Методика определения рационального соотношения свойств целостности ПС, специализации ее машинной подсистемы и радикальности изменения продуктового портфеля
Уровень специализации (или универсализма) оборудования должен быть рациональным, так как «…благодаря этому система упрощается за счет устранения неоправданного многообразия технологических параметров». Характеристика уровня специализации оборудования, используемого производственной системой, может быть дана с привлечением модернизированного показателя Кзом. Действительно коэффициент закрепления… Читать ещё >
Методика определения рационального соотношения свойств целостности ПС, специализации ее машинной подсистемы и радикальности изменения продуктового портфеля (реферат, курсовая, диплом, контрольная)
Продукты, выпускаемые промышленностью, как правило, сложны. Они состоят из узлов и отдельных элементов (в машиностроении это детали). Процесс изготовления сложного продукта сводится к изготовлению отдельных его элементов и последующей их сборки в готовую продукцию. Таким образом, с процессной точки зрения продукты однородны, если однородны по важнейшим признакам их элементы. К таким важнейшим признакам относят вид материала, габаритные размеры, способ получения и соответствующий ему технологический процесс, вид и точность обрабатываемых поверхностей и т. д.
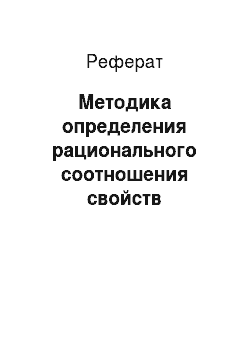
Если вновь включаемое в продуктовый портфель изделие по важнейшим признакам его элементов сильно отличается от имеющихся в нем продуктов, это может повлечь необходимость серьезной трансформации ПС, и, наоборот, при совпадении по важнейшим характеристикам изменения в ПС могут оказаться минимальными. Если целостность ПС велика, то даже незначительные изменения, вносимые в один элемент системы (или небольшое их число) могут привести к необходимости изменений в других ее элементах или системе в целом.
Зависимость между радикальностью изменений, вносимых новым продуктом, и уровнем целостности производственной системы может быть отражена в матрице, представленной на рис. 10.14. По оси абсцисс матрицы откладывается параметр целостности производственной системы, а по оси ординат — степень изменения продуктового портфеля, вносимая новым продуктом.
Рис. 10.14. Матрица взаимосвязи радикальности изменения продуктового портфеля и целостности производственной системы.
Радикальность изменения продуктового портфеля может быть оценена количественно с помощью показателя.
где R — радикальность изменений продуктового портфеля предприятия, вносимых включением в него нового продукта; NC0B — число операций технологического процесса обработки, имеющихся как в новом ТП, так и в ранее используемом в ПС предприятия ТП (совпадающие операции); ЛГобщ — общее число операций обработки в ТП производства нового продукта.
Смысл предложенного показателя может быть пояснен обобщенной схемой (рис. 10.15).

Рис. 10.15. Схема определения NCOB и No6m (здесь Nmp — число операций обработки в ранее используемом технологическом процессе) Предположим, что до включения в продуктовый портфель предприятия нового продукта использовался технологический процесс ТП1, состоящий из NCTap числа операций обработки с номерами J = 1, 2, 3, 4 и 5. Новый продукт, включенный в портфель предприятия, потребует использования технологического процесса ТП2, который состоит из N^m числа операций, часть из которых JVC0B совпадает с операциями старого ТП1 (на рис. 10.15 это операции с номерами J = 2, 4 и 5). При расчете показателя радикальности изменений продуктового портфеля будем исходить из того, что минимальное число операций ТП равно 1, т. е. минимальное ЛГобщ = 1. Число совпадающих операций лежит в интервале 0 < ЛГС0В < N^uv Тогда область определения величины радикальности изменений портфеля R лежит в интервале от 1 (при JVC0B = 0 параметр R = 1—= 1) до нуля (при NC0B =.
N No6m
= Кбш параметр R = 1 — —^ = 1−1 = 0).
** общ При этом величина R = 0 соответствует полному совпадению операций нового ТП2 с соответствующими операциями существующего ТП1, т. е. все операции ТП2 имеют аналоги в реализуемом ранее технологическом процессе Till. Радикальность вносимых новым продуктом в ПС изменений ничтожна (равна нулю).
