Оптимизация взаимодействия деталей подвижных соединений на основе раскрытия взаимосвязи процессов сборки и эксплуатации изделий
Технологическая новизна индивидуальной сборки связана с процедурой выбора вариантов относительного положения симметричных деталей С, представляющих процессу их износа xt возможность начать to изменять технологию трущихся поверхностей хс в соответствии с выбранным вариантом сборки. Тем самым определяются промежуточные состояния эволюционизирующего сопряжения С в соответствии с процессом… Читать ещё >
Содержание
- 1. СОСТОЯНИЕ ТЕОРИИ И ПРАКТИКИ ОБЕСПЕЧЕНИЯ КАЧЕСТВА МАШИН НА ЭТАПАХ СБОРКИ И ЭКСПЛУАТАЦИИ
- 1. 1. Процессы эксплуатационных взаимодействий деталей подвижных соединений технических систем
- 1. 2. Методы и способы достижения качества сборки машин
- 1. 3. Цель и задачи исследования
- 2. ОБУСЛОВЛЕННОСТЬ ПРИМЕНЕНИЯ ИНДИВИДУАЛЬНОЙ СБОРКИ ИЗДЕЛИЙ
- 2. 1. Характеристика процесса индивидуальной сборки
- 2. 2. Выбор метода системного исследования границ применяемости индивидуальной сборки
- 2. 3. Выявление необходимых и достаточных условий эффективного применения эффективного применения технологии индивидуальной сборки
- 2. 4. Границы применения сборки подвижных соединений методом индивидуальной селекции
- 2. 5. Взаимосвязь индивидуальных свойств соединений и эксплуатационных параметров изделий
- 2. 6. Выводы
- 3. ВЛИЯНИЕ ДИНАМИКО-ЭКСПЛУТАЦИОННОЙ СОСТАВЛЯЮЩЕЙ КАЧЕСТВА СБОРОЧНОГО ПРОЦЕССА НА
- ЭКСПЛУАТАЦИОННЫЕ ПАРАМЕТРЫ ИЗДЕЛИЙ
- Оценка влияния топографии реальных поверхностей сопрягаемых деталей на эксплутационный параметр качества изделия
- Определение эксплутационных параметров изделия по результатам сборки симметричных деталей с жесткими кинематическими связями
- 3. 1. 2. Свойство динамико-эксплутационной составляющей сборки подвижных симметричных деталей со слабыми кинематическими связями
- 3. 2. Особенности схем взаимосвязей реальных поверхностей контактируемых симметричных деталей изделия
- 3. 2. 1. Индивидуальная сборка подвижного соединения с гарантированным зазором
- 3. 2. 1. 1. Расчет динамико-эксплутационной составляющей подвижного сопряжения со схемой контактирования деталей в виде направляющей базы
- 3. 2. 1. 2. Алгоритм расчета динамико-эксплутационной составляющей подвижного сопряжения со схемой контактирования деталей в виде двойной направляющей базы
- 3. 2. 2. Индивидуальная сборка соединения с переходной посадкой
- 3. 3. Выводы
- ВЛИЯНИЕ КАЧЕСТВА СБОРКИ ПОДВИЖНЫХ СОЕДИНЕНИЙ НА ПРОЦЕСС ВЗАИМОДЕЙСТВИЯ РЕАЛЬНЫХ ПРОФИЛЕЙ ПОВЕРХНОСТЕЙ КОНТАКТИРУЕМЫХ ДЕТАЛЕЙ
- 4. 1. Анализ процесса структурного изменения топографии подвижных соединений при их сборке и эксплуатации
- 4. 1. 1. Исследование релаксационных свойств сопряжения в метрическом пространстве взаимодействия реальных поверхностей деталей
- 4. 1. 2. Анализ свойств сопряжения в фрактальном пространстве взаимодействия реальных поверхностей деталей
- 4. 2. Синтез струюурной взаимосвязи подвижных соединений собранного изделия
- 4. 2. 1. Численное моделирование структурных взаимодействий подвижных соединений шарнирного узла
- 4. 3. Выводы
- 4. 1. Анализ процесса структурного изменения топографии подвижных соединений при их сборке и эксплуатации
- 5. ИССЛЕДОВАНИЕ ПРОЦЕССА ДИАГНОСТИРОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ ЕГО СБОРКИ
- 5. 1. Оценка технического состояния изделия по геометрическому образу структурных взаимосвязей реальных поверхностей деталей подвижных соединений
- 5. 1. 1. Разработка модели распознавания технического состояния изделия на основе синтеза геометрической информации реальных поверхностей сопрягаемых деталей
- 5. 1. 2. Влияние топологии структурной взаимосвязи деталей подвижных соединенй и их конфигурации на техническое состояние изделия.,
- 5. 2. Сопоставительный анализ влияния геометрических факторов подвижных сопряжений на достоверность технического состояния изделия
- 5. 3. Выводы
- 5. 1. Оценка технического состояния изделия по геометрическому образу структурных взаимосвязей реальных поверхностей деталей подвижных соединений
- 6. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ КАЧЕСТВА ПРОЦЕССА ИНДИВИДУАЛЬНОЙ СБОРКИ
- 6. 1. Способ индивидуальной сборки изделия с полным перебором вариантов положения деталей подвижных соединений
- 6. 1. 1. Методика исследования качества сборки изделия по критерию работоспособности подвижных сопряжений
- 6. 1. 2. Методика исследования качества сборки изделия по критерию абразивной износостойкости подвижных сопряжений
- 6. 2. Способ индивидуальной сборки изделия методом направленного поиска рационального варианта положения деталей подвижных соединений
- 6. 3. Результаты исследования процесса индивидуальной сборки изделий машинотсроения
- 6. 1. Способ индивидуальной сборки изделия с полным перебором вариантов положения деталей подвижных соединений
- 6. А. Разработка технологии индивидуальной сборки изделия
- 6. 5. Экономическая эффективность технологии индивидуальной сборки изделия
- 6. 6. Выводы
Оптимизация взаимодействия деталей подвижных соединений на основе раскрытия взаимосвязи процессов сборки и эксплуатации изделий (реферат, курсовая, диплом, контрольная)
Мировая наука и практика машиностроения ориентирована на решение технологической проблемы обеспечения качества изделий машиностроения. Эта проблема требует разработки таких технологических процессов, которые гарантировали бы максимальную эффективность изделия при эксплуатации. Это возможно, если обеспечить решение технологической минимаксной задачи, гарантирующей минимальную себестоимость машин при максимальной параметрической надежности.
Стратегия развития науки машиностроения связана с выполнением служебного назначения машин за счет стабилизации значений технологических параметров качества, что должно привести к стабилизации значений эксплута-ционных параметров машин.
В результате проводимых исследований задача по стабилизации параметров качества изделий привела к сертификации технологических процессов, гарантирующих точность изготовления машин.
Задача точности изготовления машин является приоритетной в машиностроительной науке, о чем свидетельствуют большое количество научных работ в этой области знаний. Первыми исследователями проблемы обеспечения качества изготовления машин были ученые Б. С. Балакшин, Б. М. Базров, Н. А. Бо-радачев, В. М. Кован, В. С. Корсаков, А. П. Соколовский, Д. В. Чарнко, А. Я. Яхин и другие.
Как известно, общая проблема изготовления машин состоит из технологических задач, включающих точность изготовления деталей и качество сборочных процессов. Если первая задача решается на этапе оптимизации процесса механической обработки деталей, то вторая находит решение на заключительной стадии изготовления машин в условиях технологии сборочного производства.
Решению научной проблемы обеспечения качества сборочного процесса завершающего этап изготовления машин с заданными эксплутационными параметрами посвящена данная диссертационная работа.
Отличительная особенность задачи обеспечения качества сборки машин заключается в противоречии между требованием теории, при котором ошибка при сборке не допустима, и практикой сборки, при которой вероятность ее появления наиболее высока. Устранение этого противоречия создает теоретическую основу обеспечения качества сборочных процессов, которая отражены в научных трудах следующих ученых: Б. С. Балашина, П. И. Буловского, Л. И. Волукевича, А. А. Гусева, Б. В. Гнеденко, А. Г. Герасимова, А. М. Дальского, В. С. Корсакова, И. М. Колесова, Л. Н. Кошкина, М. Р. Лебедовского, А. Н. Малова, К. Я. Муценека, М. П. Новикова, А. Н. Рабиновича, А. М. Соболя, Б. Ф. Федорова, Е. И. Юревича и других. Эти научные работы являлись базовыми в технологии автоматической сборки с помощью которых решались, в частности, и задачи стабилизации качества соединений. При известных пяти методах достижения точности замыкающего звена стабилизация технологических параметров изготовления машин является необходимым, но не достаточным условием обеспечения наилучших эксплутационных параметров. Это связано с тем, что невозможно оценить все многообразие бесконечного множества реальных рельефов контактируемых поверхностей сопрягаемых деталей конечным набором большого числа контролируемых параметров. Тогда достаточным условием повышения эффективности машин является достижение наилучших эксплутационных параметров качества из числа возможных реализаций взаимодействий реальных результатов поверхностей деталей по количеству их допустимых конструктивных симметрии.
