирования и изготовления основного изделия и технологической оснастки для его изготовления. Стоимость оснащения одного рабочего места специалиста по проектированию пресс — форм в США колеблется от 25 до 50 тыс. долларов. В 2001 году оборот на рынке программных систем, связанных с проектированием и изготовлением ПФ, оценивался в 350 млрд долларов США и в течение последних 5 лет имел ежегодный прирост более 15% [75].
Несмотря на достигнутые серьезные успехи, 100% автоматизация всех работ по проектированию и изготовлению технологической оснастки вряд ли возможна, т.к. особенностью проектирования и изготовления последней является большая номенклатура и малые партии изделий. А это, в свою очередь, требует привлечения больших финансовых затрат на автоматизацию работ по проектированию и изготовлению технологической оснастки.
В связи с перечисленными этапами встал целый ряд вопросов о возможности использования CAD/CAE/CAM/PDM систем при проектировании и изготовлении технологической оснастки на машиностроительных предприятиях России. В отечественной литературе (включая и ИНТЕРНЕТ) практически отсутствуют полноценные описания опыта, методик использования информационных технологий в этой области.
Цель работы.
Целью диссертационной работы является повышение качества, сокращение сроков и затрат в ходе компьютерной подготовки производства пресс-форм для литья металлов под давлением в рамках САБ/САЕ/САМ/РБМ систем (в первую очередь, за счет использования твердотельного моделирования, инженерного анализа и компьютерных баз знаний). Важным ограничивающим условием для достижения цели является необходимость обеспечить первоначальную стоимость рабочего места по проектированию и изготовлению пресс-форм в компьютерной среде в пределах 10 — 15 тыс. долларов США, включая поставку базового аппаратного и программного обеспечения.
Для достижения указанной цели потребовалось решить следующие задачи:
1. Провести сравнительный анализ традиционного процесса проектирования технологической оснастки (на примере литья металлов под давлением) и его компьютерного аналога с использованием информационных технологий.
2. Рассмотреть роль и место твердотельного моделирования при проектировании и производстве пресс-форм для литья металлов под давлением.
3. Обосновать структуру и состав компьютерной базы знаний по проектированию и изготовлению пресс-форм для литья металлов под давлением.
4. Осуществить реализацию компьютерной символьно-графической базы знаний для проектирования и изготовления пресс-форм для литья металлов под давлением с использованием твердотельного моделирования.
Научная новизна работы заключается:
1. В разработке понятийной модели процесса проектирования и изготовления пресс-формы для литья металлов под давлением в САБ/САЕ/САМ/РБМ системе;
2. В установлении двунаправленных ассоциативных связей между трехмерными параметрическими прототипами типовых решений в контексте сборки конструкции пресс — формы;
3. В обосновании полноты и формировании символьной и графической баз знаний, обеспечивающих проектирование пресс-форм для литья металлов под давлением в компьютерной среде;
4. В разработке методики автоматизированного проектирования и изготовления пресс-форм для литья металлов под давлением с использованием твердотельного моделирования;
5. В разработке методики получения полного комплекта конструкторско-технологической документации по созданным твердотельным моделям, достаточного.
12 для изготовления формообразующих частей пресс-формы для литья металлов под давлением на оборудовании с ЧПУ;
6. В обосновании использования набора отечественных инструментальных средств для переноса нормативно-справочной информации и опыта проектирования ПФ ЛМД в компьютерную среду: Интегрированной Интеллектуальной Системы (ИнИС), Интеллектуальной Компьютерной Среды (ИКС) и T-FLEX CAD.
Предлагаемый в работе метод решения по проектированию и изготовлению пресс-форм для литья металлов под давлением основан на создании компьютерной базы знаний с применением объектно-ориентированного подхода [64,65, 76−80]. Этот подход заключается в том, что в предметной области (в данном случае проектирование и изготовление пресс-форм) выделяется множество объектов, взаимосвязанных контекстом конструкции пресс-формы. Свойства этих объектов описываются в компьютерной среде на языке, понятном и принятым у специалистов предметной области. Таким образом, опыт по проектированию и изготовлению пресс-форм, накопленный за десятилетия на заводах и предприятиях в виде стандартов предприятий, твердых копий чертежей и нормативно-справочной литературы, переносится в CAD/CAE/CAM/PDM среду в виде символьной и графической базы знаний и сценариев действий. Последние в дальнейшем могут быть многократно использованы другими специалистами в своей практической деятельности.
