Совершенствование процесса глубокой вытяжки тонкостенных осесимметричных деталей в штампе с упругим прижимом
На кафедре обработки металлов давлением Самарского государственного аэрокосмического университета разработана конструктивная возможность проведения вытяжки с прижимом, прилегающим по всей поверхности фланца в течении всего процесса. Этот процесс осуществляют с помощью использования упругих свойств штамповой оснастки, а именно: прижим выполнен в виде кольца переменного сечения, обеспечивающего… Читать ещё >
Содержание
- 1. Анализ теории и практики процесса осесимметричиой вытяжки тонкостенных цилиндрических деталей
- 1. 1. Особенности вытяжки тонколистового материала
- 1. 2. Анализ способов вытяжки тонкостенных цилиндрических деталей
- 1. 3. Определение устойчивости тонколистовой заготовки при вытяжке
- 1. 4. Определение разнотолщинности фланца заготовки
- 1. 5. Выводы по главе и основные задачи исследования
- 2. Теоретические исследования процесса вытяжки
- 2. 1. Основные допущения
- 2. 2. Механизм действия жесткого прижима
- 2. 2. 1. Потеря устойчивости фланца заготовки
- 2. 2. 2. Особенности механизма действия жесткого прижима
- 2. 2. 3. Выпучивание плоского участка фланца изотропной осесимметричиой заготовки
- 2. 2. 4. Устойчивость плоского участка элемента фланца при использовании упругого прижима
- 2. 2. 5. Устойчивость плоского участка элемента фланца при использовании жесткого прижима
- 2. 3. Результаты теоретических расчетов
- 2. 4. Выводы по главе
- 3. Определение геометрических параметров упругого прижима
- 3. 1. Осесимметричный изгиб круглых пластин
- 3. 1. 1. Основные гипотезы теории изгиба пластин
- 3. 1. 2. Определение высоты упругого кольца
- 3. 1. 3. Результаты
- 3. 2. Расчет прижимного кольца методом конечных элементов в программе
- 3. 1. Осесимметричный изгиб круглых пластин
- DEFORM 2DV8.1″
- 3. 2. 1. Создание расчетной модели
- 3. 2. 2. Результаты расчета
- 3. 3. Выводы по главе
- 4. Экспериментальные исследования
- 4. 1. Методика исследования
- 4. 1. 1. Оборудование и оснастка
- 4. 1. 2. Материалы, используемые в экспериментальных исследованиях
- 4. 1. 3. Измерительная аппаратура
- 4. 1. 4. Методика определения оптимального усилия прижима
- 4. 1. 5. Методика эксперимента по определению предельного коэффициента вытяжки
- 4. 1. 6. Методика по определению толщины фланца
- 4. 1. 7. Методика проведения эксперимента по прогибу кольца
- 4. 1. 8. Обработка результатов эксперимента по прогибу кольца
- 4. 2. Результаты исследования
- 4. 2. 1. Исследование деформированного состояния
- 4. 2. 2. Энергосиловые параметры процесса
- 4. 2. 3. Исследование формы потери устойчивости
- 4. 2. 4. Определение предельного коэффициента вытяжки
- 4. 2. 5. Определение геометрических параметров упругого прижима, определение прогиба кольца
- 4. 3. Выводы по главе
- 4. 1. Методика исследования
Совершенствование процесса глубокой вытяжки тонкостенных осесимметричных деталей в штампе с упругим прижимом (реферат, курсовая, диплом, контрольная)
Актуальность проблемы. Полые тонкостенные осесимметричные детали, полученные из листа процессом вытяжки, имеют широкое применение в авиастроении за счет достаточно высокой прочности, жесткости и небольшого веса.
Практика изготовления таких деталей в операциях листовой штамповки показывает, что коэффициент вытяжки снижается при уменьшении относительной толщины заготовки.
Объяснение этому явлению, как показал анализ существующих источников, заключается в следующем: для вытяжки тонкостенных деталей требуется более сильный прижим для ликвидации гофрообразования фланца. Это приводит к увеличению сил трения, росту напряжений в опасном сечении и преждевременному разрыву заготовки.