Наложение условия достаточности на алгоритм выбора рационального относительного положения конструктивно симметричных деталей приводит к отказу от произвольного положения этих деталей в сопряжении и повышает.
20 достоверность определяемых эксплуатационных параметров по оценкам предлагаемого способа индивидуальной сборки.
Совокупность условий повышения эффективности машин при решении технологических задач качественной сборки стала основной при разработке научных основ индивидуальной сборки симметричных деталей подвижных сопряжений, выполненных в данной работе.
Таким образом, индивидуальная сборка машин обеспечивает рациональное расположение сопрягаемых деталей при наличии соответствия между оценками эксплутационных параметров изделия и индивидуальными свойствами подвижных сопряжений. Теоретические и практические исследования, выполненные в диссертационной работе доказывают факт существования такого соответствия, что дает основание к разработке научных основ технологии индивидуальной сборки машин.
Технологическая новизна индивидуальной сборки связана с процедурой выбора вариантов относительного положения симметричных деталей С, представляющих процессу их износа xt возможность начать to изменять технологию трущихся поверхностей хс в соответствии с выбранным вариантом сборки. Тем самым определяются промежуточные состояния эволюционизирующего сопряжения С в соответствии с процессом взаимодействия реальных поверхностей ts эксплуатирования изделия. Формальная запись этого соответствия представленная в следующем виде хс (c, t о)—-^—-х, (с / 5) выражает избирательную активность сопряжений с такими относительными положениями симметричных деталей, при которых срок эксплуатации изделия tmax был бы максимален.
Отмеченная соподчиненность этапов индивидуальной сборки с последующей эксплуатацией изделия создает условия для такого процесса взаимодействия деталей в конструкции машин, согласно которому контактируемые реальные поверхности сопрягаемых деталей не утрачивают своих индивидуаль.
21 ных свойств при эксплуатации. В связи с этим, актуальность темы продиктована необходимостью обеспечить качество и повысить эффективность машин технологическими методами. Достижения за последнее десятилетие в области информационной технологии и науки приборотехники сделали своевременным выполнение исследований по заявленной проблеме.
Целью настоящей работы является решение проблемы обеспечения работоспособности машин, включающих подвижные соединения конструктивно-симметричных деталей, за счет эффективного использования технологических возможностей сборочного процесса создавать наилучшие условия взаимодействия реальных поверхностей деталей путем рационального выбора их относительного положения в сопряжении. Решение данной. проблемы продемонстрировано на примерах технологии индивидуальной сборки широкой номенклатуры средних габаритов изделий, соответствующих индивидуальному, мелко — и среднесерийному типам производства.
В диссертации решена крупная научная проблема, состоящая. в раскрытии закономерностей взаимодействия реальных поверхностей контактируемых деталей и их структурных взаимосвязей, позволяющих оценить с заданной степенью достоверности эксплутационных параметров машины, собранной по индивидуальной технологии. Решение этой проблемы содержит: выявление этапа изготовления изделия, имеющий максимальную неопределенность технологической информации по взаимодействию реальных профилей поверхностей соприкасающихся деталей, составляющего проблемную область исследованияустановление границы формализованной области эффективного применения способа индивидуальной сборки в соответствии определениями необходимых и достаточных условий изготовления машин различных назначений и принадлежащих к разнообразным отраслям машиностроительного производстваустановление закономерности, отражающей связь между множеством состояний подвижных сопряжений, формирующих разнообразие соприкосно.
22 вений реальных поверхностей симметричных деталей при сборке изделия, и множеством значений расчетных оценок эксплутационных параметров машиныраскрытие механизма преобразования функции зазоров контактируемых реальных поверхностей симметричных деталей, образующих счетное множество их относительных положений, в функцию скорости изнашивания, позволяющего получить оценочные значения по доминирующему параметру износостойкости эксплуатируемой машиныметодику выбора рационального варианта относительного положения симметричных деталей в соответствии с расчетом значений эксплуатационных параметров и оценку их достоверности при сравнении с полученными значениями этих параметров при эксплуатации изделия.
Научная ценность выполненной работы для технологии машиностроения заключается в том, что раскрытия сущности процесса взаимодействия реальных поверхностей контактируемых деталей, стало возможным целенаправленно обеспечить точность взаимного расположения конструктивно-симметричных деталей в сопряжении и иметь достоверные оценки эксплутационных параметров машин на этапе индивидуальной сборки.
Границы предметной области индивидуальной сборки машин определяются конструктивными и эксплутационными особенностями подвижных соединений конструктивно-симметричных деталей, обеспечивающие циклические давления исполнительных механизмов с различной степенью жесткости кинематических связей. Эти особенности присущи большому классу конструкций машин различных отраслей промышленности включая агрегатно-, автомобиле-, станко-, насосостроение и др. Основные теоретические положения работы могут быть использованы как при ручной так и при автоматизированной сборке машин. Автоматизация сборочного процесса по индивидуальной технологии потребует от конструкции сборочного автомата программируемых действий, обеспечивающих рациональное относительное положение конструктивно.
23 симметричных деталей в сопряжении, на основе индивидуальных свойств взаимодействий реальных поверхностей контактируемых деталей машин.
Научные результаты получены на основании использования следующих теоретико-экспериментальных методов. Для выявления технологических факторов процесса индивидуальной сборки, влияющих на размерную регуляризацию взаимодействия реальных поверхностей конструктивно-симметричных деталей, при различных вариантах их относительного положения, использовалась теория информационных потоков с элементами комбинаторной теории групп и алгебраической геометрии. Алгоритмизация процесса индивидуальной сборки основывалась на функциональных зависимостях приботехнических систем, обладающих свойством марковских цепей. Экспериментальные исследования качества процесса сборки различных машин, узлов проводились с комплектующими деталями, взятыми из реального сборочного производства. Точность измерения реальных профилей контактируемых деталей обеспечивалась высокой разрешимой способностью координатно-измерительных машин. Эксперименты по оценке технического состояния собранного изделия выполнялись методом неразрушающего контроля, используя сигнал акустической эмиссии. Программное обеспечение индивидуальной сборки изделия имеет полный пакет прикладных программ, пригодных для ПЭВМ и позволяющих получить необходимый набор технологических документов в реальном масштабе времени.
Практическая ценность работы заключается в следующих технических приложениях. Вскрыв технологические резервы повышения эффективности машин и координально расширив технологические возможности обеспечения качества сборки, результаты исследования практически использовались: • в качестве основы при разработке новых способов сборки конкурентно способных изделий, обеспечивающих за счет выбора рационального положения конструктивно-симметричных деталей значительное повышение эксплутаци-онных параметров изделия;
• при разработке методик расчета технологических параметров индивидуальной сборки, обеспечивающей взаимосвязь качества сопряжений и достоверных оценок эксплутационных параметров машин;
• в учебном процессе и при внедрении в производство, увеличивая эксплутаци-онные сроки работоспособного изделия от 3 до 5 раз по сравнению с традиционной сборкой машин.
Основные научные положения, выводы и рекомендации, сформированные в диссертации, достоверны, так как основываются на фундаментальных теориях базирования, размерного анализа, подтверждены соответствием полученных результатов разных методик, экспериментальными данными и внедрением в машиностроительную промышленность. Обоснованность их подтверждается широким обсуждением на научно-технических конференциях, семинарах, публикациях в научных периодических изданиях и изданием монографии «Технологическое обеспечение качества соединений», 1998 г., 104 с.
Автор выражает признательность д.т.н., проф. А. Н. Филину за методическую и организационную поддержку при выполнении работы.
ОБЩИЕ ВЫВОДЫ.
1. Установленные закономерности взаимодействия реальных сопрягаемых поверхностей деталей подвижных соединений позволяют обеспечить стабильное качество изделий и сократить затраты времени на выполнение сборно-разборных работ за счет исключения повторных сборок изделий.
2. Разработанная математическая модель процесса взаимодействия деталей, позволяет преобразовать геометрические связи реальных рельефов подвижных соединений в скорость их изнашивания, что дает возможность алгоритмизировать управление качеством выполнения сборочных процессов и эффективно использовать измерительные и вычислительные программные средства в машиностроительном производстве.
3. Установленные взаимосвязи этапов сборки изделий и их эксплуатации, преобразующие внешние факторы взаимодействия реальных поверхностей деталей во внутреннюю энергию их разрушения посредством перенормировки безразмерного коэффициента связи в размерный параметр скорости изнашивания позволяют повысить достоверность оценок эксплуатационных параметров при диагностировании изделий.
4. Разработанная единая методика, преобразования нестабильной геометрии реальных профилей сопрягаемых поверхностей деталей подвижных соединений в стабильный результатих взаимодействия, дает возможность управлять процессом сборки, обеспечивает требуемую технологическую надежность изделий.