4.9. Выводы.
4.9.1. Одно из крупных изменений в технологии автоматизированного проектированы, связное с применением информационных технологий, основано на более высоком уровне повторного использования прежних проектных решений. Это значительно облегчает и ускоряет проведение проектных работ. В САПИР принципиальным моментом является то, что эксперт по решению задач конструкторско-технологической подготовки производства является основным разработчиком моделей объектов. Именно он отбирает типовые решения, формирует словари понятий, определяет действия в типовых ситуациях, создает графические прототипы чертежей для их многократного использования. При этом компоненты CASE — технологии, поставляемые.
122 вместе с САПИР, призваны облегчить пользователю решение вышеперечисленных задач и самостоятельно адаптировать программную систему под свои цели. Используя накопленные знания, разработчик с помощью имеющихся у него средств проектирования может создать описание своего изделия, оценить параметры и свойства изделия. Если описания изделия на различных уровнях проектирования содержат противоречия, то система автоматизированной поддержки инженерных решений позволит разработчику выявить их и устранить. В системе проектирования предусмотрены эффективные средства повторного использования проектных решений.
4.9.2. Разрабатываемая в данном проекте база знаний позволит частично автоматизировать проектирование пресс-формы, т.к. созданная графическая база знаний в дальнейшем может использоваться при проектировании других пресс-форм, а символьная база знаний может использоваться для автоматизации проектирования формообразующих деталей.
4.9.3. Так же созданная база знаний по проектированию формообразующих деталей позволяет получить в результате комплект конструкторской документации на пресс-форм для заливки пакета ротора различных типоразмеров, т.к. выполненная параметризация графических моделей позволяет изменять параметры деталей в зависимости от исходных данных, введенных пользователем.
4.9.4. В итоге можно сказать, что была сделана попытка решения задачи по переносу деятельности инженера-конструктора в области проектирования технологической оснастки в компьютерную среду на примере создания базы знаний для автоматизированного проектирования формообразующих деталей пресс-формы для заливки пакета ротора.
Список литературы
- Митрофанов С. П. Групповая технология машиностроительного производства. Т. 1. Организация группового производства.—Л.: Машиностроение, 1983.—407 с.
- Митрофанов С. П. Групповая технология изготовления заготовок серийного производства.—Л.: Машиностроение, 1985.—240 с.
- Тимофеев Г. И., Леушин И. О. Задачи автоматизированного проектирования литейной оснастки/ /Прогрессивные технологии литейного производства, Н. Новгород, ЦНТИ, 1990 г.— 8 с.
- Леушин И.О. Автоматизированное проектирование металлической литейной оснастки на ПЭВМ. М., «Металлургия», 1994, 94 с.
- ShofieldG. A. CAD/CAM:Foundry implications/Brit. Foundryman.- 1986.- 59, N2.- P. 55−56, 58.
- Коровин В. M. Программа «МАРТ» моделирования заполнения литейной формы//Управление технологическими процессами литья и свойствами отливок: Тез. докл. НТК.-Москва.-1990.-С. 19−20.
- Марьянский А. В., Серебро В. С. Применение ЭВМ в литейном производстве за рубежом//Литейное производство.—1985.— N11.— С. 37—39.
- Corbett С. F. Computer aided thermal analysis and solidification simulation//Foundryman.— 1987,—80, N8,—P. 380—385, 388—389.
- Тихомиров M. Д., Сабиров Д. X., Абрамов А. А. Пакет прикладных программ «Полигон» для моделирования процессов литья алюминиевых сплавов//Литейное производства— 1991.—N10,—С. 6—7.
- Васькин В. В., Кропотин В. В., Обухов А. В., Прокошев А. С., Секерина А. Н. ЛВМ-3 — автоматизация технологии литья//Литейное производство.— 1990.-N10.-C. 3−4.
- И. Fritz D. L. CAD/CAM: Fantasy or Fact//Die Castings Engineer.— 1987.- vol. 31. N5.-P. 34, 36.