При R = 1 новый ТП2 не имеет ни одной совпадающей операции, т. е. радикальность вносимых изменений велика, существующая ПС предприятия может потребовать серьезной трансформации для реализации этого ТП.
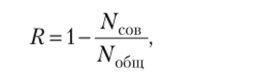
Зависимость радикальности возможных изменений продуктового портфеля от уровня целостности ПС может быть отражена ниже следующей графической моделью (рис. 10.16). Чем выше целостность ПС, тем меньшая радикальность изменений в продуктовом портфеле допустима, так как специализация оборудования ПС высока, а взаимосвязи между элементами машинной подсистемы ПС велики.
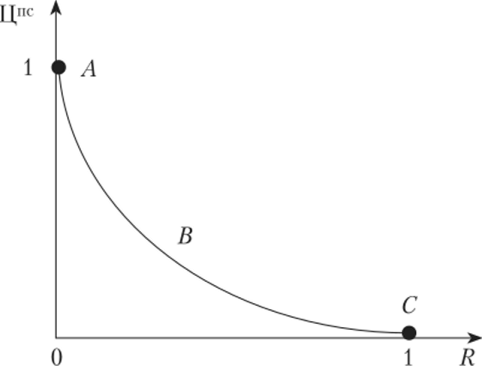
Рис. 10.16. Кривая зависимости целостности НС и радикальности изменений.
При необходимости внесения изменений в один или небольшое число элементов машинной подсистемы может возникнуть необходимость перестройки всей (или значительной части) производственной системы в силу большого числа сильных связей между ее элементами. Инвестиции в развитие ПС окажутся относительно большими.
Чем ниже уровень целостности ПС (Цпс), тем более обособленными, самостоятельно функционирующими являются се элементы, их универсализм велик, и тем самым допустим существенно больший радикализм изменений в продуктовом портфеле. При этом появляется возможность развития ПС по частям, что требует относительно меньших инвестиций.
Кривая АВС на графике (см. рис. 10.16) пересекает оси координат в точках R = 1 при Цпс = 0 и Цпс = 1 при R = 0. На участке кривой АВ падение показателя целостности ПС при росте радикальности изменений будет идти более интенсивно, чем на участке кривой ВС, так как любое, даже небольшое, изменение в портфеле может повлечь необходимость модернизации (изменений) производственной системы в целом или ее существенной части. При снижении уровня целостности системы (отрезок ВС) влияние радикальности изменений портфеля на необходимость перестройки ПС уменьшается, так как ПС в значительной степени универсальна (обособленность ее элементов высока), темпы снижения целостности падают.
Таким образом, Цпс определяет допустимый уровень радикальности изменений в продуктовом портфеле предприятия.
Радикальность изменений продуктового портфеля предприятия R зависит от универсализма имеющегося в ПС оборудования. Чем выше универсализм этого оборудования, тем более радикальные изменения в портфеле допустимы, и наоборот, чем выше специализация оборудования, тем меньший уровень изменений в продуктовом портфеле оказывается приемлем для данной ПС.
Уровень специализации (или универсализма) оборудования должен быть рациональным, так как «…благодаря этому система упрощается за счет устранения неоправданного многообразия технологических параметров» [26]. Характеристика уровня специализации оборудования, используемого производственной системой, может быть дана с привлечением модернизированного показателя Кзом. Действительно коэффициент закрепления операций определяется как отношение числа операций обработки К() к числу рабочих мест в подразделении, т. е. числу операций, приходящихся на одно рабочее место. Показатель Кзом рассчитывается как отношение числа операций К*0, которое потенциально может быть выполнено на оборудовании подразделения, к числу видов этого оборудования У, имеющегося в подразделении, т. е.
Таким образом, Кзом характеризует среднюю универсальность единицы оборудования данного вида. Чем выше Кзом> тем более универсален рассматриваемый вид оборудования (единица оборудования данного вида), и наоборот, чем Кзом меньше, тем выше специализация этого вида оборудования. Тогда коэффициент специализации (Сп) можно определить по формуле При этом в своих рассуждениях будем исходить из предположения о том, что низкий уровень радикальности изменений R продуктового портфеля характерен для высоко специализированной машинной системы (показатель Сп относительно большой). Высокий уровень специализации оборудования влечет за собой рост связей между элементами ПС, т. е. рост Цпс. Учитывая, что пределом членения ТП является одна операция, т. е. меньше одной операции на единице оборудования выполняться не может, то минимальной величиной Кзом в высокоснециализированных ПС является Кзом = 1 или Сп = 1. Таким образом, при Цпс = 1, величина Си = 1, а уровень радикальности изменений продуктового портфеля R = 0. Примером такой машинной системы является роторная линия, выполняющая строго определенную очередность заданных операций.