5. Найденные закономерности существования множества полных наборов технологических вариантов относительного положения деталей, основанные на свойстве периодичности проявления внешних и внутренних факторов сопрягаемых поверхностей подвижных соединений, позволяют выбрать рациональный вариант сборки, который приводит к повышению работоспособности изделий.
6. Экономический эффект в размере 0,6 млн руб. в ценах 1991 года подтвердил целесообразность разработки теоретических исследований методом индивидуальной сборки, который прошел промышленную апробацию и внедрен на предприятиях г. Самара ОАО «Авиаагрегат» и г. Кострома СПК «Торгмонтах».
ЗАКЛЮЧЕНИЕ
.
В работе изложен способ индивидуальной селективной сборки с помощью которого можно получить индивидуальную оценку ресурса изделия. Кроме того, этот способ сборки допускает селекцию взаимного расположения деталей, обладающих конструктивной симметрией. Наибольший эффект от использования такой технологии сборки достигается в условиях мелкои среднесерийного типов производства. Фактическое разнообразие топографии реальных исполнительных поверхностей является необходимым условием реализации этого способа сборки.
Особое место в технологии индивидуальной селективной сборки занимают вопросы прогнозирования ресурса изделия. Это достигается путем создания моделей, которые преобразуют нестабильную геометрию сопряжения в стабильную оценку результата взаимодействия поверхностей. Способ индивидуальной сборки расширяет технические возможности прогноза остаточного ресурса изделия на этапе эксплуатации и повышает достоверность диагностирования технического состояния.
Пересмотр различных начал технологии сборки подвижных соединений симметричных деталей позволяет устранить отвлеченность сборки от этапа эксплуатации. Все известные принципы сборки по своему существу выражают лишь желательные и возможные свойства собранного узла, тогда как принцип индивидуальной селективной сборки распространяет эти свойства до действительных значений расчетных параметров эксплуатации изделий. Технология индивидуальной селективной сборки, определяя истинные значения частных решений по выбору варианта начального положения симметричной детали, сообщает определенное содержание о процессе поверхностного разрушения. Доказана необходимость в определении аналитической зависимости между качеством сборки и эксплуатацией изделия. С точки зрения технологии индивиду.
3. Установлены закономерности преобразования внешних условий взаимодействия поверхностей деталей в изделии, включая разнообразные геометрические и кинематические связи, во внутреннюю энергию их разрушения.
4. Получено подтверждение существования множества полных наборов технологически различимых вариантов относительного положения симметричных деталей, которые оказывают влияние на работоспособность изделия, изменяя этот показатель более чем в пять раз.
5. Доказана возможность преобразования нестабильной геометрии реальных профилей сопрягаемых поверхностей деталей в стабильный результат их взаимодействия при эксплуатации, обеспечивая заданный уровень надежности функционирования изделия.
6. Разработан метод технологического процесса индивидуальной сборки, позволяющий целенаправленно осуществлять переход от реальных базовых поверхностей соединяемых деталей к оценке срока службы изделия. На способы индивидуальной сборки получены два патента.
7. Реализован процесс фильтрации технологической информации эксплуатируемого изделия, позволяющий из интегральной функции технического состояния машины выделить ее составляющие по каждому подвижному сопряжению, используя оператор обратного преобразования функции изменения геометрических связей сопряженных поверхностей деталей.
8. Метод индивидуальной сборки прошел промышленную апробацию и внедрен на предприятиях: г. Самары АО «Авиаагрегат», г. Костромы СПК «Торгмонтаж». Экономический от внедрения результатов работы был достигнут за счет сокращения материальных затрат при выполнении ремонта только тех деталей подвижных сопряжений и тогда, когда это необходимо для восстановления заданного уровня надежности эксплуатируемого изделия. Способы диагностирования, заложенные в индивидуальной сборке, и методика их реализации в процессе восстановления эксплуатационных характеристик машин исключают.
329 необоснованные ремонты, сокращают время от простоя и увеличивают ресурс дорогостоящих изделий машиностроения.
Список литературы
- Андрющенко В.А. Следящие системы автоматизированного сборочного оборудования. Л.: Машиностроение (Ленигр. отд.), 1979.- 246 с.
- А.с. 1 397 625, СССР. Способ сборки шестеренного насоса/ Богаченко В. К., Яковлевич А. Ф., Рыбалко B.C. Опубл. в б.и. № 17, 1995.
- А.с. 94 041 598, Россия. Способ сборки подвижных соединений/ При-луцкий В.А., Рыльцев И. К., Кудрявченко В. А. Опубл. в б.и. №, 09.11.94.
- Бабушкин А.И. Методы сборки самолетных конструкций. М.: Машиностроение, 1985. — 248 с.
- Базров Б.М. Расчет точности машин на ЭВМ. М.: Машиностроение, 1984.-256 с.
- Балакшин Б.С. Основы технологии машиностроения. М.: Машиностроение, 1969. — 358 с.
- Берже П., Помо И., Видаль К. Порядок в хаосе: Пер. с франц. М.: Мир, 1991.-368 с.
- Билик Ш. М. Макрогеометрия деталей машин. М.: Машиностроение, 1972. — 244 с.
- Богданофф Дж., Козин Ф. Вероятностные модели накопления повреждений/ Пер. с англ. М.: Мир, 1989. — 344 с.
- Болынев Л.Н., Смирнов Н. В. Таблицы математической статистики. -М.: Наука, 1963. 446 с.
- Бойцов В.В. Механизация и автоматизация в мелкосерийном и серийном производствах. М.: Машиностроение, 1971. — 416 с.
- Бойцов Б.В. Прогнозирование долговечности напряженных конструкций: Комплексное исследование шасси самолета. М. Машиностроение, 1985. — 232 с.331
- Бойцов В.В. и др. Сборка агрегатов самолета: Учебн. пособие для студентов вузов. М.: Машиностроение, 1988. — 152 с.
- Борисов М.В. и др. Ускоренные испытания машин на износостойкость как основа повышения их качества. М.: Издательство стандартов, 1976. — 352 с.
- Буловский П.И., Крылов Г. В., Лопухин В. А. Автоматизация селективной сборки приборов. Л.: Машиностроение (Ленингр. отд.), 1978. — 232 с.
- В поисках утраченной топологии: Пер. с франц. и англ. / Под ред. Гийу и А.Марена. М.: Мир, 1989. — 294 с.
- Введение в физическую акустику: Учебн. пособ./ Под ред. В.А. Кра-сильникова. М.: Наука, 1984. — 400 с.
- Вильсон А.Дж. Энтропийные методы моделирования сложных систем: Пер. с англ. М.: Наука, 1978. — 248 с.
- Вороненко В.П. Повышение эффективности сборочных машиностроительных производств путем обеспечения гибкости технологических процессов и структур подразделений: Автореф. дис.. д-ра техн. наук./ Мосстанкин. -М., 1997.-44 с.
- Герасимов А.Г. Точность сборочных автоматов. М.: Машиностроение, 1967. — 152 с.
- Герасимов А.Г. Технологические основы построения систем на сборочных позициях в автоматизированном производстве: Автореф. дис.. д-ра техн. наук./Куйбыш. полит, ин-т. Куйбышев, 1988. — 446 с.
- Гельфанд М.Л. и др. Сборка резьбовых соединений. М.: Машиностроение, 1978. — 109 с.
- Голего Н.Л. Технологические мероприятия по борьбе с износом в машинах. Киев: ГНТИМЛ, 1961.- 193 с.
- Горелик А.Л. и др. Современное состояние проблемы распознавания: Некоторые аспекты. М.: Радио и связь, 1985. — 160 с.332
- Горески М., Макферсон Р. Стратифицированная теория Морса: Пер. с англ. -М.: Мир, 1991.- 351 с.
- Гренандер У. Лекции по теории образов: Пер. с англ. М.: Мир, 1981.448 с.
- Гусев А.А. Адаптивные устройства сборочных машин. М.: Машиностроение, 1979. — 208 с.
- Гусев А.А. Технологические основы автоматизации сборки изделий: Автореф. дис.. д-ра техн. наук./Мосстанкин. М., 1978. — 58 с.
- Гутер Р.С., Овчинский Б. В. Элементы численного анализа и математической обработки результатов опыта. М.: Наука, 1970. 432 с.
- Дальский А.М. Технологическое обеспечение надежности высокоточных деталей машин. М.: Машиностроение, 1975. — 223 с.
- Дальский A.M., Кулешова З. Г. Сборка высокоточных соединений в машиностроении. М.: Машиностроение, 1988. — 304 с.
- Деловые игры в машиностроении: Учеб. пособ. Рыльцев И. К. / Куй-быш. политехи, ин-т. Куйбышев, 1989. 89 с.
- Джонсон К. Механика контактного взаимодействия: Пер. с англ. М.: Мир, 1989. — 500 с.
- Долецкий В.А. и др. Увеличение ресурса машин технологическими методами. М.: Машиностроение, 1978. — 216 с.