- Gold R. CAD/CAM improves diecasting productivity//Precis. Metal.— 1984, — 42, N8.-P. 9. 10. 13.
- CAD/CAM als Hilfsmittel bei der Herstellung einer Druckgiessform fur Getriebegehause//Stahlformenbauer.—1988.— Bd5, N5.—S. 50—52.
- Fukuoka K., Onozawa Y., Jgarashi К. Автоматизированная система проектирования и изготовления пресс-форм/ZFujitsu.— Japan.— 1987.— vol. 38, N2.— P. 163— 169.
- Глушков О. И. и др. Автоматизация проектирования пресс-форм.— Минск: Навука i техшка, 1990.— 175 с.125
- Spur G. CAD/CAM systems concepts/Machine design.—1978 —N5.— P. 21—29.
- Welbourn D. B. CAD/CAM as a boost to foundry profltability//Foundry Trade Journal.- 1987.-vol. 161. N3343,-P. 132−136.
- Olson G. CAD/CAM Interfaces with Foundry Patternmaking//Modern Casting.— 1985.-vol. 75, N8.-P. 29−32.
- Киносита M., Окино H., Какацу Й. и др. Разработка САПР металлических литейных пресс-форм/ /Хоккайдо дайгаку когакубу кэнюо хококу.— 1985.— N124.— С 13−24.
- Development of SMDS: SONY Mold Design System/Suguru Sawai, Juzo Akigama, Makoto Hoshi a. al//Amsterdam.— 1986,—P. 273—282.
- Сида С. Система автоматизированного проектирования и изготовления пресс-форм/ /Киндзоку пурэсу.—1984.—N8.—С. 44—60.
- Houston J. CAD/CAM system for forming mould//Metalworking Production.— 1983.—N2.— P. 83—87.
- Мори Ф. Система автоматизированного проектирования литьевых пресс-форм PENTAX/ДСиндзоку пурэсу,-1983.-N4.-C. 408−417.
- Сироткин С. В., Жук Д. М. Использование интегрированных САПР/АСТПП Diaklid/EUKLID в литейном производстве//Литейное производство.—1992.—N12.— С. 13−14.
- Афанасьева Е. В. DUCT5 — конструирование и изготовление изделий сложной формы//Литейное производство.—1992.—N12.—С. 15—16.
- Базров Б.М. Модульная технология в машиностроении. М.: Машиностроение, 2001. 368 с. 27. CIMData: WWW.Cimdata.com
- Чернов Ю. И., Кизилов А. И. Справочник по литейной оснастке.— М.: Машиностроение, 1961.-407 с.
- Горюнов И. И. Пресс-формы для литья под давлением.— Л.: Машиностроение, 1973.— 256 с.
- Белопухов А.К., Винберг Л. И., Дудин A.A., Заславский М. Л. «Литье под давлением». Москва, 1962 г., с. 519
- Кутанов А. И. Стандартизация оснастки.— Горький, 1976.— 113 с.
- Авербух И. И. Типовая и групповая технология стального литья.— М.: Машиностроение, 1968, — 103 с.
- Унифицированные элементы пресс-форм. ИФ «АБ Универсал» 1999.-73 с.
- Смирнов А. С., Радугин А. А. Опыт скоростного проектирования штампов и пресс-форм.— Л.: Машиностроение, 1958.— 140 с.
- Горстко А. Б.Познакомьтесь с математическим моделированием.- М.:3нание.1991.- 160 с.126
- Колодкин В. М., Исаков Ю. Н., Перевозников Ю. Н. САПР технологической документации для производства отливок из цветных сплавов и изготовления оснастки //Литейное производство.—1992.—N5.—С. 24—25.
- Тимофеев Г. И., Нищенков А. В., Леушин И. О. и др. Автоматизированное проектирование металлических пресс-форм литья по выплавляемым моделям для серийного производства//Литейное производство.—1994.—N11.—С. 18—19.
- Автоматизированное проектирование технологии литья под давлением/Тимофеев Г. И., Леушин И. О., Нишенков А. В.//Повышение качества отливок и слитков: Н.-техн. сб. трудов.—Н. Новгород: изд-во ННПИ. 1991.—С. 49—51.