Известно, что предельный коэффициент вытяжки, при котором вытягиваемая заготовка будет находиться на грани возможного разрушения, можно увеличить разными методами, основным из которых является минимизация усилия прижима.
Опыты, проводимые в 60 г. г. профессором Овчинниковым А. Г. показали, что при вытяжке относительно тонкостенных заготовок {{8Ю)100%< 0,6) в случае если прижим распределяется не по кромке фланца, как в традиционном случае, а по всей его поверхности коэффициент вытяжки увеличивается. Однако этому явлению до сих пор не найдено объяснения.
Следует подчеркнуть, что при минимизации усилия прижима с целью интенсификации глубокой вытяжки отсутствует направление, основанное на использовании упругих свойств штамповой оснастки (упругого прижима, упругой матрицы и др.). Данное направление не требует использования специального оборудования и сложной конструкции оснастки. И может быть применимо при больших объемах производства.
На кафедре обработки металлов давлением Самарского государственного аэрокосмического университета разработана конструктивная возможность проведения вытяжки с прижимом, прилегающим по всей поверхности фланца в течении всего процесса. Этот процесс осуществляют с помощью использования упругих свойств штамповой оснастки, а именно: прижим выполнен в виде кольца переменного сечения, обеспечивающего упругие перемещения, которые позволяют прижать фланец заготовки с необходимым давлением по всей его поверхности. Однако необходимы методики расчета технологических параметров разработанного способа вытяжки с упругим прижимом.
В связи с этим, представленные в диссертации исследования процесса вытяжки тонкостенных цилиндрических деталей в инструментальном штампе с упругим прижимом являются актуальными.
Цель диссертационной работы. Разработка методики проектирования способа вытяжки тонкостенных осесимметричных деталей в штампе с упругим прижимом.
Методы исследований. Теоретические исследования при разработке способа вытяжки базировались на основных положениях теории пластического деформирования листовых материалов, изгиба круглых пластин, теории гофрообразования.
Экспериментальные исследования осуществлялись в лабораторных условиях с применением методов математической статистики на гидравлической машине ЦЦМПУ-30.
Достоверность и обоснованность обеспечивается использованных теоретических зависимостей, допущений и ограничений, корректностью поставленных задач, применением известных математических методов и подтверждается качественным и количественным согласованием результатов теоретических исследований с экспериментальными данными, полученными как лично автором, так и другими исследованиями, а также использованием результатов работы в промышленности.
Научная новизна работы заключается в следующем: 1. Выявлена особенность механизма вытяжки тонколистовых заготовок.
2. Разработана методика проектирования относительно тонкостенных осе-симметричных деталей с использованием процесса глубокой вытяжки в штампе с упругим прижимом, позволяющим увеличить коэффициент вытяжки на 15−20%.
Практическое значение работы заключается в:
1. получении тонкостенных цилиндрических деталей с большим коэффициентом вытяжки, близким к коэффициентам вытяжки толстостенных деталей.
2. совершенствовании процесса вытяжки тонкостенных деталей за счет снижения трения, количества переходов и улучшения качества поверхности деталей.
Реализация и внедрение результатов работы. Результаты диссертационной работы реализованы в виде руководяще-технического материала и внедрены на заводе ОАО «Гидроавтоматика».
Апробация работы. Результаты исследований докладывались на 6 Международных и 7 Всероссийских конференциях.
Публикации. По теме диссертации опубликовано 16 работ, в том числе опубликованных в ведущих рецензируемых научных журналах и изданиях, определенных Высшей аттестационной комиссией 2 статьи.
Структура и объем диссертации
Диссертация состоит из введения, четырех глав, заключения, списка использованных источников и приложений. Работа выполнена на 150 страницах машинописного текста, содержит 90 рисунков и 9 таблиц.
Список использованных источников
содержит 98 наименований.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ ПО РАБОТЕ.
1. Исследован процесс глубокой вытяжки тонкостенных осесимметричных деталей в штампе с упругим прижимом позволяющий увеличить коэффициент вытяжки на 15−20%.