- Дружинский И.А. Сложные поверхности: Математическое описание и технологическое обеспечение: Справочник. Л.: Машиностроение (Ленингр. отд.), 1985. — 263 с.
- Дуда Р., Харт П. Распознавание образов и анализ сцен: Пер. с англ. -М.:Мир, 1976.-511 с.
- Дудин-Барковский И.В., Карташова А. Н. Измерения и анализ шероховатости, волнистости и некруглости поверхности. М.: Машиностроение, 1978.-232 с.333
- Журавель Н.М. Статистическое агрегатирование в экономических системах. Новосибирск: Наука (Сиб. отд.), 1989. — 153 с.
- Ильянков А.И., Левит М. Е. Основы сборки авиационных двигателей: Учебн. М.: Машиностроение, 1987. — 288 с.
- Исаев А.И., Жабин А. И. Сборка крупных машин. М.: Машиностроение, 1971. -136 с.
- Калмуцкий B.C. Прогнозирование ресурса деталей машин и элементов конструкций. Кишинев: Штинца, 1989. — 160 с.
- Капустин Н.М. Ускорение технологической подготовки механосборочного производства. М.: Машиностроение, 1972. — 256 с.
- Капустин Н.М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. М.: Машиностроение, 1976. — 288 с.
- Катковник В.Я., Савченко А. И. Основы теории селективной сборки. М.: Машиностроение, 1971. 248 с.
- Кильдишев Г. С., Аболенцев Ю. И. Многомерные группировки. М.: Статистика, 1978. 160 с.
- Клейнрок Л. Теория массового обслуживания: Пер. с англ. И.И. Груш-ко- Под ред. В. И. Нейман. М.: Машиностроение, 1979. — 432 с.
- Колесов И.М. Основы технологии машиностроения: Учеб. для маши-ностроит. вузов. М.: Машиностроение, 1997. — 592 с.
- Коллакот Р. Диагностика повреждений: Пер. с англ. М.:Мир, 1989. -512 с.
- Конвей Дж., Соэн Н. Упаковка шаров, решетки и группы: В 2 т. Пер. с англ. Т. 1. М.: Мир, 1990. — 415 с.
- Кононенко В.И. Износ инструментов при резании металлокерамиче-ских материалов. М.: Машиностроение, 1972. — 73 с.
- Косилов В.В. Технологические основы проектирования автоматического сборочного оборудования. М. Машиностроение, 1976. — 248 с.334
- Косов М.Г., Степанов А. В. Моделирование рельефа шероховатости в стыках деталей станков//СТИН, 1998, № 3. С. 7−10.
- Костецкий Б.И. Трение, смазка и износ в машинах. Ки-ев:Техтка, 1970. — 396 с.
- Крагельский И.В. Трение и износ. М.: Машгиз, 1962. — 383 с.
- Крагельский И.В. и др. Основы расчетов на трение и износ. М.: Машиностроение, 1977. — 526 с.
- Лебедовский М.С., Федотов А. И. Автоматизация сборочных работ. -Л.: Лениздат, 1970. 448 с.
- Лебедовский М.С. и др. Научные основы автоматической сборки. Л.: Машиностроение, 1985. — 316 с.
- Летные испытания самолетов и обработка результатов испытаний: Учеб. пособ. И. М. Пашковский и др. М.: Машиностроение, 1985. — 416 с.
- Линдон Р., Шупп П. Комбинаторная теория групп: Пер. с англ. М.: Мир, 1980. — 447 с.
- Лифшиц И.М. и др. Введение в теорию неупорядоченных систем. М.: Наука, 1982. — 360 с.
- Лозовский В.Н. Схватывание в прецизионных парах трения. М.: Наука, 1972. — 83 с.
- Лоладзе Т.Н. Износ режущего инструмента. М.:Машгиз, 1958. — 356с.
- Ляндон Ю.Н. Функциональная взаимозаменяемость в машиностроении. М.: Машиностроение, 1967. — 219 с.
- Ляндон Ю.Н. Применение ЭВМ в технике измерения параметров точности деталей: Учеб. пособ. для ИТР. М.: Машиностроение, 1980. — 36 с.
- Малов А.Н., Иванов Ю. В. Основы автоматики и автоматизация производственных процессов. М.: Машиностроение, 1974. — 368 с.
- Мартин Н., Ингленд Дж. Математическая теория энтропии: Пер. с англ. М.: Мир, 1988. — 350 с.335
- Матвеевский С.Ф. Основы системного проектирования комплексов летательных аппаратов. М.: Машиностроение, 1987. — 240 с.
- Механизация и автоматизация сборки в машиностроении/ А. В. Воронин и др. М.: Машиностроение, 1985. — 272 с.
- Моделирование трения и износа: Материалы I межотраслевого научного семинара по моделированию трения и износа (ГНИИМаш и Научным советом по трению и смазкам АН СССР)/ Под общ. ред. А. В. Чичинадзе. -М.:НБИМАШ, 1970. 318 с.
- Надежность, безопасность и живучесть самолета: Учебн. для студ. вузов/ JI.JI. Анцелиович. М.: Машиностроение, 1985. — 296 с.
- Научные основы автоматизации сборки машин/Под ред. М. П. Новикова. М.: Машиностроение, 1976. — 472 с.
- Николис Дж. Динамика иерархических систем: Эволюционное представление: Пер. с англ. М.: Мир, 1989. — 488 с.
- Новоселов О.Н., Фомин А. Ф. Основы теории и расчета информационно-измерительных систем. М.: Машиностроение, 1980. — 280 с.
- Оптимизация технологических процессов по критериям прочности: Межвуз. тематич. научн. сб./ Отв. ред. B.C. Мухин. Уфа: УАИ, 1983. — 116 с.
- Орловский С.А. Проблемы принятия решений при нечеткой исходной информации. М.: Наука, 1981. — 208 с.
- Осетров В.Г. Теоретические основы компенсирующих взаимодействий и структурной оптимизации технологии сборки машин: Автореф. дис.. д-ра техн. наук./Ижевский гос. техн. ун-т. Ижевск, 1998. — 32 с.
- Основы автоматизации проектирования технологических процессов сборки летательных аппаратов: Учеб. пособ. В. В. Павлов, Московский авиационный технологии, ин-т. М.:МАТИ, 1975. — 97 с.
- Переналаживаемые сборочные автоматы/ Под ред. В. А. Яхимовича. -Киев: Техшка, 1979. 176 с.336
- Поверхностная прочность материалов при трении: Под. общ. ред. Б. И. Костецкого. Киев: Техшка, 1976. — 296 с.
- Прилуцкий В.А., Рыльцев И. К. Повышение точности сборки подвижных соединений// СТИН. 1997 — № 10. — С. 24−27.
- Прилуцкий В.А., Рыльцев И. К. Определение оптимального положения симметричной детали в подвижном соединении//СТИН. 1998 — № 2. — С. 4144.
- Прилуцкий В.А., Рыльцев И. К. Повышение точности сборки зубчатых передач// Вестник машиностроения, 1998, № 10. С. 19−33.
- Проников А.С. Надежность машин. М.: Машиностроение, 1978. — 592с.
- Райншке К., Ушаков И. А. Оценка надежности систем с использованием графов/ Под ред. И. А. Ушакова. М.: Радио и связь, 1988. — 208 с.
- Рапопорт Г. Н., Солин Ю. В., Гривцов С. П. Автоматизированные системы управления технологическими процессами. М. Машиностроение, 1977.-246 с.
- Ремонтнопригодность машин: Под ред. П. Н. Волкова. М.: Машиностроение, 1975. — 368 с.
- RU № 2 129 668. Способ сборки зубчатых передач/ Самар. гос. техн. унт: Авт. изобрет. В. А. Прилуцкий, И. К. Рыльцев, С. Ю. Сергеев (Россия) -96 102 618/06, заявл. 13.02.96, опубл. 27.04.99, Бюл. № 12.
- RU № 2 130 131. Способ сборки зубчатых передач/ Самар. гос. техн. унт: Авт. изобрет. В. А. Прилуцкий, И. К. Рыльцев (Россия) 96 102 397/06, заявл. 08.02.96, опубл. 10.05.99, Бюл. № 13.
- Рыльцев И.К. Технологическое обеспечение качества соединений. Самар. гос. техн. ун-т. Самара, 1998. — 104 с.
- Рыльцев И.К. Вопросы унификации оценки качественных признаков технологического процесса изготовления деталей машин. Тез. симп-ма «Проблема унификации в машиностроении». Баку, 1979.337
- Рыльцев И.К., Коваленко В. П. Повышение надежности сборки зубчатых передач. Тез. совещ. «Повышение надежности и ресурсов зубчатых передач в тракторном и сельскохозяйственном машиностроении». Харьков, 1979.
- Рыльцев И.К., Коваленко В. П. Комплексный подход к обеспечению качества изготовления коробок перемены передач. Тез. конф. «Повышение качества деталей в машиностроении технологическими методами». Рыбинск, 1980.