Высоко обособленные ПС (Цпс —" 0) формируются из универсального оборудования, способного выполнять большое число операций обработки. Для такого оборудования К.юм имеет большое численное значение (в пределе с ростом универсализма оборудования Кзом —> оо), т. е. показатель Си —> 0, а уровень допустимой радикальности изменений продуктового портфеля оказывается равен единице, т. е. R= 1.
Таким образом, форма зависимости радикальности изменений продуктового портфеля предприятия от универсализма его машинной подсистемы ПС становится очевидной и может быть отражена на графике (рис. 10.17). Как видим, зависимость R от параметра специализации СП обратно пропорциональная, т. е. чем выше специализация, тем меньшие изменения в продуктовом портфеле допустимы, и, наоборот, чем выше универсализм оборудования (ниже уровень специализации), тем более радикальные изменения в продуктовом портфеле могут быть произведены.
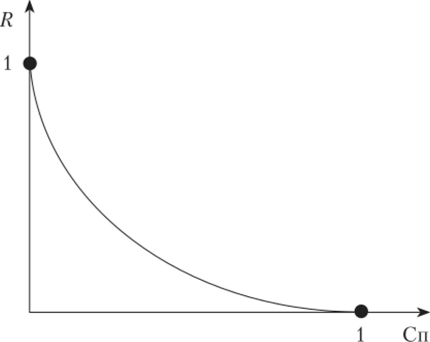
Рис. 10.17. Кривая зависимости радикальности изменений продуктового портфеля от специализации машинной подсистемы ПС фирмы
Изложенные выше рассуждения позволяют построить следующую логическую цепочку: любая ПС объективно обладает определенным уровнем целостности (Ц|1С), уровень целостности ПС формирует допустимый для нее уровень радикальности изменений Rd, которые могут быть внесены в продуктовый портфель предприятия без существенной трансформации ПС. Радикальность изменений портфеля Rd, в свою очередь, определяет необходимый уровень специализации оборудования машинной подсистемы ПС.
Зависимость показателя Ц, с от уровня специализации оборудования ясна и является прямо пропорциональной (рис. 10.18), т. е. чем выше специализация оборудования ПС (Сп —" 1), тем более целостной является производственная система (Ц1,с —" 1).
Полученные парные зависимости Ц|1С — R, R — Си и Ц, 1С — Си могут быть рассмотрены совместно. Для такого рассмотрения построим трехфакторную модель, представленную на рис. 10.19.
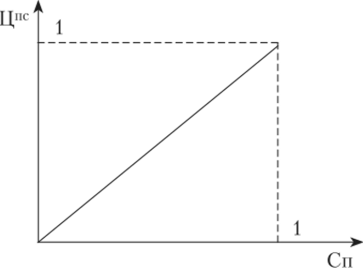
Рис. 10.18. Зависимость целостности ПС от специализации ее машинной подсистемы.

Рис. 10.19. Трехфакторная модель производственной системы предприятия.
Согласно трехфакторной модели каждому уровню ради кал ьности изменения продуктового портфеля соответствует свое рациональное соотношение целостности ПС и специализации ее машинной подсистемы. Так, для R{ рациональным является соотношение Ц}, си Сщ, характеризующих производственную систему предприятия.
В условиях стабильно функционирующего предприятия, видимо, имеет место ламинарный поток изменений его продуктового портфеля. Характеристика R в этих условиях относительно стабильна и может быть определена по ретроспективным эмпирическим данным предприятия.