2. Выявлена особенность механизма вытяжки тонколистовых заготовок, заключающаяся в возникновении дополнительных растягивающих напряжений, которые являются причинами понижения величин коэффициентов вытяжки с уменьшением относительной толщины заготовки.
3. Определены дополнительные растягивающие напряжения Лор, возникающие при использовании жесткого прижима. Их значения составляют 10−13% от предела прочности материала заготовки.
4. Показано, что использование упругого прижима снижает усилие прижима, необходимого для ликвидации гофрообразования в 2−3 раза.
5. Разработана методика проектирования относительно тонкостенных осесимметричных деталей с использованием процесса глубокой вытяжки в штампе с упругим прижимом.
6. Изготовленная опытно-промышленная партия изделий показала перспективность технологического процесса и рекомендована к внедрению в производство.
Список литературы
- Шофман, Л.А. Элементы теории холодной штамповки Текст. / Л. А. Шофман. -М.: Оборонгиз, 1952. 332 с.
- Романовский, В.П. Справочник по холодной штамповке Текст. / В. П. Романовский. Л: Машиностроение. — 1979. -520 с.
- Рудман, Л.И. Справочник конструктора штампов. Листовая штамповка / Л. И. Рудман М.: Машиностроение, 1988. -496 с.
- Романовский, ВП. Анализ напряженно-деформированного состояния в начальной стадии процесса глубокой вытяжки Текст. / В. П. Романовский // Кузнечно-штамповое производство. 1967. — № 2. — С.58−62.
- Овчинников, А.Г. Анализ напряженного состояния в очаге деформации заготовки при последующей вытяжки Текст. / А. Г Овчинников // Машины и технология обработки металлов давлением. -1964. № 111- С.157−161.
- Овчинников, А.Г. Последующая вытяжка тонкостенных цилиндрических стаканов Текст. / А. Г. Овчинников // Машины и технология обработки металлов давлением. Труды МВТУ. 1968 -№ 128 — С.218−220.
- А. С. 1 400 723, СССР, МКИ4 В 21 D 22/22, 24/04, Штамп для вытяжки Текст. / И. П. Попов, В. Д. Маслов, В. П. Чистяков, A.B. Павленко, Л. Д. Гончаров (СССР). 07.06.1988.
- Сторожев, М.В. Теория обработки металлов давлением Текст. / М. В. Сторожев, Е. А. Попов. М: Машиностроение, 1977. — 423с.
- Вольмир, A.C. Устойчивость деформируемых систем Текст. /
- A.C. Вольмир. -М.: Наука, 1967. 984с.
- Ильюшин, A.A. Пластичность Текст., в 2 ч. 4.1. Упруго-пластические деформации / A.A. Ильюшин. М.: ОГИЗ, 1948. — 376с.
- Головлев, В.Д. Расчеты процессов листовой штамповки (Устойчивость формообразования тонкостенного металла) Текст. /
- B.Д. Головлев. М: Машиностроение, 1974 — 136с.
- Томленов, А.Д. Пластическое деформирование металлов Текст./ А. Д. Томленов. М.: Металлургия, 1972. — 408с.
- Бирюков, М.Н. Штамповка-вытяжка эластичной матрицей Текст. / М. Н. Бирюков // Известия высших учебных заведений. Серия «Авиационная техника». 1958. -№ 1. — С.52−63.
- Бирюков, М.Н. Выбор удельного давления эластичной матрицы при штамповки деталей из листа Текст. / М. Н. Бирюков // Известия высших учебных заведений. Серия «Авиационная техника». -1958 -№ 3.
- Геккелер, И.В. Статика упругого тела Текст. / И. В. Геккелер. М.: ОНТИ, 1934. — 423с.
- Шофман, JI.A. Теория и расчеты процессов холодной штамповки Текст. / J1.A. Шофман. М.: Машиностроение, 1964. -375с.
- Алексеев, Ю.Н. Вопросы пластического течения металлов Текст. / Ю. Н. Алексеев. 1958. — 188с.