- Рыльцев И.К., Коваленко В. П. Исследование качества сборки коробок перемены передач. Деп. В БУ ВИНИТИ, № 2, 1980. 75 с.
- Рыльцев И.К. Комбинаторные задачи проектирования технологического процесса сборки с использованием ЭВМ. Тез. совещ. «Проектирование на ЭВМ технологических процессов и оснастки». Ростов-на Дону, 1980.
- Рыльцев И.К., Коваленко В. П., Цибин В. В. Приспособление для определения погрешности сборки. Информ. листок № 442−80. Ярославль, 1980.
- Рыльцев И.К., Коваленко В. П. Исследование качества сборки коробок перемены передач. Тез. конф. «Технологические методы обеспечения качества зубчатых передач». Свердловск, 1981.
- Рыльцев И.К., Кегелес А. Г. Исследование погрешности сборки статистическими методами. Тез. конф. «Повышение эффективности производства, автоматизации технологических процессов, вспомогательных и транспортных операций в машиностроении». Ярославль, 1981.
- Рыльцев И.К., Кегелес А. Г. Управление качеством процесса сборки. Тез. конф. «Повышение эффективности производства, автоматизации технологических процессов, вспомогательных и транспортных операций в машиностроении». Ярославль, 1981.
- Рыльцев И.К. Поиск оптимальных решений при проектировании сборочных процессов. Тез. конф. «Пути повышения эффективности производст338ва, качества выпускаемой продукции и экономией материала». Махачкала, 1981.
- Рыльцев И.К., Кегелес А. Г. Математическое обеспечение процессов управления качеством сборки с помощью машин-автоматов. Совещ. «Машины-автоматы 81″. — Тамбов, 1981.
- Рыльцев И.К. Оценка погрешности сборки коробок передач. Деп. в НИИМАШ, № 5, Москва, 1981.
- Рыльцев И.К. Оперативное управление качеством сборки коробок передач. Совещ. „Механизация и автоматизация ручных и трудоемких работ в машиностроении“. Ижевск, 1981.
- Рыльцев И.К. Имитационное моделирование при проектировании конструкций с высоким уровнем надежности. Тез. конф. „Прогрессивные методы проектирования современных машин, их элементов и систем“. Горький, 1986. — С.88−90.
- Рыльцев И.К. Системы прогнозирования работоспособности шарнирных узлов. Тез. конф. „Повышение качества и надежности продукции, программного обеспечения ЭВМ“. Куйбышев, 1989.
- Рыльцев И.К. Размерно-функциональная оптимизация сборочных процессов. Тез. конф. „Совершенствование процессов механической обработки и сборки в машиностроении“. Горький, 1996. — С.82−83.
- Рыльцев И.К. Проектирование и эксплуатационные характеристики систем автоматического управления шлифовальными станками. Тез. всес. на-учн. техн. конф. „Опыт создания и внедрения автоматизированных систем управления“. Фрунзе, 1977.339
- Рыльцев И.К. Построение алгоритма управления качеством поверхностного слоя на станках шлифовальной группы. Межвуз. сб. „Производительная обработка и технологическая надежность деталей машин“. Ярославль, № 6, 1977.
- Рыльцев И.К., Мякишев Е. А. Исследование механических возможностей уменьшения погрешностей продольной формы при круглом шлифовании. Межвуз. сб. „Производительная обработка и технологическая надежность деталей машин“. Ярославль, № 7, 1978.
- Рыльцев И.К. Исследование качества проектирования систем автоматического управления точностью шлифования. Сб. „Автоматизация процессов точной отделочной обработки и транспортно-складских операций в машиностроении“. М.:Наука, 1976.
- Рыльцев И.К., Бакин С. Н. Приспособление для определения межцентрового расстояния. Информ. листок № 448−81. Ярославль, ЦНТИ, 1982.
- Рыльцев И.К., Кегелес А. Г. Технологический процесс сборки коробок передач с помощью ЭВМ. Информ. листок № 82−30. Ярославль, ЦНТИ, 1982.
- Рыльцев И.К. Идентификация измерения шероховатости поверхности. Тез. всес. симпоз. „Методы теории идентификации в задачах измерительной техники и метрологии“. Новосибирск, 1982.
- Рыльцев И.К., Куракина Т. А. Управление качеством сборки комплекта толкателя. Реф. сб. „Технология машиностроения“. М.: ЦНИИТлег-пищмаш, № 1, 1983.
- Рыльцев И.К., Кондаков Б. М. Прогнозирование состояния шарнирного соединения по результатам качества сборки. Тез. П всес. научн. техн. конф. „Надежность й долговечность машин и приборов“. Куйбышев, 1984.
- Рыльцев И.К., Кондаков Б. М. и др. Имитационное моделирование установки детали роботом на станок. Тез. конф. „Роботизация ручного труда автозагрузка — 87″. Тула, 1987.
- Рыльцев И.К. Группирование деталей обрабатываемых на станках с ЧПУ. Тез. конф. „Эффективное использование станков с ЧПУ“. Махачкала, 1987.-С. 14−15.
- Рыльцев И.К. Система прогнозирования работоспособности шарнирных узлов. Тез. конф. „Повышение качества и надежности продукции, программного обеспечения“. Куйбышев, 1989. — С.218−219.
- Рыльцев И.К., Толкачев Н. М. Информационная система гибкого автоматизированного производства. Тез. конф. „Совершенствование процессов механической обработки и сборки в машиностроении“. Горький, 1990. -С.16−19.
- Рыльцев И.К., Кузуб Ю. М. Система принятия решений при оперативном управлении гибким производством. Тез. конф. „Экспертные системы“. Суздаль, 1990. — С. 139−140.
- Рыльцев И.К., Толкачев Н. М., Кузуб Ю. И. Интеллектуальная система прогнозирования работоспособности роботизированного технологического комплекса. Тез. конф. „Интеллектуальные системы в машиностроении“. -Самара, 1991. С.39−41.341
- Рыльцев И.К., Кузуб Ю. И., Кондаков Б. М. Эффективное использование роботизированных технологических комплексов. Тез. конф. „Совершенствование технологических процессов изготовления деталей машин“.- Курган, 1991, часть 1. С.70−73.
- Рыльцев И.К., Филимонов И. В. Модель агрегатирования износа на основе фрактальной теории. Тез. конф. „Износостойкость машин“. Брянск, часть 1, 1995.-С.149.
- Рыльцев И.К. Управление качеством сборки с прогнозированием времени работоспособности узла. Тез. конф. „Современные проблемы автоматизации машиностроения“. Самара, 1995. — С.21−22.
- Рыльцев И.К. Метод акустической диагностики подвижного соединения. Тез. конф. „Динамика и прочность двигателей“. Самара, 1996. — С.24−27.
- Рыльцев И.К., Луппов А. Н. Исследование качества сборки шестеренного насоса. Тез. конф. „Автоматизация технологических процессов и производств“, — Самара, 1977. С.100−101.
- Рыльцев И.К. Технология сертифицированной сборки машин// Автоматизация и современная технология, 1998, № 10. С.34−37.
- Рыльцев И.К. Технологические основы обеспечения качества сборки путем автоматизированного поиска оптимального положения детали. Сб. на342учн. ст. „Современные проблемы автоматизированного производства"// ВИНИТИ, 4.11.98, № 3198-В98.
- Самонастраивающиеся механизмы: Справочник. JI.H. Рещетов. М.: Машиностроение, 1985. — 272 с.
- Соболь И.М. Метод Монте-Карло. М.: Наука, 1968, — 64 с.
- Современные методы идентификации систем: Пер. с англ./ Под ред. П. Эйкхоффа. М.: Мир, 1983. — 400 с.
- Соколовский А.П. Научные основы технологии машиностроения. -М.: Машгиз, 1955.-515 с.
- Справочник по триботехнике: В 3 т. Т. 2: Смазочные материалы, техника смазки, опоры скольжения и качения/ Под общ. ред. М. Хебды, А. В. Чичинадзе. -М.: Машиностроение, 1990. 416 с.
- Теория систем. Математические методы и моделирование./ Сб. ст. Пер. с англ. М.: Мир, 1981. — 448 с.
- Технология сборки самолетов: Учеб. для студ. авиац. специальн. вузов/ В. И. Ершов и др. М.: Машиностроение, 1986. — 456 с.
- Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов/ А. А. Гусев, Е. Р. Ковальчук, И. М. Колесов и др. М.: Машиностроение, 1986. — 480 с.
- Трение и износ фрикционных материалов: Сб. ст.: Отв. ред. А. В. Чичинадзе. М.: Наука, 1977. — 136 с.
- Трение, изнашивание и смазка: Справочник: В 2 кн. Кн. 1/ Под ред. И. В. Крагельского, В. В. Алисина. М.: Машиностроение, 1978. — 400 с.
- Трение, изнашивание и смазка: Справочник: в 2 кн. Кн. 2/ Под ред. И. В. Крачельского, В. В. Алисина. М.: Машиностроение, 1979. — 358 с.