Для вновь проектируемого предприятия параметр радикальности изменений портфеля R должен быть задан. Его величина определяется избранной концепцией формирования конкурентного преимущества, которую предприятие собирается реализовать в своей хозяйственной деятельности. Так, если оно ориентировано на массовое производство, то R, видимо, должен иметь низкий уровень, конкурентное преимущество ориентировано на экономию производственных издержек. Если предприятие предполагает реализовать хозяйственную деятельность с существенным уровнем инноваций, то его конкурентным преимуществом будет минимизация упущенной выгоды, и показатель R должен иметь большое значение, т. е. близкое к 1.
Исходя из определенных параметров рациональной ПС предприятия и принятой концепции формирования его конкурентного преимущества, можно проектировать машинную подсистему ПС предприятия.
10.3.3. Методика формирования машинной подсистемы производственного предприятия Методики формирования новой машинной подсистемы ПС и трансформация существующей подсистемы в связи с изменениями, вносимыми в продуктовый портфель предприятия, имеют свои специфические особенности. Однако в их основе лежит единый принцип рационального сочетания свойств целостности ПС, уровня универсализма оборудования, входящего в ее машинную подсистему, и текущего (или прогнозируемого) уровня радикальности изменений продуктового портфеля предприятия.
Уровень целостности ПС определяет возможность ее развития по частям, т. е. путем модернизации или замены ее отдельных элементов на более прогрессивные. Наличие такой возможности, безусловно, на этапе эволюционного развития фирмы более предпочтительно по сравнению с радикальной перестройкой всей ПС. А именно такая перестройка характерна для ПС, когда уровень ее целостности высок, а внесение изменений необходимо.
Рациональный уровень целостности ПС зависит от принятой на предприятии стратегии его развития в данный исторический отрезок времени и определяется этой стратегией.
При стратегии развития предприятия, ориентированной на массовый характер производства и сбыта однородной продукции, большие рыночные доли, оно может и должно стремиться к повышению целостности ПС, так как именно целостные системы позволяют обеспечить высокую производительность процесса, относительно низкие издержки, что, в свою очередь, позволяет получать предприятию экономию на масштабе.
При стратегии развития предприятия, ориентированной на диверсификацию производства, относительно небольшие рыночные доли и объемы производства и продаж продукции, на короткие ЖЦ продуктов и высокий их уровень инновационности, скорее всего, предпочтение должно отдаваться обособленным системам. Именно такие системы обеспечат высокую гибкость ПС, ее легкую перестройку при переходе на новый продукт или технологический процесс, относительно «дешевое» развитие ПС за счет модернизации или замены отдельных ее составляющих.
Если же в портфеле предприятия наряду с продуктами массового производства и сбыта имеются продукты, выпускаемые небольшими разовыми тиражами и с частой их сменяемостью, то ПС такого предприятия должна носить смешанный, но показателю целостности характер. Отдельные сегменты такой ПС должны иметь высокую степень целостности, другие сегменты — существенно более высокий показатель обособленности.
Для вновь проектируемой машинной подсистемы ПС алгоритм ее построения сводится к следующей очередности этапов, представленной на рис. 10.20.

Рис. 10.20. Схема алгоритма проектирования новой машинной системы
предприятия
Охарактеризуем каждый из этапов предложенного алгоритма.
Этап 1. Как уже говорилось выше, любое изделие является технической системой, состоящей из комплекса узлов и деталей, которые и определяют формы специализации ПС и методы организации ее функционирования.
Таким образом, первый этап алгоритма связан с декомпозицией продуктового портфеля фирмы на элементарные составляющие.
Этап 2. Второй этап проектирования машинной подсистемы ПС предполагает классификацию всей совокупности элементарных составляющих изделий по основным конструктивно-технологическим признакам с целью формирования относительно однородных элементарных конструктивнотехнологических групп (КТГ). К таким признакам относятся вид материала, вид заготовки, тип детали, ее габаритные размеры, масса и т. д. Методика формирования КТГ изложена в [26]. В результате группирования объектов создаются горизонтальные и вертикальные ряды классификации.
Этап 3. При формировании маршрутной технологии изготовления т-й конструктивно-технологической группы (КТГЮ) учитываются все возможные типовые альтернативные совместные частичные ТП. Выбор из альтернатив может вестись с привлечением методики, изложенной в параграфе 10.1.4.
