Резьбы.
Технология переработки полимеров: конструирование изделий из пластмасс
Минимально допустимый наружный диаметр резьб — 2,8— 3,0 мм, а минимальный шаг — 0,7 мм. Резьбы с меньшими размерами качественно не проформовываются. Резьбы на наружной поверхности изделий оформляются с помощью резьбовых колец на матрицах. Эти кольца могут быть разъемными или неразъемными. В случае А3 = h происходит (в эластичных материалах) выдергивание болта или гайки (при условии, что при… Читать ещё >
Резьбы. Технология переработки полимеров: конструирование изделий из пластмасс (реферат, курсовая, диплом, контрольная)
Резьбы на пластмассовых изделиях, как правило, получают в процессе формования. Резьбу можно получать как на внутренних, так и на наружных поверхностях.
Существует ограничение на минимальные размеры формуемых резьб.
Минимально допустимый наружный диаметр резьб — 2,8— 3,0 мм, а минимальный шаг — 0,7 мм. Резьбы с меньшими размерами качественно не проформовываются.
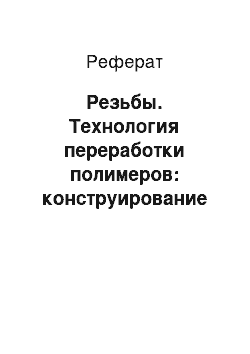
В литых и прессованных изделиях из пластмасс могут использоваться те же виды профилей резьб, что и на металлических изделиях (рис. 4.19).
Если нужна треугольная резьба, то предпочтение отдается метрической (по ГОСТ 11 709).
Резьбы на наружной поверхности изделий оформляются с помощью резьбовых колец на матрицах. Эти кольца могут быть разъемными или неразъемными.
Разъемные кольца облегчают съем изделий, однако резьба после них требует дополнительной механической обработки (из-за наличия грата). Разъемные резьбовые кольца рекомендуются для хрупких пластмасс.
Если в паре с пластмассовым изделием должен работать металлический винт или болт, то пластмассовую гайку нужно выполнить с запрессованной резьбовой арматурой.
Глубина резьбы чаще всего выполняется равной 1,5—2 диаметрам резьбы.
Примеры оформления резьб на поверхности деталей из пластмасс приведены на рис. 4.20. Если резьба на поверхности изделия имеется в двух или более местах, то она должна иметь одинаковый шаг. Во избежание быстрого выхода резьбы из строя заходная часть резьбы выполняется так, чтобы на длине (0,5 / 1 )Р (Р — шаг резьбы) не было нарезки. На другом конце резьбы также может быть предусмотрен участок без нарезки, если это не мешает извлечению изделия из формы.


Рис. 4.19. Профили резьбы на деталях из пластмасс:
а — треугольный; б — прямоугольный; в — трапецеидальный; г — упорный; д — круглый; е — размеры треугольной резьбы.

Рис. 4.20. Оформление резьб на поверхностях изделий (b = 0,2—0,5 мм; с = 1—4 мм):
а — нетехнологично; б — технологично Резьбовые поверхности изделий из слоистых пластмасс чаще всего нарезаются механически — метчиками. При этом получают как сквозные, так и глухие резьбовые отверстия.
Резьба на изделиях из пластмасс должна выбираться на основании расчетов. В резьбовом изделии, как известно, возникает осевая сила, создающая растягивающие нормальные напряжения в стеке изделия и сжимающие — на поверхности резьбы. При большом числе витков резьбы сжимающие напряжения уменьшаются, а растягивающие увеличиваются.
Из условия равнопрочное™ стенки изделия на растяжение аР и резьбы на смятие асм рассчитывают число витков резьбы.

где h — высота резьбы; 5 — толщина стенки изделия, определенная по впадинам резьбы.
Из условия прочности на растяжение и изгиб стенки резьбового изделия вторично рассчитывают число витков резьбы.

Как правило, п2> пл.
Из условия прочности в осевом и тангенциальном направлениях число витков определяют по формуле.

где d — диаметр резьбы; а — угол наклона боковой поверхности витка резьбы; р — шаг резьбы (рис. 4.21).

Рис. 4.21. Схема к определению угла наклона боковой поверхности.
витка резьбы Из трех полученных значений числа витков п выбираем наибольшее.
При значительной осевой нагрузке вследствие деформации резьбы образуется осевой зазор


Рис. 4.22. Вариант конструкции замкового устройства.
В случае А3 = h происходит (в эластичных материалах) выдергивание болта или гайки (при условии, что при напряжении оР материал не разрушается).
Вместо резьбы в соединениях «пластмасса — пластмасса» могут использоваться различные замки. Пример одной из конструкций такого замка приведен на рис. 4.22. При разъеме соединяемых изделий осевое усилие должно отогнуть конец изделия с уступом и вывести его без повреждения из канавки. Для этого угол, а должен быть 30 -г- 40°, а высота / = (0,2 ч- 0,3)8; размеры а и h целесообразно принимать равными для обоих соединяемых изделий; cl2 < dx.