- Головлев, В.Д. Устойчивость сжато-растянутых участков заготовки при вытяжке Текст. / В.Д. Головлев// Кузнечно-штамповое производство. 1964. — № 1. — С. 16−21.
- Исаченков, Е.И. Штампавка резиной и жидкостью Текст. / Е. И. Исаченков. М.: Машгиз, 1962. — 327с.
- Исаченков, Е.И. Контактное трение и смазки при обработке металлов давлением Текст. / Е. И. Исаченков. М.: Машиностроение, 1978.-208с.
- Исаченков, Е.И. Развитие технологии штамповки эластичными, жидкостными и газовыми средам Текст./ Е. И. Исаченков // Кузнечно-штамповое производство. 1976. — № 7 — С. 2−5.
- Мошнин, E.H. Технология штамповки крупногабаритных деталей Текст. / E.H. Мошнин. М.: Машиностроение, 1973. — 240с.
- Смирнов-Аляев, Г. А. Сопротивление материалов пластическому деформированию Текст. / Г. А. Смирнов-Аляев. М.: Машгиз, 1961. -464с.
- Смирнов-Аляев, Г. А. Технологические задачи теории пластичности Текст. в 2 ч. 4.1 / Г. А. Смирнов-Аляев, В. М. Розенберг. JL, Лениздат, 1951. — 215с.
- Тарновский, И.Я. Деформации и усилия при обработке металлов давлением Текст. / И. Я. Тарновский, A.A. Поздеев, O.A. Ганаго. М., Машгиз, 1953. — 304с.
- Зенкевич, О. Конечные элементы и аппроксимация Текст. / О. Зенкевич, К. Морган. Перевод с англ. -М.: Мир, 1986. 318с.
- Вдовин, С.И. Методы расчета и проектирования на ЭВМ процессов штамповки листовых и профильных заготовок Текст. / С. И. Вдовин. М.: Машиностроение, 1988. — 157с.
- Горбунов, М.Н. Интенсификация процессов холодной штамповки Текст. / М. Н. Горбунов, О. В. Попов. М.: Машиностроение, 1958.-52с.
- Норицын, И.А. Основы теории обработки металлов давлением Текст. / И. А. Норицын. М.: Машгиз, 1959. — 450с.
- Попов, Е.А. Основы теории листовой штамповки Текст. / Е. А. Попов. М., 1968. — 256с.
- Сапаровский, С.П. Новые способы холодной штамповки Текст. / С. П. Сапаровский. Куйбышевское книжное изд., 1969. — 182с.
- Сизов, Е.С. Состояние и перспективы развития глубокой вытяжки с преднамеренным гофрированием и разглаживанием фланца заготовки Текст. / Е. С. Сизов // Новые способы штамповки и холодной обработки металлов давлением. ЛДНТП, 1978. — С. 17−23.
- Пат. 3 494 169 США Deep Drawing method and apparatus Text. / Sannders, W.T., опубл. 10.02.70.
- A. c. 2 255 828 CI, RU. Устройство для вытяжки листовых изделий Текст. / И. Н. Поздов, H.H. Андреев, К. И. Поздов. опубл. 29.09.2003.
- Горинов, Е.П. Вытяжные штампы с конусными складкодержателями Текст. / Е. П. Горинов // Прогрессивные методы холодной штамповки. ЛДНТП, 1975. — С. 24−30.
- А. с. 852 407 СССР. Штамп для вытяжки полых деталей Текст. / И. П. Попов, В. П. Чистяков, опубл. 07.08.1981.
- Колесов, Ю.Б. Повышение устойчивости заготовки против гофр и конусообразования на основе синтеза энергетического метода итеоретического эксперимента Текст. / Ю. Б. Колесов // Кузнечно-штамповое производство, 1992. № 8. — С.9−10.
- Казаченок, В.И. Штамповка жидкостным трением Текст. / В. И. Казаченок. М.: Машиностроение, 1978. 76с.
- Чаузов, A.C. Интенсификация гидромеханической штамповки-вытяжки Текст. / A.C. Чаузов // Кузнечно-штамповое производство, 1976. № 7 — С. 11−14.