- Федер Е. Фракталы: Пер. с англ. -М.: Мир, 1991. 254 с.
- Федоров Б.Ф. и др. Сборка машин в тяжелом машиностроении. М.: Машиностроение, 1971.-312с.343
- Фузеев A.B. Трение опор приборов при вибрации. Саратовский политехи. ин-т. Саратов, 1973. — 127 с.
- Хорстемке В., Лефевр Р. Индуцированные шумом переходы: Теория и применение в физике, химии и биологии: Пер. с англ. М.: Мир, 1987. — 400 с.
- Храбров А.С. Совершенствование процессов автоматизации сборочных работ. Л.: Машиностроение (Ленингр. отд.), 1979. — 230 с.
- Хрущов М.М., Бабичев М. А. и др. Износостойкость и структура твердых наплавок. М.: Машиностроение, 1971. — 95 с.
- Шабайкович В.А. Программное ориентирование деталей. Львов: Ви-ща школа. Львов, ун-т, 1963. 168 с.
- Шерешевский Н.И. Анализ и синтез многоярусной сборки. М.: Машиностроение, 1971. 248 с.
- Шульц В.В. Форма естественного износа деталей машин и инструмента. Л. Машиностроение (Ленингр. отд.), 1990. — 208 с.
- Щетинин Г. М. и др. Механизация образования соединений при сборке авиационных конструкций. М.: Машиностроение, 1987. — 256 с.
- Юзепчук С.А. Технико-экономические основы сборочных процессов в машиностроении. М.: Машиностроение, 1977. — 230 с.
- Яглом A.M., Яглом И. М. Вероятность и информация. М.: Наука, 1973,-511с.
- МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ1. РОССИЙСКОЙ ФЕДЕРАЦИИ
- НАУЧНО-ТЕХНИЧЕСКИЙ СОВЕТ МИНИСТЕРСТВА
- ГОЛОВНОЙ СОВЕТ „МАШИНОСТРОЕНИЕ“
- Листинг 1.1. Модуль Data.pas.unit Data-
- TERFACE 111 111 111 111 111 112 603 348 345 072 591 233 623 753 052 474 534 681 204 800 744 400 392 943 994 667 008 uses
- Child, SysUtils, Classes, Textl, Strings, Math, Lists, DMatrix, GrViews, Series, Mathl, Graphics, Chart-
- U----------------------------------------------------------------------------------------const
- GAMMAINTERVALCOUNT =2- // Кол-во интервалов разбиения для подсчета Mgaimna DATAPERINTERVAL = 8-//?.----------------------------------------------------------------------------------------type
- TCalculateResult = (crOk, crDataNotReady, crDimDifference, crCalculationNotNeeded, crMathError, crUserBreak, crBadCoging, crQnknownError) —
- TPMPHeader = record // 512 байт •1.szSignature: array 0. 5. of char-wHiVersion, wLowVersion: WORD-wCogToothCount: WORD- wCogDataCount: WORD- wWheelToothCount: WORD- wWheelDataCount: WORD-
- Data: TCalcParams- // 74 байт bReserved: array 0.419. of BYTE- end-const
- TERVALDATACOUNT = 15.0- 11 Для автоматической разбивки на интервалы
- StrComp (fh.lpszSignature, Textl. PMPSIGNATURE) <> 0) then begin result :== lrBadFormat- exit- end-cp := fh. Data- Wnd. CalcParams := @cp-
- Wnd.dmCog.RowCount := fh. wCogDataCount- Wnd.dmCog.ColCount := fh. wCogToothCount —
- Wnd.dmWheel.RowCount := fh. wWheelDataCount- wnd.dmWheel.ColCount := fh. wWheelToothCount-
- Получить данные каждого замера шестерни for i := 0 to Wnd.dmCog.RowCount 1 do if fs. Read (Wnd.dmCog.Rows1.ArrayPtrA,
- Wnd.dmCog, Rows1. ArraySize) <>
- Wnd.dmCog.Rows1. .ArraySize then beginresult := lrBadFormat- exit- end-
- Получить данные каждого замера колеса for i := 0 to Wnd.dmWheel.RowCount 1 do if fs. Read (Wnd. dmWheel. Rows 1. -ArrayPtr^
- Wnd.dmWheel. Rows 1. .ArraySize) <>
- Wnd.dmWheel.Rows 1. ArraySize then beginresult := lrBadFormat- exit- end-
- Сбросить данные для каждого замера for i := 0 to Wnd.dmCog.RowCount 1 doif fsDest. Write (Wnd. dmCog. Rows 1. .ArrayPtr“,
- Wnd.dmCog.Rows1.ArraySize) <>
- Wnd.dmCog.Rows1.ArraySize then beginresult := srWriteError- exit- end-for i := 0 to Wnd.dmWheel.RowCount 1 doif fsDest. Write (Wnd.dmWheel.Rows 1. .ArrayPtr^,
- Wnd.dmWheel.Rows1.ArraySize) <>
- Wnd.dmWheel.Rows1.ArraySize then beginresult := srWriteError-exit- end-result := srOk- end-
- И-----------------------------------------------------------------------function SavePMP (var hsFileName: AnsiString- Wnd: TfrChild): TSaveResult- varfs: TFileStream- hsExt: AnsiString-begin //of SavePmp1. Result := srUnknownError-
- Создать копию файла перед изменением if not Textl. CreateBackup (hsFileName) then Result := srCreateBackUpError-
- Если получилось создать копию сохранить if Result о srCreateBackUpError thentryfs := TFileStream. Create (hsFileName, fmCreate or fmShareExclusive) — tryresult: = WriteData (fs, Wnd) — finallyfs. FreeO- end- except
- Result := srCreateError- end-
- Wnd.dmCog.ColCount <> Wnd.dmWheel.ColCount) then begin result := crDimDifference- exit- end-1. Прочие данныеif (Wnd.CalcParamsA.dWidth = 0) or
- Имитация сборки (стр. 13). Найти максимум зазоров и сумму, for i := 0 to Wnd.dmCog.RowCount 1 do begintdl 1. := Wnd. dmCog i, ct. + Wnd. dmWheel (i, Wt]- if tdl[i] > Zmax then Zmax := tdl[i]- end-
- Определить зазоры for i := 0 to tdl. Count 1 do td21. := Zmax — tdli.-
- D alpha m * m- // Смещенная дисперсия зазоров
- D := D * Wnd. MeterCount / (Wnd.MeterCount 1) — // Несмещенная дисперсия зазоров
- G.RowCount := 1- G. ColCount := 0-k:=-l- //- количество шагов сближения
- G0, i. := G[0, i] / (Wnd.CalcParams*.dWidth / Wnd. MeterCount) — Deltas := Deltas + G[0, i]- end-1. Deltas := Deltas /к-
- Gammas := 60 * pi * Wnd. CalcParams'4.dFrec *
- WndlCalcParams^dDd * Wnd. CalcParams*.dIh *
- Beta := Gammas / DeltaS- for i := 0 to G. ColCount 1 do G0, i. := G[0, i] * beta-
- BRo := Wnd.CalcParamsл.dWidth * 1000 * (1-LRo/Wnd.MeterCount) /2 / (Wnd.MeterCount-LRo) // (ф. 31 стр. 22) yII (i. := yII1. * BRo 12 1 Wnd. MeterCount- yII (i] := LRo * (Zmax i) / yIIi]-
- Deltas := Deltas + yII 1.- II Сумма Q (для 20, pg 16 с подстановкой 1/y) end-
- Deltas := Deltas / k- II (20 стр. 16)1. Масштабный коэффициент
- Beta := Gammas / Deltas- // (21, page 16)
- Имитация сборки (стр. 13). Найти максимум зазоров и сумму, for i := 0 to Wnd. MeterCount 1 do begintdO1. := Wnd. dmCogi, ct. + Wnd. dmWheel[i, Wt]- if tdO[i] > Zmax then Zmax := tdO[i]- end-
- Определить зазоры for i := 0 to tdO. Count 1 do tdlfi. := Zmax — tdOfi]-
- D := alpha m * m- // Смещенная дисперсия зазоров
- D := D * Wnd. MeterCount / (Wnd.MeterCount -r 1) — // Несмещенная, дисперсия зазоров
- G.RowCount := 1- G. ColCount := 0-k := -1- // количество шагов сближения
- G0, i. := G[0, i] / (Wnd.CalcParams'1 .dWidth / Wnd. MeterCount) — Deltas := Deltas + G[0, i]- end-1. Deltas := Deltas / k-
- GammaS := 60 * pi * Wnd. CalcParamsA .dFrec * Wnd. CalcParamsЛ .dDd *
- Wnd.CalcParamsA.dIh * 1000-
- PT := exp (-l) — for i := 1 to к 1 do
- PT := PT * к / (к i) * exp (-l)-1. Ms := 0-for i := 0 to Wnd.dmT.ColCount 1 do
- BRo := Wnd. CalcParamsA .dwidth * 1000 * (1-LRo/Wnd.MeterCount) / 2 / (Wnd.MeterCount-LRo) — // (ф. 31 стр. 22) yII1. := yIIi. * BRo 111 Wnd. MeterCount- yII[i] := LRo * (Zmax i) / yII[i]-
- Deltas := Deltas + yII1.- // Сумма Q (для 20, pg 16 с подстановкой 1/y) end-
- Deltas := Deltas / k- // (20 стр. 16)1. Масштабный коэффициент
- Beta Gammas / Deltas- // (21, page 16)
- Масштабирую, ищу максимум и минимум: уИ 0. := у11 [0] * Beta- Zmax := yII[0]- Zmin := Zmax-for i := 1 to yII. Count 1 do begin if yll1. = 0 then continue- yIIi. := yII[i] * Beta-if yll1. > Zmax then Zmax if yIIi. < Zmin then Zmin end-
- Wnd.CalcResults*.Sigmal := SQRT (s) — Wnd. CalcResults*.ml m-
- Wnd.CalcResultsA.Sigma2 :=SQRT (s) — Wnd.CalcResultsA.m2 := m-
- Wnd.ed2Mt.Text := FloatToStrF (m, ffGeneral, 5, 5) — Wnd. ed2St.Text := FloatToStrF (s, ffGeneral, 5, 5) — Wnd. ed2D.Text := FloatToStrF (d, ffGeneral, 5, 5) — Wnd. ed2Ms.Text := FloatToStrF (Ms, ffGeneral, 5, 5) — end-
- StepCount := Textl. IDFPOINTCOONT else
- StepCount := Textl. REPORTIDFPOINTCOONT-if style in dfReal, dfRepReal. then begin
- Delta := (Wnd.CalcParams“.dTMax Wnd. CalcParams».dTmin) / StepCount- T := Wnd.CalcParamsA.dTmin- end else begin
- Определить диапазон T по интервалу Р (Т) = (0.1. 0.9)х0. := Wnd. CalcResults".m2 + Wnd. CalcResults/v.sigma2 * (-1.5)-xDISCRETCOUNT 1. := Wnd. CalcResults/v.m2 + Wnd.CalcResultsA.sigma2 * 1.5−1. Построить X.
