Одноступенчатое технологическое обеспечение износостойкости наружных цилиндрических поверхностей деталей машин при механической обработке
Общемашиностроительные нормативы времени и режимов резания длянормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением.ч.2: Нормативы времени. -М.: Экономика, 1990. 472 с. Впервые на основе энергетического подхода получены теоретические зависимости интенсивности изнашивания от условий окончательного точения и шлифования наружных цилиндрических… Читать ещё >
Содержание
волнистость и физико-механические свойства [84- 85]. Величина макроотклонения при изнашивании будет постоянно уменьшаться за счет износа контактирующих участков. Волнистость поверхности трения в зависимости от условий изнашивания и ее исходного значения в процессе приработки будет изменяться аналогично шероховатости. Малые волны при больших нагрузках могут вызвать «пленочное голодание», схватывание и вырывы значительных объемов, т. е. их увеличение. К увеличению волн приводят вибрации в узлах трения. При большой исходной волнистости происходит ее вершинный износ и уменьшение.
V мкм
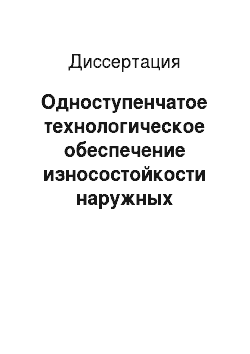
Допустимая величина износа детали, определяющая работоспособность узла трения
77 Т2 ТзТ
Рис. 1.2. Взаимосвязь долговечности поверхности трения с ее исходной шероховатостью
Процессы изменения макроотклонения, волнистости, шероховатости и физико-механических свойств поверхностей трения в процессе приработки взаимосвязанные [68- 88]. Значение формируемой равновесной шероховатости будет зависеть от множества параметров поверхности трения, в частности, макроотклонения, волнистости и физико-механических свойств. Этот факт позволил сформулировать понятие равновесного состояния поверхности трения и предложить комплексный параметр для его оценки [68- 88]:
Сх 8ш6к)2 ' (1'9) где к1 = —-— степень упрочнения поверхностного слоя.
В процессе эксплуатации происходит взаимосвязанное изменение параметров качества поверхностного слоя деталей машин. Технологическое обеспечение оптимального значения комплексного параметра позволяет в значительной мере повысить их долговечность [84].
1.4. Объединение процессов изготовления и эксплуатации деталей
Проф. А. Г. Суслов [26- 85- 86] отмечает, что большинство методов обработки основано на механическом, физическом, химическом или их совместном воздействиях на обрабатываемую поверхность при определенной кинематике взаимного перемещения инструмента и заготовки (рис. 1.3). В то же время любая изготовленная деталь имеет конкретное функциональное назначение. Наряду с первоначальным позиционированием в сборочной единице, определяемым точностью размеров, детали в процессе эксплуатации испытывают иное механическое, физическое или химическое воздействие при соответствующей кинематике движений. Это приводит к изменению взаимного положения собранных деталей, потере точности, а иногда — к разрушению машины.
Ввиду идентичности процессов воздействия на деталь при изготовлении и эксплуатации необходимо целенаправленное кинематическое, силовое, температурное и химическое воздействие при изготовлении с учетом дальнейшего функционального назначения детали [73]. На данной концепции базируется разработанная проф. А. Г. Сусловым [26- 86] методология проектирования новых методов обработки.
Рис. 1.3. Схема процесса обработки заготовки для любой операции
Рассматривая при проектировании технологию изготовления и эксплуатации, как единый процесс, можно значительно снизить себестоимость изделий повысить их долговечность. Появляется возможность ряд финишных операций перенести в процесс приработки деталей и ряд отрицательных явлений — из эксплуатации в технологию изготовления. Например, технологию нанесения медной приработочной пленки перенести в эксплуатацию путем добавления медного порошка и глицерина в смазку. Возможные пластические деформации резьбы при действии динамических нагрузок, приводящие к самоотвинчиванию шпилек, можно перенести в технологию изготовления и т. д. Начинает развиваться новое направление -триботехнология, когда финишная технологическая операция практически заменяет процесс приработки поверхности трения [107].
Для повышения долговечности пар трения необходимо максимально возможно уменьшить их приработку в процессе эксплуатации. Этого добиваются, например, финишной обработкой поверхности, моделирующей ускоренный процесс приработки, который представляет микрорезание и пластические деформации микронеровностей [85- 86].