- Талалаев, А.К. Магнитно-импульсная штамповка полых цилиндрических заготовок Текст. / А. К. Талалаев, С. П. Яковлев, В. Д. Кухарь, Н. Е. Проскуряков. Тула: «Репроникс Лтд.», 1998. — 238 с.
- Зубцов, М.Е. Листовая штамповка Текст. / М. Е. Зубцов. -Л.: Машиностроение, 1980 431с.
- Звороно, Б.П. Вычисление усилий при листовой вытяжке Текст. / Б. П. Звороно // Новое в области штамповочной технологии. -М.: Машгиз, 1951.-С.41−45.
- Шевченко, К.Н. Основы математических методов в теории обработки металлов давлением Текст. / К. Н. Шевченко. М.: Высшая школа, 1970. — 350с.
- Смирнов, B.C. Теория обработки металлов давлением Текст. / B.C. Смирнов. М.: Металлургия, 1976. — 496с.
- Антонов, В.М. Исследование напряженно-деформированного состояния при пластическом формоизменении Текст. / В. М. Антонов // Кузнечно-штамповое производство, 1969. -№ 8 С.20−23.
- Аверкиев, Ю.А. Технология холодной штамповки Текст. / Ю. А. Аверкиев, А. Ю. Аверкиев. М.: Машиностроение, 1989. — 304с.
- Джонсон, У. Теория пластичности для инженеров Текст. / У. Джонсон, П. Меллор. М.: Машиностроение, 1979. — 567с.
- Семенов, Е.И. Ковка и штамповка Текст. Листовая штамповка/ Е. И. Семенов. Справочник в 4-х т. — Т. 4. — М.: Машиностроение, 1987. — 544с.
- Макушок, Е.М. Новые методы исследования процессов обработки металлов давлением Текст. / Е. М. Макушок. Минск, Наука и техника, 1975. — 45с.
- Малов, А.Н. Технология холодной штамповки Текст. / А. Н. Малов. -М.: Машиностроение, 1969. 568с.
- Нечепуренко, Ю.Г. Перспективные технологии изготовления цилиндрических изделий Текст. / Ю. Г. Нечепуренко. -Тула: ТулГУ, 2001.-263с.
- Нечепуренко, Ю.Г. Глубокая вытяжка цилиндрических изделий из анизотропного материала Текст. Учебное пособие /, Ю. Г. Нечепуренко, С. П. Яковлев, С. С. Яковлев. Тула, ТулГУ, 2000. — 195с.
- Гречников, Ф.В. Прогрессивные технологические процессы холодной штамповки Текст. / Ф. В. Гречников, A.M. Дмитриев, В. Д. Кухарь / Под ред. А. Г. Овчинникова. М., Машиностроение, 1985. -184с.
- Смирнов-Аляев, Г. А. Экспериментальные исследования в обработке металлов давлением Текст. / Г. А. Смирнов-Аляев, В. П. Чикидовский. Л.: Машиностроение, 1972. — 65с.
- Яковлев, С.П. Теория обработки металлов давлением. Текст., в 2 ч. 4.1 Основы теории пластичности и ползучести: учебноепособие / С. П. Яковлев, В. И. Трегубов, В. Н. Яковлев, С. С. Чудин. -Тул. гос. ун-т. Тула, 2002. — 152с.
- Яковлев, С.П. Теория обработки металлов давлением Текст., в 2 ч. 4.2 Методы анализа процессов пластического формоизменения: учебное пособие / С. П. Яковлев, Я. А. Соболев, В. И. Трегубов, В. Н. Чудин. Тул. гос. ун-т. — Тула, 2002. — 146с.
- Унксов, А. Г Теория пластических деформаций металлов Текст. / Е. П. Унксов, У. Джонсон, B.JI. Колмогоров, А. Г. Овчинников. М.: Машиностроение, 1983. — 598с.
- Валиев, С.А. Комбинированная глубокая вытяжка листовых материалов Текст. / С. А. Валиев. М.: Машиностроение, 1973. — 176с.