Этап 4. Построенные в результате реализации этапа 3 маршрутные технологии позволяют проектировщику определиться как с числом укрупненных операций обработки, так и с их характером и очередностью исполнения. Такие маршрутные технологии носят типовой (групповой) характер и строятся для каждой КТГ. Далее предполагается декомпозиция всех маршрутных ТП на укрупненные деталеоперации и формирование недублированного их списка. Перечень таких деталеопераций является достаточным и необходимым для изготовления всех элементов продуктового набора фирмы.
Этап 5. Пятый этап является сложным в исполнении, так как связан с выбором из каталогов оборудования, способного реализовать ту или иную деталеонерацию обработки, определенную на этапе 4. При этом выборе должны учитываться специфические особенности элементов изделий, такие как габаритные размеры, вид материала, конструктивный тип и т. п. Выбор оборудования, вообще говоря, производится из относительно небольшого числа сопоставимых вариантов, гак как многие варианты схем технологического процесса отпадают на этапе общей оценки условий производства и конструктивных особенностей предметов обработки. Вместе с тем, учитывая проведенную ранее классификацию элементов и формирование КТГ, эта работа существенно упрощается. Еще большая эффективность исполнения этой работы может быть достигнута при формировании электронной базы данных такого оборудования. Полученные множества видов оборудования конечны и пересекаются, в различных операционных группах могут быть одни и те же виды оборудования, т. е. имеется определенное дублирование. Дублирование обусловлено универсализмом того или иного вида оборудования.
Этап 6. Шестой этап реализации алгоритма связан с формированием целевого дерева специализации оборудования, используемого для исполнения определенных технологических процессов изготовления КТГ.
Построение целевого дерева специализации ведется следующим образом.
1. Строится матрица соответствия «Наименование изделия — деталеоперация», форма которой (для четырех операций изготовления четырех изделий) представлена в табл. 10.5.
Матрица соответствия «Наименование изделия — деталеоперация»
Наименование изделия. | Объем произ; водства. | Трудоемкость выполнения деталеоперации обработки. | у t — • N- j | |||
Операция 1. | Операция 2. | Операция 3. | Операция 4. | |||
Изделие 1. | дг,. | <�и. | ; | ^13. | ^14. | N{tn + бз). |
Изделие 2. | n2 | h | t'22 | ; | (24 | N2(t2l + t22 + t2A) |
Изделие 3. | л’з. | f32. | ; | (34 | + h) | |
Изделие 4. | %. | ; | N4(^2 + (4з). | |||
Суммарная трудоемкость операции на программу Yt Z^iut ij i i | Nttn+ + N2t2{ | n2c22 +. + N2t2 2 +. + 'V4f42. | N163 + + N3ti3 | + N2t24 +. + ^3<34. | Х1*шту. j i | |
Первый столбец матрицы содержит наименования изделий, входящих в продуктовый портфель предприятия. Второй столбец содержит информацию об объемах производства изделий портфеля. В ячейках матрицы проставляются величины штучных времен исполнения операций обработки, если они применяются в ТП изготовления того или иного изделия. Итоговая строка содержит сумму произведений штучного времени исполнения операции для того или иного изделия на объем производства этого изделия по всем изделиям продуктового портфеля предприятия (трудоемкость исполнения операции по всем изделиям продуктового портфеля с учетом объемов их производства). Итоговый столбец содержит информацию о трудоемкости исполнения каждого изделия с учетом объема его производства. Последняя ячейка матрицы (нижняя правая) содержит суммарную трудоемкость исполнения всего продуктового портфеля предприятия.
2. Затем строится матрица соответствия «Деталеоперация — оборудование» (табл. 10.6), в которую для каждой операции заносится все возможное оборудование (в машиностроении — станки), способное эту операцию выполнить. При этом в каждой строке матрицы не менее одной ячейки должно быть занято.
Таблица 10.6
Матрица соответствия «Деталеоперация — оборудование»
Наименование деталеоперации. | Наименование (шис. | зр) оборудования. | ||||||
СТ1. | СТ2. | стз. | СТ4. | СТ5. | СТ6. | СТ7. | ||
Операция 1. | X. | X. | ; | ; | ; | ; | ; | |
Операция 2. | ; | X. | ; | X. | X. | ; | X. | |
Операция 3. | ; | ; | X. | ; | X. | ; | ; | |
Операция 4. | ; | ; | ; | ; | ; | X. | X. | |
3. На этой стадии строится целевое дерево специализации, но следующей схеме. Нижний слой дерева представляет собой весь перечень оборудования, способного выполнить ту или иную операцию обработки. При этом имеет место повторение шифров одних и тех же видов оборудования, используемых для исполнения различных операций обработки. Например, вид оборудования СТ5 используется как для выполнения операции 2, так и для операции 3 и т. д. Оборудование, формирующее нижний слой дерева, имеет разный уровень специализации.