- Системы управления базами данных и знаний/А. Н. Наумов, А. М. Вендеров, В. К. Иванов и др.— М.: Финансы и статистика, 1991.— 352 с.
- Райан Д. Инженерная графика в САПР.— М.: Мир, 1989.— 391 с.
- Петренко А.И. «Основы автоматизации проектирования» Изд-во «Техника», Киев. 1982 г., с. 295
- Вермишев Ю.Х. «Основы автоматизации проектирования» Изд-во «Радио и связь», Москва, 1988 г., с. 280
- Берлинер Э. Актуальность применения САПР в машиностроении. «САПР и графика», № 9, 2000.
- Потемкина О. Внедрение САПР: кадры решают все! «САПР и графика», № 9,2000.
- Красноперов К. Автоматизация подготовки производства и ее эффективность.—"—==
- Неуструев А. А. Состояние и задачи развития САПР ТП литейного производствам/Литейное производство.— 1987.— N11.— С. 22—23.
- Тимофеев Г. И., Леушин И. О. Автоматизированное проектирование форм для литья под давлением серийных отливок//Литейное производство.— 1990.— N11.— С. 26−28.
- Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Часть 3. Формы для литья под давлением./В. Д. Корсаков, В. А. Папсуев и др. — М.: изд-во ЦИНГИ, 1964, — 112 с.
- Курочкин В. М. Современный компьютер.— М.: Мир, 1986.— 210 с.
- Система компьютерного моделирования литейных процессов LMNFlow. НПО МКМ, 1271. Ижевск, 2000, Стр. 12
- Кренкель Т. Э. и др. Персональные ЭВМ в инженерной практике: Справочник/ Т. Э Кренкель, А. Г. Коган, А. М. Тараторин.— М.: Радио и связь, 1989.— 336 с.
- Хорафас Д., Легг С. Конструкторские базы данных,— М.: Машиностроение, 1990.—244 с.
- Максимов Н. Программное обеспечение Autodesk. Компьютерра № 28,1996, стр. 21−24
- Голдовский П., Бубнов A. Knowledge ware: как задействовать самые ценные корпоративные активы (в статье использованы материалы компаний IBM и Dassault Systemes.). «САПР и графика» 4*2001.
- Кузьмин Б. Универсальные и инструментальные системы компании «СПРУТ-Технология». «САПР и графика», № 9, 2002. Стр. 23−26.
- Мазурин А. CASE-средства для автоматизации инженерной деятельности. «САПР и графика», № 2, 2001.
- Мазурин А. Проектирование и изготовление пресс-форм «САПР и графика», № 5, 2001.
- Дудка В.Д., A.B. Морозов, H.H. Моисеев, Г. И. Колесников, Е. Ю. Мурованная, М. В. Малов, И. В. Щекин Разведка боем: передовые технологии SolidWorks в ГУП «КБП» (г. Тула). «САПР и графика», № 4, 2001.
- Кураксин С. «Топ Системы»: вопросы и ответы. «САПР и графика», № 2, 2001.
- Кураксин С. «Топ Системы»: итоги 2001 года. Новые промышленные технологии № 3−4, 2002, стр. 6−11
- Гамма Э. Приемы объектно-ориентированного проектирования. Пер. с англ. -М.:Конкорд, 2001 г., 519 с.
- Леффингуэлл Д., Уидриг Д. Принципы работы с требования к программному обеспечению. Унифицированный подход. Пер. с англ.- М.: Издательский дом «Вильяме», 2002. 448с.
- Проектирование пресс-форм в системе Unigraphics. «САПР и графика», № 1, 2000.
- Автоматизированное проектирование и производство в машиностроении/ Ю. М. Соломенцев, В. Г. Митрофанов, А. Ф. Прохоров и др.- М. Машиностроение, 1986, — 256 с.
- Ковшов А.Н. Технология машиностроения: Учебник для студентов машиностроительных специальностей вузов.-М.Машиностроение, 1987.- 320 с.
- Беренфельд В.В. Изготовление штампов: М.'Машиностроение, 1984.-192 с.