- Джонсон, У. Теория пластичности для инженеров Текст. / У. Джонсон, П. Меллор. М.: Машиностроение, 1979. — 567с.
- Кобаяши, Ш. Верхние границы давления в осесимметричных задачах штампов Текст., в 2 ч. 4.2 Труды американского общества инженеров-механиков. / Ш. Кобаяши. -Конструирование и технология машиностроения. 1964. -№ 4 — С.345−405.
- Колмогоров, B.JI. Механика обработки металлов давлением Текст. / B.JI. Колмогоров. Екатеринбург: Уральский государственный технический университет. — 2001. — 836с.
- Колмогоров, B.JI. Напряжения. Деформации. Разрушение Текст. / B.JI. Колмогоров. М.: Металлургия, 1970. — 115с.
- Ершов, В.И. Листовая штамповка Текст.: Справочник. Расчет технологических параметров / В. И. Ершов, О. В. Попов, A.C. -Чумадин. М.: Изд-во МАИ, 1999. — 516с.
- Томсен, Э. Механика пластической деформации при обработке металлов Текст. / Э. Томсен, Ч. Янг, Ш. Кобаяши. М.: Машиностроение, 1969. — 504с.
- Григорьев, A.C. Исследование работы круглых мембран при больших прогибах за пределом упругости Текст. / A.C. Григорьев. -«Инженерный сборник». Институт механики АН СССР, изд-во АН СССР. Т.9. 1951. — С.99−112.
- Попов, С.М. Устойчивость свободно оперных пластинок за пределом упругости Текст. / С. М. Попов. «Инженерный сборник». Институт механики АН СССР, изд-во АН СССР, Т.9. — 1951. — С.65−98.
- Андреева, JI.E. Упругие элементы приборов Текст. / JI.E. Андреева. М.: Машгиз, 1962. — 454с.
- Биргер, И.А. Круглые пластинки и оболочки вращения Текст. / И. А. Биргер. М.: Оборонгиз, 1961. — 367с.
- Лурье, А.И. Пространственные задачи теории упругости Текст. / А. И. Лурье. М.: ГИТТЛ, 1955. — 491с.
- Биценко, К.Б. Техническая динамика Текст. / К. Б. Биценко, Р. Граммель. М. — Л. ГИТТЛ, 1950. — Т.1 — 900с.
- Бояршинов, C.B. Основы строительной механики машин Текст.: Учебное пособие для студентов вузов / C.B. Бояршинов. М.: Машиностроение, 1987. — 456с.
- Уваров, В.В. Упрочнение металлов при статическом растяжении Текст.: Методическое указание Самар. гос. аэрокосм, ун-т /В.В. Уваров, Р.Заббаров. Самара, 2003. — 19с.
- Каргин, В.Р. Основы инженерного эксперимента Текст.: Учебное пособие / В. Р. Каргин, В. М. Зайцев. Самара, СГАУ. — 2001. -86с.
- Агеев, Н.П. Вытяжка в штампах полых тонкостенных деталей машино- и приборостроения Текст., в 2 ч. Ч. I Механические основы процесса вытяжки / Н. П. Агеев, Г. А. Данилин, В. П. Огородников. 1997. — 335с.
- Зенкевич, О. Метод конечных элементов в технике Текст. / О. Зенкевич. М.: Мир, 1975. — 541с.
- Попов, И.П. Исследование процессов вытяжки и обжима Текст.: Учебное пособие/И.П. Попов. Куйбышев, КуАИ, 1980. — 19с.
- Губкин, С. И Основы теории обработки металлов давлением Текст./ С. И. Губкин, Б. П. Звороно, В. Ф. Катков, Е. А. Попов. -М.: Машгиз, 1959.-529с.
- Ильюшин, A.A. О связи между напряжениями и малыми деформациями в механике сплошных сред Текст. / A.A. Ильюшин // Прикладная математика и механика. 1954. Т.18. — № 6. — С.641−666.