Второй слой также формируется пооперационно, из оборудования, содержащегося в первом слое, но с более высокой степенью универсализма, т. е. способного выполнить более одной операции обработки. Например (см. табл. 10.6), СТ1 исполняет лишь одну операцию и поэтому во второй слой не входит, а СТ2 может реализовать две операции, его включаем во второй слой целевого дерева и т. д.
Процедура формирования третьего слоя повторяет процедуру, использованную для второго слоя, но при еще большем универсализме, г. е. в этом слое содержится в основном оборудование, способное выполнять уже три операции обработки. И так далее, до тех пор, пока для формирования очередного слоя соответствующего оборудования уже не окажется (падение показателя специализации для очередного слоя прекратится).
Пример формы построения целевого дерева специализации представлен на рис. 10. 21.
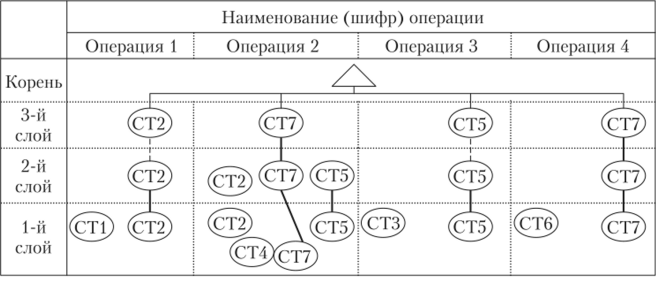
Рис. 10.21. Целевое дерево специализации оборудования.
При формировании дерева должно неукоснительно соблюдаться требование о том, что при построении каждого слоя дерева не должно быть пустых операционных ячеек. Если же для следующего слоя в предыдущем нет оборудования с требуемым уровнем универсализма, то в ячейку следующего слоя заносится один из станков предыдущего слоя, шифр которого в этом слое не встречается (т.е. выбирается станок, которого в этом слое пока нет). Таким образом реализуется принцип максимального разнообразия. Например, ячейка, соответствующая операции 1 при формировании третьего слоя целевого дерева, не будет содержать ни одного вида оборудования, что недопустимо. Тогда СТ2 второго слоя переносим в соответствующую ячейку третьего слоя. Такой перенос на рис. 10. 21 отмечается пунктирной линией.
Затем для каждого иерархического слоя целевого дерева специализации рассчитывается величина показателя специализации. Однако сначала необходимо сформировать окончательный минимально достаточный перечень оборудования. Такое формирование также идет при выполнении принципа максимального разнообразия видов оборудования машинной системы. Вид оборудования — единственный в той или иной ячейке слоя — входит в список обязательно. Из ячеек, где присутствует несколько видов (шифров) оборудования, выбирается то, которое по уровню специализации соответствует рассматриваемому слою (т.е. если слой предполагает исполнение в основном двух операций, то предпочтение при выборе оборудования отдается именно двухоперационному). Но желательно, чтобы при выборе из альтернатив избиралось оборудование, не повторяющее уже избранное (максимальное разнообразие). При этом, конечно, играет существенную роль опыт проектировщика.
Величина показателя специализации определяется как отношение 1.
Сп =-. При этом модернизированный коэффициент закрепления Кзом операций рассчитывается как отношение числа исполняемых операций к количеству наименований (шифров) видов оборудования, вошедших в сдублированный список исследуемого слоя. Например, для целевого дерева, изображенного на рис. 10.21, для первого слоя число исполняемых операций К() = 4; количество видов (шифров) оборудования 5 = 7; величина модернизированного коэффициента закрепления операций окажется рав;
К 4 1.
ной К30 м =—— = — = 0,57, а показатель специализации Сп =-= 1,75.
5 1 К~Л.Й
Для второго слоя число исполняемых операций К0 = 4; количество видов.
К 4.