Долговечность деталей зависит от состояния их поверхностного слоя. Это состояние формируется на протяжении всех стадий механической обработки и эксплуатации изделий. Согласно проф. В. М. Смелянскому [73] это означает, что теория формирования поверхностного слоя должна быть сформулирована в единых терминах и категориях, описывающих все стадии жизненного цикла изделия.
Проф. Д. Н. Гаркунов [20] отмечает, что для отливок из полимерных материалов процесс приработки можно снизить, если деталь изготовить из медленно охлажденной заготовки при минимальных усилиях резания.
Проф. П. И. Ящерицын [112] утверждает, что все операции, технологические переходы, а также стадии эксплуатации следует рассматривать не изолированно, а во взаимосвязи, так как характеристики обработанных поверхностей формируются всем комплексом технологических воздействий и изменяются в процессе эксплуатации детали. При этом изменение свойств на стадиях эксплуатации определяется методами и режимами как отдельных операций и переходов, так и последовательностью и сочетанием операций и переходов технологического процесса в целом.
В настоящее время существует понятие технологическо-эксплуатационной наследственности, как явление переноса свойств обрабатываемого объекта от предшествующих технологических операций и переходов к последующим, которое сказывается в дальнейшем при эксплуатации на параметрах качества деталей машин. В работе [113] с позиций технологическо-эксплуатационной наследственности установлена связь технологических операций и переходов с износостойкостью, прочностью и другими эксплуатационными свойствами деталей машин. Поэтому стабильность качественных показателей изделий зависит также от рационального построения технологических процессов [99].
В соответствии с современными представлениями пару трения можно рассматривать как открытую термодинамическую систему, которая обменивается с внешней средой веществом, энергией и энтропией [94].
Микроповреждения на поверхности трения возникают, когда в локальном объеме поверхностного слоя достигается критическая плотность внутренней энергии, накопленная при его деформировании. Увеличение деформации материала сопровождается изменением энтропии [114- 115]. Поэтому указанный критерий эквивалентен условию перехода термодинамической системы через точку бифуркации на нетермодинамическую ветвь после преодоления активационного барьера, которым обладает поверхность трения после накопления в процессе эксплуатации критического значения энтропии в ее поверхностном слое [19].
Для характеристики работоспособности детали, эксплуатируемой в условиях трения, необходимо располагать данными о трех параметрах -величине активационного барьера, способности материала детали к производству энтропии при
приложении нагрузки и величине исходной энтропии, связанной с предысторией детали, т. е. с технологией ее изготовления [94]. В качестве активационного барьера может быть принят уровень механических свойств поверхностного слоя детали. Способность материала к производству энтропии связана со скоростью образования дефектов в поверхностном слое изнашиваемой детали при ее эксплуатации в зависимости от нагрузки, а величина исходной энтропии определяется дефектностью поверхностного слоя детали, накопленной в процессе ее изготовления. Поэтому процесс утраты работоспособности деталей и узлов трения машин обусловлен всей последовательностью технологических операций изготовления, а также последовательностью и видом нагрузочных воздействий при эксплуатации.
1.5. Обзор энергетических положений теорий резания и трения
Теоретические и экспериментальные исследования процесса резания материалов обычно сводятся к разработке определенных представлений путем моделирования различных его процессов: формирования качества обработанной поверхности, деформации срезаемого и поверхностного слоев детали, износа режущего инструмента и т. п. Разработанная модель служит основой для последующего управления процессом резания.
Закон сохранения энергии в процессе резания выражается в превращении работы резания Ар в тепловую энергию Q и скрытую (внутреннюю) энергию деформации AU деформируемых объемов стружки Листр, поверхностных слоев детали Аидет и рабочих поверхностей инструмента Диинст, т. е. [109]
Ар = Q ± AU. (1.10)
В раскрытом виде
Ар = Q, leT+QcTp+QH11cT+QoKp±(AUi (ex+AUCTp+AUIIHC), (1.11) где Qcxp, Qhhctj Qokp — соответственно количество теплоты, переходящее в деталь, стружку, инструмент и окружающую среду.
Энергобаланс процесса резания еще не раскрыт полностью. В соответствии с (3.2), часть подведенной энергии расходуется на приращение внутренней энергии деформируемых объемов детали Лидет, стружки AUCTp и инструмента AUHHC. Ее относительный долевой вклад в общие энергозатраты процесса незначителен (0,5.3,0%), поэтому в исследованиях она, как правило, не учитывается. В то же время именно эта часть энергии, вносящая изменения в энергию межатомных связей деформируемого материала, ответственна за изменение свойств поверхностного слоя детали. В работе [109] показано, что для металлорежущего инструмента удельное содержание внутренней энергии инструментального материала является параметром, характеризующим не только прочностные свойства материала, но и его износостойкость.