- Суслин В.П., Макаров А. И., Архипов В.И. CAD/CAM система СПОП-3 для128проектирования и изготовления штамповой оснастки. Кузнечно-штамповочное производство. № 7,1996 г., стр. 20−22
- НИИАвтоПром-Литье. АО ЛИТАФОРМ http:/www.litaform/ru
- Балтийский курс в прессформостроении. CAD/CAM/CAE Observer, № 2, 2001. Стр. 23−27
- Яковлев А., Ярыш А. Проектирование штамповой оснастки на OA АвтоВАЗе. САПР и графика, № 3,2002, стр. 106−108
- Рынок САМ: результаты и прогнозы. PCWeek, № 27,2002, стр. 15
- Буч Г. Объектно-ориентированный анализ и проектирование с примерами приложений на С++, 2-е изд./ Пер. с англ. М.: «Издательство Бином», СПб- «Невский диалект», 1998 г.-560с.
- Шаллоуей А., Тротт Д. Р. Шаблоны проектирования. Новый подход к объектно-ориентированному анализу и проектированию. Пер. с англ.- М., Издательский дом «Вильяме», 2002, 288с.
- Кантор М. Управление программными проектами. Практическое руководство по разработке успешного программного обеспечения. Пер. с англ.- М., Издательский дом «Вильяме», 2002, 176с.
- Гамма Э., Хелм Р., Джонсон Р., Влиссидес Дж. Премы объектно-ориентированного проектирования. Паттерны проектирования. СПб: Питер, 2001. — 368 с.
- Шеер А.-В. Бизнес-процессы. Основные понятия. Теория. Методы. — Изд. 2-е, ОАО «Весть», М., 1999 г., 152 с.
- Мендельсон B.C., Рудман Л. И. Технология изготовления штампов и пресс-форм. М. Машиностроение, 1982. -207 с.
- Шестопал, Моисеев В. Б., Дорофеев В. Д. Основы интеллектуальных САПР технологии. Пенза: изд-во Пенз. Гос. Техн. Ун-та, 1995. 224с.
- Лескин A.A., Мальцев В. Н. Системы поддержки управленческих и проектных решений. -Л.: Машиностроение. Ленингр. Отд-ние, 1990. -167 с.
- Аверьянов О.И. Модульный принцип построения станков с ЧПУ. М.: Машиностроение, 1987.-232 с.
- Кулопулос Томас М. Необходимость Workflow. Решения для реального бизнеса. Пер. с анг. «Весть-Метатехнология», 2000, 384с.
- Васкевич Д. Стратегии клиент/сервер. Руководство по выживанию для специалистовпо реорганизации бизнеса- К.: «Диалектика», 1996.- 384с.
- Рыбаков A.B., Евдокимов С. А., Мелешина Г. А. Создание автоматизированных систем в машиностроении. Издательство «Станкин», 2001 г.
- Рыбаков A.B., Евдокимов С. А., Краснов A.A. Проектирование технологической оснастки129на основе системы автоматизированной поддержки информационных решений. Информационные технологии, № 10, 2001, стр. 15−22
- Евдокимов С.А., Рыбаков A.B., Соломенцев Ю. М. Интегрированная интеллектуальная система ИнИс оболочка для разработки и эксплуатации программных приложений пользователя. Информационные технологии, 1996, № 3.
- Рыбаков А., Евдокимов С., Краснов А., Никонов Н., Сабанин Д. Опыт по переносу деятельности конструктора технологической оснастки из традиционной среды проектирования в компьютерную. САПР и графика, № 8, 2002, стр.
- Беккер М. Б. Литье под давлением.— М.: Высшая школа, 1985.—184 с.
- Леушин И. О., Тимофеев Г. И. и др. Опыт освоения автоматизированного проектирования пресс-форм литья под давлением АО «Заволжский моторный завод»/ /Литейное производство.—1994.—N4.—С. 20—21.
- Тимофеев Г. И., Нищенков А. В., Леушин И. О., Чугунов В. К. Программные комплексы поддержки САПР литейной оснастки/ /Литейное производство.—1994.—N2.-С 19—20.
- Митрофанов С. П., Гульнов Ю. А., Куликов Д. Д. Автоматизация технологической подготовки серийного производства.—М.: Машиностроение, 1974.—360 с.