- DeltaX := (xDISCRETCOUNT 1. — x[0]) / DISCRETCOUNT- for i := 1 to DISCRETCOUNT — 2 do x1. := x[0] + DeltaX * i-for i := 0 to DISCRETCOUNT 1 do begin
- TestY := POLYNOM (x1., Wnd. CalcResults*.kr) — sr. AddXY (TestY, Mathl.NormDist.(Wnd.CalcResults".ml,
- Wnd.CalcResults". sigmal * Wnd. CalcResults^ .sigmal TestY), '', sr. SeriesColor)-end-x.Free () —
- Chart.AddSeries (sr) — Chart. SeriesUp (sr) — exceptsr. free () — end- end-
- Ц-----------------------------------------------------------------------------------
- Вычисление коэффициентов корреляционного уравненияprocedure CalcEqu (Wnd: TfrChild)-vark, kx, kr,
- Определить диапазон T по интервалу Р (Т) = (0.1. 0.9)х0. Wnd.CalcResultsA.m2 + Wnd. CalcResults* .sigma2 * (-1.5)-xDISCRETCOUNT 1. := Wnd. CalcResults*.m2 + Wnd.CalcResultsA.sigma2 * 1.5−1. Построить X.
- DeltaX := (xDISCRETCOUNT 1. — x[0]) / DISCRETCOUNT- for i := 1 to DISCRETCOUNT — 2 do x1. := x[0] + DeltaX * i-for i := 0 to DISCRETCOUNT 1 do begin
- TestY := POLYNOM (x 1., Wnd. CalcResults".kr)-sr.AddXY (TestY, Mathl. NormDist (Wnd.CalcResultsA.ml,
- Wnd.CalcResults'1. sigmal * Wnd.CalcResuJ.ts". sigmal TestY), '', sr. SeriesColor)-end-x.Free () —
- Chart.AddSeries (sr) — Chart. SeriesUp (sr) — exceptsr. free () — end- end-------------------------------------------------------------------------------------/ Вычисление коэффициентов корреляционного уравнения procedure CalcEqu (Wnd: TfrChild)-vark, kx, kr,
- Определить диапазон T по интервалу Р (Т) = (0.1. 0.9)х0. := Wnd. CalcResults*.m2 + Wnd. CalcResults".sigma2 * (-1.5)-xDISCRETCODNT 1. Wnd. CalcResults74 .m2 + Wnd. CalcResults~. sigma2 * 1.5−1. Построить X.
- Mathl.NormDist (Wnd.CalcResults".m2,
- Sigma := Sigma kj. * k[j] * SCPsi2[j — 1] / c[j — 1] / c[j — 1] - Delta [j ] := SQRT (sigma / (n — (j + 1))) — inc (j) — end-yl.free () —
- Отбросить последний коэффициент и заполнить оставшиеся нулями если вычислены не все dec (j)-if Deltaj. > Deltatj 1] then k[j] := 0-
- Преобразовать в коэффициенты при х (малом) kx := TPDoubleArray. Create (6) — for z := 0 to 5 do for i := 0 to 5 dokxz. := kx[z] + PSI (i, z) * k1.- k. free () —
- Преобразовать в коэффициенты при X (большом)kr := TPDoubleArray. Create (6) — .for z := 0 to 5 dokrz. := XKOEFF (z) / power (DeltaX, z) — kx. free () —
- Wnd.CalcResults*.kr.Assign (kr) — BuildEqu (Wnd, Wnd. chtEqu, dfReal) —
- Progr.CreateProgress (Main.frMain, 'Подготовка к анализу исходных данных try
- QuickCalc (Wnd, 0, 0, tl, t2) — Wnd. CalcParams^.dTMin := min (tl, t2) — Wnd. CalcParams".dTMax := max (tl, t2) —
- Progr.Setlnterval (0, Wnd.dmCog.ColCount * Wnd.dmCog.ColCount)-1. Подождите.1
- Progr.SetMessage ('Анализ исходных данных .')-for i := 1 to Wnd.dmCog.ColCount 1 dofor j := 0 to Wnd.dmCog.ColCount 1 do begin QuickCalc (Wnd, j, i, tl, t2) —
- Wnd.CalcParams".dTMin := min (Wnd.CalcParams" .dTMin, min (tl, t2)) — Wnd. CalcParams"-dTMax := max (Wnd.CalcParams".dTMax, max (tl, t2)) — Progr. SetProgress (Wnd.dmCog.ColCount * i + j)-end-
- Wnd.Modified := true- Wnd.CalcPararasA.wbAnalized := true- result := crOk- finally
- Progr.CreateProgress (Main. frMain, 'Подготовка к расчету .') — try try1. Wnd. ResetResults () —
- Wnd.dml.RowCount := Wnd. ToothCount-
- Wnd.dm2.RowCount := Wnd. ToothCount-
- Progr.SetMessage ('Расчет по первой схеме .') — Progr. SetInterval (0, Wnd. ToothCount * 2)-первый зуб в зацеплении w := FirstWheelCog 1- с :¦= 0-for i := 0 to Wnd. ToothCount 1 do begin
- Calcl2 (Wnd, с mod (Wnd.ToothCount), w mod (Wnd.ToothCount), i) -inc (c) — inc (w)-if not Progr. SetProgress (i) then begin result := crUserBreak- exi trend-if i = Wnd. ToothCount div 2 then
- Progr. SetMessage ('Расчет по второй схеме .')-end-
- Wnd.dmgT.RefreshO — Wnd.dmgl.Refresh () — Wnd. dmg2.Refresh О-
- BuildlDF (Wnd, Wnd. chtReal, dfReal) — if Textl. AppParams* .blEDFOnReal then BuildEDF (Wnd, Wnd. chtReal, dfReal) —
- BuildlDF (Wnd, Wnd. chtApplicate, dfApplicate) — if Textl. AppParams".blEDFOnApplicate then
- BuildEDF (Wnd, Wnd. chtApplicate, dfApplicate)-if not Progr. SetMessage ('Вычисление коэффициентов корреляционного уравнения not Progr. SetProgress (Trunc (Wnd.ToothCount * 1.75)) then begin result := crUserBreak- exit-end-
- BuildlDF (Wnd, Wnd. chtEqu, dfReal) — CalcEqu (Wnd)-result := crOk- exceptresult := crMathError- end- finally
- Progr.FreeProgress () — end-
- Листинг 1.2. Модуль DblMatrix.pas.unit DblMatrice-
- TERFACE //////////////////////////////////////////////////////////////////////////////////////////////// uses
- Windows, Messages, SysUtils, Classes, Graphics, Controls, Forms, Dialogs, strings-1. Внутренние данные const1. MAXSIZE = 65 535-type
- TDblArrSy = array 0. MAXSIZE. of double- PDblArray = «TDblArray-
- EDynaArray = class (Exception) end-1. Экспорт
- TDeleteEvent ¦» procedure (Sender: TObject- Index: longint) of object-
- TDoubleFormat = record Format: TFloatFormat- Precision: longint- Digits: longint end-
- Добавить столбцов, если надоfor i:= fColumnCount-1 to 1 + cols 2 doself. AppendColumn- 11 Добавить строк, если надо for i:= RowCount-1 to t + rows 2 do self. AppendRow-
- П Разместить сроку по ячейкам tmp := text-for i := 0 to rows 1 do begin tmpl := ClipFirstLine (tmp) — for j := 0 to cols — 1 do
- Без защиты, т.к. проверено CheckForMatricecellst + i, 1 + j. := strToFloat (ClipFirstWord (tmpl)) -end-
- RegisterComponents ('Structures1, TDblMatrice.) — nd-nd.