- Попов, И.П. Вытяжка с применением упругого прижима Текст. / И. П. Попов, Е. С. Нестеренко, И. Г. Голикова // Тезисы докладов 50-й студенческой научно-технической конференции. -Самара, 2000. С.36−37.
- Попов, И.П. Использование упругих свойств штамповой оснастки Текст. / И. П. Попов, Е. С. Нестеренко, И. Г. Голикова //
- Сборник тезисов докладов IX Всероссийских Туполевских чтений студентов научно-технической конференции. Казань, 2000. — T.I. -с.20.
- Попов, И.П. Вытяжка тонкостенного листового материала Текст. / И. П. Попов, Е. С. Нестеренко, И. Г. Голикова // Тезисы докладов всероссийской молодежной научной конференции «VI Королевские чтения». Самара, 2001. — ТЛ. — С.195−196.
- Попов, И.П. Определение технологических параметров упругого прижима Текст. / И. П. Попов, Е. С. Нестеренко // Материалы Второй Международной научно-технической конференции Металлдеформ. Самара, 2004. — с.27.
- Попов, И.П. Особенности вытяжки тонколистового материала в штампе с упругим элементом Текст. / И. П. Попов, Е. С. Нестеренко // Заготовительные производства в машиностроении. -2005. № 6. — С.37−40.
- Попов, И.П. Применение упругого прижима в штампе для осесимметричной вытяжки тонколистового материала Текст. / И. П. Попов, Е. С. Нестеренко // Материалы IX Международной научной конференции (Решетневские чтения). Красноярск, 2005. — С. 187.
- Попов, И.П. Вытяжка тонколистового материала Текст. / И. П. Попов, Е. С. Нестеренко // Кузнечно-штамповое производство. -2006. № 10. — С.30−33.
- Нестеренко, Е.С. Моделирование процесса глубокой вытяжки тонколистового материала в программе ANSYS Текст. / Е. С. Нестеренко, Е. В. Шабатина // Материалы XIV Международной научной конференции «Туполевские чтения». Казань, 2006. — Т.1 -С.101−102.
- Чертавских, А. К. Трение и смазка при обработки металлов давлением Текст. / А. К. Чертавских. М.: Металлургиздат, 1954. -364с.
- Кокрофт, М. Смазка в процессах обработки металлов давлением Текст. / М. Кокрофт. М., Металлургия, 1970. — 111с.
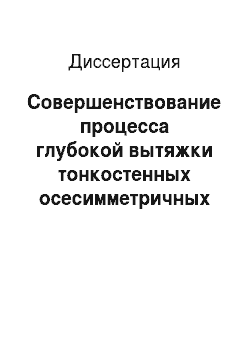
- Исаченков, Е. И. Контактное трение и смазки при обработке металлов давлением Текст. / Е. И. Исаченков. М.: Машиностроение, 1978.-208с.1. KRIVAY UPR 08KP1. Название теста: 08KP1. Тип теста: Растяжение
- Дата теста: 15.11.2005 13:06
- Скорость теста: 5.000 mm/min1. Ширина: 10.000 mm1. Толщина: 0.500 mm1. Длина образца: 66.000 mm
- Предварительное напряжение: 0.200 kN
- Станд. отклонение 0.4215 91.42 2.9634 1.7273 10.118коэф. вариации 26.56 26.94 59.60 61.73 61.25
- Н.Д.П. (нижн. доверит, пред.) 1.0638 225.87 1.2931 0.6535 3.955
- В.Д.П. (верх, довер. предел) 2.1106 452.89 8.6522 4.9429 29.081
- Станд. отклонение 17.176 64.12 26 956 5.157коэф. вариации 58.68 24.58 86.87 97.04
- Н.Д.П. (нижн. доверит, пред.) 7.946 181.30 -2440 -1.089
- В.Д.П. (верх, довер. предел) 50.598 340.53 64 498 11.717nesterenko: 08КР: 15.11.05:1. КНШУ иРИ 08КРпез! егепко: Название теста: 08КР08КР: Тип теста: Растяжение1511.05: Дата теста: 15.11.2005 13:06