Согласно данным [102], независимо от метода величина поверхностной энергии материала в процессе механической обработки практически не изменяется (Лип = 0). Также в [102] получено уравнение зависимости изменения скрытой энергии деформирования в процессе механической обработки: с тт5, иг, (1.12) ауд=7±Х' (1.13) где Uoc, Uc, — скрытая энергия деформирования соответственно до и после механической обработки (Uc = Uoc + AUC).
Для сравнительной оценки эффективности способов резания используют различные энергетические критерии [23, 28- 58- 59]. Удельную работу резания (Дж/мм3) принимают за энергетический критерий, который называют удельной энергоемкостью процесса резания: где Ft — касательная составляющая силы резания- v — скорость резания- а -толщина среза- b — ширина среза- (abv) — объем слоя металла, удаляемого за единицу времени.
По своей физической сути удельная энергоемкость характеризует энергию, затраченную на удаление с поверхности заготовки 1 мм стружки при данных условиях. Поскольку удельная энергоемкость зависит от входных условий, свойственных рассматриваемому технологическому переходу, ее можно рассматривать как некий физический критерий, позволяющий оценивать эффективность примененных условий обработки, либо как перспективный критерий их оптимизации [105].
Выбор режимов обработки по методу удельной энергоемкости дает следующие преимущества [79]: возможность вести обработку с максимальным коэффициентом полезного действия-
создавать наиболее благоприятные условия для работы режущего инструмента и формирования качественного поверхностного слоя условия обработки, соответствующие минимуму удельной энергоемкости, повышают динамическую устойчивость процесса резания и, как следствие, снижают уровень вибраций в технологической системе СПИД, что способствует повышению стойкости инструмента-
при оптимизации по удельной энергоемкости выдерживаются также требования экономичности.
Сопоставление удельных энергозатрат способов механической обработки показывает, что по мере увеличения толщины среза удельная работа резания уменьшается в экспоненциальной зависимости. Из способов резания менее энергоемким является точение. Однако и при точении удельная работа резания Ауд (Дж/мм) изменяется в пределах порядка (рис. 1.4).
Энергетический подход к описанию процессов трения и изнашивания отражает энергетическая теория трения и изнашивания Фляйшера [38- 60]. Согласно этой теории для отделения частицы износа необходимо, чтобы некоторый объем материала накопил определенный критический запас внутренней энергии. Большая часть работы сил трения рассеивается в виде тепла, однако малая ее доля, оцениваемая в 9. 16%, накапливается в материале в виде внутренней потенциальной энергии.
Количественное описание процессов трения и изнашивания в энергетической теории базируется на понятии плотности энергии Плотность энергии — это энергия отнесенная к определенному объему материала АУ: —. (1.14)
Рис. 1.4. Зависимость удельной силы и работы резания от толщины среза при механической обработке [23]
По Фляйшеру плотность энергии при трении есть отношение работы, расходуемой на преодоление силы трения, к объему материала, который воспринимает механическую нагрузку:
1.15)
Если энергию отнести к полному объему АУ износа, то получим критическую плотность энергии, которая при данных условиях приводит к разрушению тел при трении. Критический уровень энергии (мнимая плотность энергии) подсчитывается по формуле:
Здесь — работа трения- АУ — объем изношенного слоя материала.
В рамках данной теории показано, что между удельной силой трения средним касательным напряжением) т = —— и интенсивностью т АУ изнашивания 1Ь =-существует взаимосвязь
1.17)
Здесь f — коэффициент трения- - нормальная нагрузка на трущуюся пару- Аа — номинальная площадь контакта- б — путь трения.
Согласно теории Фляйшера все определяющие процесс изнашивания параметры, которые не могут быть учтены средним касательным напряжением (т.е. не изменяют значение коэффициента трения и номинальную площадь контакта), должны содержаться в выражении для мнимой плотности энергии. Эта характеристика не является свойством материала, а характеризует только критический уровень энергии, устанавливающийся в процессе изнашивания при соответствующих условиях.
Пропорциональность между и ^ не обязательна даже при постоянном коэффициенте трения, так как критическая плотность энергии может изменяться в зависимости от нагрузки например за счет изменения фактической площади контакта [60].
Одноступенчатое технологическое обеспечение износостойкости наружных цилиндрических поверхностей деталей машин при механической обработке (реферат, курсовая, диплом, контрольная)
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ.