(шифров) оборудования 5 = 3; К:юм =—— = — = 1,33, и показатель специализации Сп = 0,75. S 3
Для третьего слоя число исполняемых операций К0 = 4; количество.
К 4.
видов (шифров) оборудования 5 = 3; К30 = —^ = — = 1,33, и показатель специализации Сп = 0,75. ^ ^.
Таким образом, мы видим, что с ростом иерархического уровня целевого дерева универсализм оборудования, применяемого в ТП, до определенного слоя растет (в примере — до второго слоя включительно).
Сдублированный список необходимого оборудования формируется для каждого слоя путем исключения дублирующих шифров. Учитывая, что после ликвидации дублирования оборудования в каждом иерархическом слое остается только то оборудование, которое необходимо для реализации всех операций обработки, то показатель Сп характеризует среднюю величину универсальности варианта машинной подсистемы ПС предприятия (подразделения). Каждый из вариантов совпадает с определенным иерархическим слоем целевого дерева.
Этап 7. Этот этап реализации алгоритма сводится к определению на трехфакторной модели рациональной величины показателя специализации СпРац машинной подсистемы ПС. Для этого обращаемся к объемной модели, использование которой сводится к следующей процедуре.
Уровень радикальности изменений продуктового портфеля фирмы Rr соответствующий принятой стратегии развития является априорно заданной величиной и, как правило, задается в некотором интервале (/?/пах /??п, п).
По величине /?-11ах (а этот предел характеризует наиболее широкие возможности предприятия по использованию возникающих во внешней среде выгод) на модели определяется рациональный уровень специализации оборудования СпРац (рис. 10. 22), соответствующий ожидаемой радикальности изменения портфеля, а также рациональный уровень целостности ПС (Ц[?ц). Этот уровень является минимально необходимым для данной ПС при ожидаемой радикальности изменения продуктового портфеля. Снижение Цпс может повлечь за собой рост гибкости ПС, но приведет к потере ее производительности и удорожанию. Рост Цпс, наоборот, приведет к потере гибкости ПС, ее адаптивности к изменениям продуктового портфеля, к росту упущенной выгоды предприятия.

Рис. 10.22. Определение рационального уровня Цпс проектируемой ПС.
Этап 8. Очередной этап алгоритма сводится к выбору на целевом дереве специализации оборудования иерархического уровня, показатель специализации Си которого наиболее близок к величине этого показателя, определенного на объемной модели ПС, а именно СиРац. По этому слою дерева формируется итоговый список оборудования, необходимого для изготовления продуктового портфеля предприятия. Например, для второго слоя целевого дерева специализации, представленного на рис. 10.21, полный перечень возможного оборудования состоит из СТ2 для операции № 1, СТ2, СТ7 и СТ5 для операции № 2, СТ5 для операции № 3 и СТ7 для операции № 4. Сдублированный список этого оборудования будет содержать СТ2, СТ5 и СТ7.
В результате этой работы формируется окончательный недублированный список наименований (шифров) оборудования, входящего в машинную подсистему ПС предприятия (подразделения), достаточный для изготовления продуктового портфеля предприятия.
Этап 9. На этом этапе определяется число единиц каждого вида оборудования, вошедшего в недублированный список, сформированный в результате выполнения этапа 8.
5расч по каждому 2-му виду оборудования определяется по известному соотношению суммарной трудоемкости исполнения той или иной операции для всего объема продукции на конкретном виде оборудования к величине действительного фонда времени работы оборудования в плановом периоде, т. е.
Если та или иная j-я операция обработки выполняется на единственном 2-м виде оборудования, то полученная величина 5Расч соответствует оборудованию 2. Таким образом, определяются все однозначно связанные с той или иной операцией виды оборудования и расчетное число их единиц.
Операции, выполнение которых возможно на нескольких видах оборудования, вошедшего в недублированный список, распределяются между 2-ми видами оборудования так, чтобы обеспечить его минимально необходимое количество при максимально возможном разнообразии и наилучшей загрузке. При этом возможны различные варианты количественного соотношения оборудования разных видов, вошедших в недублированный список. Выбор из альтернатив зависит от условий производства и компетентности проектировщика. После определения варианта состава оборудования для каждого его вида определяется принятое число единиц каждого вида оборудования ^9″ р.