- Скорость теста: 5.000 тт/пмп Ширина: 10.000 тт Толщина: 0.500 тт Длина образца: 66.000 тт Предварительное напряжение: 0,200 (М1. Т-1−1-г200 30.0
- Деформация (%) Тест 1 Тест 2 — Тест 3 — Тест 40 501. Тест 51. Напряжение (МРа)1. Kriv upr
- Ref 1: Название теста: AI lenta
- Ref 2: Тип теста: Растяжение
- Ref 3: Дата теста: 24.10.2005 14:14
- Скорость теста: 5.000 mm/min Ширина: 12.500 mm Толщина: 0.300 mm Длина образца: 100.000 mm Предварительное напряжение: 0.200 kN
- Станд. отклонение 0.0369 8.80 1.2000 0.9076 3.364коэф. вариации 5.48 4.79 41.60 36.69 39.67
- Н.Д.П. (нижн. доверит, пред.) 0.6499 178.29 2.1223 1.8971 6.343
- В.Д.П. (верх, довер. предел) 0.6968 189.48 3.6472 3.0504 10.618
- Дата теста: 24.10,2005 14:14
- Скорость теста: 5.000 mm/min1. Ширина: 12,500 mm1. Толщина: 0.300 mm
- Длина образца: 100.000 mm
- Предварительное напряжение: 0.200 kN1. Тест №деформация @ разруш.14напряж. @верхн. пред. текуч. (МРа)1. Пуассона Коэффициентмодуль Юнга1. МРа)1. Станд. отклонение 4.209коэф, вариации 42.76
- Н.Д.П. (нижн. доверит, пред.) 7.169
- В.Д.П. (верх, довер. предел) 12.5 171 466 16.06 81.94 100.573 137 98.60 1.188 5.17 510 487 44.97 16 657 299 831. Напряжение (МРа)00 2.0 4.0 6,0 3.0 10.0 12.0 14.0
- Деформация (%) Тест 1 Тест 2 — Тест 3 -—- Тест 4 Тест 5
- УТВЕРЖДАЮ" ОАО «Ги^рорт^^ш^й"д % Л1. В.В.Храмов1. АКТвнедрения результатов диссертационной работы Нестеренко Е.С.
- Использование данных материалов в технологических процессах основанных на операциях вытяжки дало следующее:
- Получение тонкостенных (-<0,006) заготовок типа „стаканчик“ дляэагдеталей 64 290.012, 64 290.032, 17 446−012 за один переход без промежуточного отжига-
- Уменьшение трудоемкости изготовления деталей за счет сокращения технологического процесса на две основные операции: второго перехода вытяжки и промежуточного отжига детали-
- Улучшение качества поверхности деталей.1. Главный технолог1. Главный металлург1. Э.И. Иржавский1. А.В. Хожайлов
- УТВЕРЖДАЮ» Самарский государственный аэсмическии университет у 'йм.&ь&С.П.Королёвуи-.'П А1. А ^ ^ 1. V5"200 7 г.
- РУКОВОДЯЩЕ-ТЕХНИЧЕСКИЕ МАТЕРИАЛЫдля изготовления тонкостенных цилиндрических деталей процессом вытяжки вштампе с упругими элементами1. Описание способа
- Используется при вытяжке полых тонкостенных цилиндрических деталей. Повышает качество изделий и увеличивает степень деформирования.$ 1.кольцо опорное- 2-прижим упругий- 3-обойма- 4-матрица- 5-пуансон- 6-выступ кольцевой- 7-заготовка.1. Схема процесса
- Фланец заготовки во время вытяжки прижат упругим кольцом, на которое усилие прижима передается через кольцевой упор. Усилие прижима равномерно распределяется по всей поверхности фланца.
- Заготовку 7 устанавливают на матрицу 4. К заготовке 7 подводят прижим с упругим прижимным кольцом 2
- Известно из опытных данных, что при вытяжке тонкостенных листовых материалов с уменьшением относительной толщины заготовки на первом переходе уменьшается и коэффициент вытяжки. Снижение коэффициента вытяжки составляет до 20%.