1. Решена задача одноступенчатого технологического обеспечения износостойкости наружных цилиндрических поверхностей деталей машин при механической обработке, имеющая существенное значение для технологии машиностроения.
2. Впервые на основе энергетического подхода получены теоретические зависимости интенсивности изнашивания от условий окончательного точения и шлифования наружных цилиндрических поверхностей деталей машин.
3. Полученные теоретические зависимости дают погрешность менее 30%, что допустимо для их практического использования.
4. Получены эмпирические зависимости интенсивности изнашивания от условий окончательного шлифования и алмазного выглаживания наружных цилиндрических поверхностей деталей машин.
5. Установлены возможности различных технологических методов окончательной механической обработки в обеспечении интенсивности изнашивания наружных цилиндрических поверхностей деталей машин.
6. Интенсивность изнашивания наружных стальных цилиндрических поверхностей может изменяться в 1,5 — 2,5 раза в зависимости от метода и условий окончательной механической обработки.
7. Разработан алгоритм и программное обеспечение для автоматизированного определения метода и условий механической обработки, обеспечивающих допустимую интенсивность изнашивания с наименьшей технологической себестоимостью.
1. ГОСТ 27 674–88. Трение, изнашивание и смазка. Термины и определения. — Введ. 1989;01−01. — М.: Изд-во стандартов, 1988.
2. ГОСТ 27 860–88. Детали трущихся сопряжений. Методы измерения износа. Взамен ГОСТ 23.206−79- введ. 1990;01−01. — М.: Изд-во стандартов, 1988.
3. Абразивная и алмазная обработка материалов: Справочник /.
4. A.Н. Резников и др. М.: Машиностроение, 1977. — 391 с.
5. Аверченков, В. И. Прогрессивные технологии / В. И. Аверченков. -Брянск: Изд-во БИТМ, 1994. 156 с.
6. Архангельский, А. Я. Программирование в Delphi 6 / А.Я. АрхангельскийМ.: Бином, 2002. 1117 с.
7. Базров, Б. М. Основы технологии машиностроения / Б. М. Базров. М.: Машиностроение, 2007. — 736 с.
8. Безъязычный, В. Ф. Автоматизация технологии изготовления газотурбинных авиационных двигателей. Часть первая /.
9. B.Ф. Безъязычный и др. — под. ред. В. Ф. Безъязычного и В. Н. Крылова.- М.: Машиностроение, 2005. 560 с.
10. Безъязычный, В. Ф. Проблемы совершенствования технологических процессов механической обработки деталей высокоточных узлов и изделий / В. Ф. Безъязычный // Приложение № 7. Справочник. Инженерный журнал. 2003. — № 7. — С. 2−10.
11. Бишутин, С. Г. Инженерия поверхностей деталей машин, подвергаемых механической обработке / С. Г. Бишутин, О. Н. Федонин // Вестник БГТУ.- 2007. № 1(13). — С. 7−122.
12. Бишутин, С. Г. Обеспечение требуемой совокупности параметров качества поверхностных слоев деталей при шлифовании / С. Г. Бишутин.- М.: Машиностроение-1, 2004. 143 с.
13. Бобров, В. В. Основы теории резания металлов / В. В. Бобров. М.: Машиностроение, 1975. — 344 с.
14. Бутенко, В. И. Требования к способам обработки поверхностей деталей узлов трения / В. И. Бутенко // Качество машин: Сб. тр. 4-й междунар. науч.-техн. конф., 10−11 мая 2001 г. Т. 2. Брянск: БГТУ, 2001. — С. 2627.
15. Васин, С. А. Резание материалов: термомех. подход к системе взаимосвязей при резании / С. А. Васин, A.C. Верещака, B.C. Кушнер. -М.: Изд-во МГТУ им. Н. Э. Баумана, 2001. 447 с.
16. Винарский, М. С. Планирование эксперимента в технологических исследованиях / М. С. Винарский, М. В. Лурье. Киев: Техника, 1975. -166 с.
17. Виноградова, Н. В. Теоретическое исследование изменения уровня накопленной энергии деформации при механической обработке// Н. В. Виноградова // Материалы Всероссийской научно-технической конференции. Рыбинск: РГАТА. — Ч. 2. — С. 117−121.
18. Гаркунов, Д.H. Избирательный перенос в узлах трения / Д. Н. Гаркунов, И. В. Крагельский, A.A. Поляков. M: Транспорт, 1969. — 103 с.