- Листинг 1.3. Модуль DblMatrixGrid.pas.unit DblMatriceGrid-interfaceuses
- Windows, Messages, SysUtils, Classes, Graphics, Controls, Forms, Dialogs, Grids, DblMatrice, dialogs2, ClipBrd, GraphBox, resOtils-$include typedef. inc) .type
- TDMGOptions = (goConfirmDelete, goFixedVertLine, goFixedHorzLine, goVertLine, 11 goHorzLine, goTabs, goRowSizing, goColSizing, goThumbTracking)
- TDMGOptionsSet = set of TDMGOptions-
- TChangeEvent = procedure (sender: TObject- NewRows, NewCols: longint) of object-
- TFormatOfFloat = class (TPersistent) private., 1. FFormat: TFloatFormat-1. FPrecision: integer- .
- TDGridTitle = (gtNone, gtDigit, gtAlpha) —
- TDblMatriceGrid = class (TCustomGrid) private
- FMask: string- FEditing: boolean- FOnBeginEdit: TNotifyEvent- FOnEndEdit: TNotifyEvent-
- FTitleFont: TFont- FTitleAlignment: TAlignment-
- FConfirmDelete: boolean- FDeleteRowsByCells: boolean- FBeepOnError: boolean-
- FData: TDblMatrice- FFloat: TFormatOfFloat- FGridOptions: TGridOptions-1. FNoModify: boolean-
- FOnDrawCell: TDrawCellEvent- FOnSelectCell: TSelectCellEvent- FOnTopLeftChanged: TNotifyEvent-
- FAfterChange: TNotifyEvent- FBeforeChange: TNotifyEvent-
- EditCellCol: integer- EditCellRow: integer- EditText: string-
- Selecting: boolean- FirstPoint: TGridCoord-
- FFixedRowHeight: int- FFixedColWidth: int-
- FColTitle: TDGridTitle- FRowTitle: TDGridTitle-function CellsToData (s: TGridRect): TRect- // Преобразование координат function ClipStockX (x: int): int- function ClipStockY (y: int): int- protectedprocedure DrawCell (ACol, ARow: Longint- ARect: TRect-
- X, Y: Integer) — override- procedure MouseOp (Button: TMouseButton- Shift: TShiftState-
- NOEDITOPTIONS = goRangeSelect, goDrawFocusSelected.-
- EDITOPTIONS = goEditing.- //******************************************************^
- DeleteColumns (selection.Left, Selection. Right selection. Left + 1) — if DelRows then
- Удалить HowMach колонок таблицы начиная с Fromrari: WORD- >eginif data = nil then exit- if FNoModify then exit-
- Dcedure TDblMatriceGrid. SelectAll- jin
- Select (1,1, RowCount 1, ColCount — 1) — J-jcedure TDblMatriceGrid. MouseDown (Button: TMouseButton- Shift: TShiftState X, Y: Integer)-1.ol, ARow: integer- jin1. herited-
- FEditing then EndEdit- douseToCell (X, Y, ACol, ARow) — Lf (ACol = 0) or (ARow = 0) then begin Selecting := true- FirstPoint. X := ACol-
- Button = mbLeft) and (ssDouble in Shift) then MouseBeginEdit-end-
- П----------------------------------------------------------------------procedure TDblMatriceGrid. MouseMove (Shift: TShiftState- X, Y: Integer) — var
- ACol, ARow: integer- begininherited-if not selecting then exit-
- Selecting := false- inherited- 2nd-ч----------------------------------------------------------------------jrocedure TDblMatriceGrid. KeyDown (var Key: Word- Shift: TShiftState) — >egin case Key of
- VKRETURN: if FEditing then EndEdit else BeginEdit-$ 30. $ 70,1. VKSPACE: beginif not Editing then BeginEdit- inherited KeyDown (Key, Shift) — end-
- VKDELETE: if not FEditing then beginif ssShift in Shift then CutToClipboard else if ssCtrl in Shift then DeleteArea else ClearArea- end else inherited KeyDown (Key, Shift) —
- Диспетчеризация событий ********************************************************rocedure TDblMatriceGrid. MouseBeginEdit-ginif FNoModify then exit- FEditing := true-
- Options := options NOEDITOPTIONS + EDITOPTIONS-1. EditorMode:=true-
- Self.InplaceEditor.SelectAll-if Assigned (FOnBeginEdit) then FOnBeginEdit (Self) — id-rocedure TDblMatriceGrid. BeginEdit- iginif FNoModify then exit- FEditing := true-
- Options := options NOEDITOPTIONS + EDITOPTIONS if Assigned (FOnBeginEdit) then FOnBeginEdit (Self) — id-rocedure TDblMatriceGrid. EndEdit- iginif FNoModify then exit- FEditing := false- EditorMode:=false-
- Options := options + NOEDITOPTIONS EDITOPTIONS if Assigned (FOnEndEdit) then FOnEndEdit (Self)-nction TDblMatriceGrid. CellRect (ACol, ARow: Longint): TRect gin
- Coord := MouseCoordfX, Y) — ACol := Coord. X- ARow := Coord. Y- end----------------------------------function TDblMatriceGrid. CellsToData (s: TGridRect): TRect- // Преобразование координат beginresult. Left := s. Left 1- result. Top := s. Top — 1-
- Если выделены последние столбцы или строки не учитывать их if s. Bottom = RowCount — 1 then result. Bottom := s. Bottom — 2else result. Bottom := s. Bottom 1- if s. Right = ColCount — 1 then result. Right := s. Right — 2else result. Right := s. Right 1-end-
- FFloat := TFormatOfFloat. Create-
- FTitleAlignment := taCenter-
- DefaultDrawing := false- cursor := AttachCursor ('IDCCROSS1) — FConfirmDelete := true- FDeleteRowsByCells: = true- nd--------------------------------------estructor TDblMatriceGrid. Destroy- egin
- EditCellCol := aCol- EditCellRow := aRow- EditText := Value- nd--------------------------------------------------------------------rocedure TDblMatriceGrid. DrawCell (ACol, ARow: Longint- ARect: TRect-
- Заменить точку на запятую или наоборотif pos ('.', EditText) <> 0 then EditTextpos ('. •, EditText).:=DECIMALSEPARATOR else if post', 1, EditText) <> 0 then EditText [pos (.',¦", EditText)]: =DECIMALSEPARATOR-
- FDataEditCellRow-1, EditCellCol-1. := strToFloat (EditText) — EditCellCol := -1- excepton EConvertError do begin EditCellCol := -1- if EditText <> '' then begin beep-
- TextRect (ARect, ARect. Left + dx, ARect. Top + dy, str) — end-1. Font := Self. Font-if (ARow 1
- RowCount := data. RowCount + 2- ColCount := data. ColCount + 2- :nd-7.---------------------------------------------------irocedure TDblMatriceGrid. SetTitleAlignment (al: TAlignment) — iegin
- RegisterComponents ('StrucCtrls', TDblMatriceGrid.)-расчета
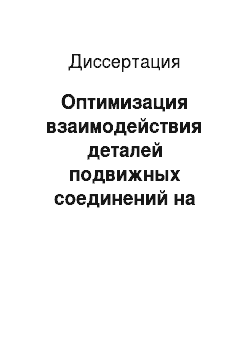
- Доверительная 0,99 вероятность
- Теоретические кривые износа
- О 5 000 10 000 15 000 20 000 25 000 30 000 35 0001. Время Т, час
- Зацеп. Za Da Тер dy Т % Р (Т)1.1 7,15 18,1 0,127 0,0114 1179,5 0,222 0,9 922.2 15,6 29,5 0,125 0,953 1234 0,458 0,0783.3 8,93 24,5 0,119 0,0108 1221,4 0,115 0,8 884.4 18,7 129 0,135 0,0108 1140,7 0,192 0,0587
- Скорость 1450 Доверительная 0,99вращения вероятность
- Теоретические кривые износа50. tt- .:.1050 5 000 Время Т, час 10 000 15 000
- Скорость 1450 Доверительная 0,99вращения вероятность
- Теоретические кривые износа2