19. Гаркунов, Д. Н. Триботехника / Д. Н. Гаркунов. М.: Машиностроение, 1985.-424 с.
20. Горленко, А. О. Нормализация триботехнических испытаний для создания базы данных по одноступенчатому технологическому обеспечению износостойкости / А. О. Горленко, М. И. Прудников // Трение и смазка в машинах и механизмах. 2008. — № 9. — С. 7−13.
21. Грановский, Г. И. Резание металлов / Г. И. Грановский, В. Г. Грановский. -М.: Высш. шк., 1985. 304с.
22. Ермаков, Ю. М. Комплексные способы эффективной обработки резанием / Ю. М. Ермаков. М.: Машиностроение, 2005. — 271 с.
23. Иванова, Г. С. Объектно-ориентированное программирование / Г. С. Иванова, Т. Н. Ничушкина, Е. К. Пугачев — под ред. Г. С. Ивановой. -М.: Изд-во МГТУ им. Н. Э. Баумана, 2007. 366 с.
24. Инженерия поверхности деталей / А. Г. Суслов и др. — под ред. А. Г. Суслова. М.: Машиностроение, 2009, 320 с.
25. Карасик, И. И. Методы трибологических испытаний в национальных стандартах стран мира / И. И. Карасик. М.: Наука и техника, 1993. -327 с.
26. Карпов, A.B. Показатели энергоэффективности обработки заготовок режущими инструментами / A.B. Карпов // Машиностроение. Приборостроение. 2003. — № 1. — С. 15−19.
27. Катаев, Ю. П. Пластичность и резание металлов / Ю. П. Катаев,.
28. A.Ф. Павлов, В. М. Белоног. -М.: Машиностроение, 1994. 144 с.
29. Качество машин: Справочник. В 2 т. Т. 1 / А. Г. Суслов, Э. Д. Браун, H.A. Виткевич и др. М: Машиностроение, 1995. — 256 с.
30. Колесников, К. С. Технологические основы обеспечения качества машин / К. С. Колесников и др. — под общ. ред. К. С. Колесникова. М: Машиностроение, 1990. — 256 с.
31. Комбалов, B.C. Влияние шероховатости твердых тел на трение и износ /.
32. B.C. Комбалов. М.: Наука, 1974. — 112 с.
33. Комбалов, B.C. Оценка триботехнических свойств контактирующих поверхностей / B.C. Комбалов. М.: Наука, 1983. — 134 с.
34. Коновалов, Е. Г. Чистовая и упрочняющая ротационная обработка поверхностей / Е. Г. Коновалов, В. А Сидоренко. Минск: Вышэйш. шк., 1968.-364 с.
35. Костецкий, Б. И. Качество поверхности и трение в машинах / Б .И. Костецкий, Н. Ф. Колесниченко. Киев: TEXHiKA, 1969. — 214 с.
36. Костецкий, Б. И. Трение, смазка и износ в машинах / Б. И. Костецкий. -Киев: TEXHiKA, 1970. 396 с.
37. Крагельский, И. В. Основы расчетов на трение и износ / И. В. Крагельский, М. Н. Добычин, B.C. Комбалов. М.: Машиностроение, 1977. — 526 с.
38. Крагельский, И. В. Узлы трения машин: справочник / И. В. Крагельский, Н. М. Михин. М.: Машиностроение, 1984. — 280 с.
39. Лоладзе, Т. Н. Прочность и износостойкость режущего инструмента / Т. Н. Лоладзе. М.: Машиностроение, 1982. — 320 с.
40. Макаров, А. Д. Оптимизация процессов резания / А. Д. Макаров. М. :
41. Машиностроение, 1976. 278 с.
42. Марочник сталей и сплавов / Под ред. A.C. Зубченко. 2-е изд., перераб. и доп. — М.: Машиностроение, 2003. — 782 с.
43. Маталин, A.A. Технологические методы повышения долговечности деталей машин / A.A. Маталин. Киев: TEXHiKA, 1971. — 144 с.
44. Материалы в машиностроении: выбор и применение: Справочник: В 5 т. Т. 2. Конструкционная сталь / Под ред. Е. П. Могиллевского. М.: Машиностроение, 1967. — 496 с.
45. Машиностроение. Энциклопедия. Т. III-7. Измерения, контроль, испытания и диагностика / В. В. Клюев и др.- под общ. ред. В. В. Клюева. М.: Машиностроение, 1996. — 464 с.
46. Машиностроение: Энциклопедия: В 40 т. Т. III-3. Технология изготовления деталей машин / A.M. Дальский и др. — под общ. ред.
47. A.Г. Суслова. М.: Машиностроение, 2000. — 840 с.
48. B.Н. Кондратьева. Часть 2. Рыбинск: РГАТА, 2006. — С. 12−15.
49. Методы испытаний на трение и износ: Справ, изд. / JI. И. Куксенова и др. М.: Интермет-инжиниринг, 2001. — 151 с.
50. Михин, Н. М. Внешнее трение твердых тел / Н.М. МихинОтв.ред. И. В. Крагельский. М.: Наука, 1977. — 220 с.
51. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением.ч. 1: Нормативы времени. М.: Экономика, 1990. — 206 с.
52. Общемашиностроительные нормативы времени и режимов резания длянормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением.ч.2: Нормативы времени. -М.: Экономика, 1990. 472 с.
53. Овсеенко, А. Н. Технологические проблемы обеспечения качества поверхностного слоя деталей машин / А. Н. Овсеенко // Приложение № 9. Справочник. Инженерный журнал. 2002. — № 9. — С. 10−12.
54. Овсеенко, А. Н. Технологическое обеспечение качества изделий машиностроения /А.Н. Овсеенко, В. И. Серебряков, М. М. Гаек. М: Янус-К, 2004. — 296 с.
55. Оптимизация технологических условий механической обработки деталей авиационных двигателей/ В. Ф. Безъязычный и др. М: Изд-во МАИ, 1993.-184 с.
56. Основы трибологии (износ, трение, смазка): учеб. для техн. вузов /.
57. A.B. Чичинадзе и др.- под общ. ред. A.B. Чичинадзе. 2-е изд., перераб. и доп. — М.: Машиностроение, 2001. — 663 с.
58. Писаренко, Г. С. Справочник по сопротивлению материалов/ Г. С. Писаренко, А. П. Яковлев, В. В. Матвеев. 2-е изд., перераб. и доп. -Киев: Наукова думка, 1988. — 736 с.
59. Плотников, А. Л. Управление режимами резания на токарных станках с ЧПУ: монография / A.JT. Плотников, А. О. Таубе. Волгоград, гос. техн. ун-т, Волгоград, 2003. — 184 с.
60. Подураев, В. Н. Резание труднообрабатываемых материалов /.
61. B.Н. Подураев. М.: Высш. шк., 1974. — 587 с.
62. Подураев, В. Н. Технология физико-химических методов обработки / В. Н. Подураев М.: Машиностроение, 1985. — 264 с.
63. Польцер, Г. Основы трения и изнашивания: Пер. с нем. / Г. Польцер, Ф. Майсснер. -М.: Машиностроение, 1984. 263 с.
64. Прилуцкий, В. А. Технологические методы снижения волнистости поверхностей / В. А. Прилуцкий. М.: Машиностроение, 1978. — 136 с.
65. Проников, A.C. Надежность машин / A.C. Проников. М :
66. Машиностроение, 1978. 592 с.
67. Прудников, М. И. Метод триботехнических испытаний цилиндрических поверхностей трения / М. И. Прудников // Брянск, Вестник БГТУ, 2008. -№ 2 (18). -С. 48−56.
68. Резников, А. Н. Тепловые процессы в технологических системах: / А. Н. Резников, JI.A. Резников. М.: Машиностроение, 1990. — 288 с.
69. Резников, А. Н. Теплофизика процессов механической обработки материалов / А. Н. Резников. М.: Машиностроение, 1981. — 279 с.
70. Рыжов, Э. В. Математические методы в технологических исследованиях Э. В. Рыжов, O.A. Горленко. Киев: Наукова думка, 1990. — 180с.
71. Рыжов, Э. В. Оптимизация технологических процессов механической обработки / Э. В. Рыжов, В. И. Аверченков. Киев: Наук, думка, 1989. -192 с.
72. Рыжов, Э. В. Технологические методы повышения износостойкости деталей машин / Э. В. Рыжов. Киев: Наук, думка, 1984. — 272 с.
73. Рыжов, Э. В. Технологическое обеспечение эксплуатационных свойств деталей машин / Э. В. Рыжов, А. Г. Суслов, В. П. Федоров. М: Машиностроение, 1979. — 176 с.
74. Рыжов, Э. В. Технологическое управление качеством и эксплуатационными свойствами поверхностей / Э. В. Рыжов, O.A. Горленко. Тула: ТПИ, 1980. — 100 с.
75. Силин, С. С. Метод подобия при резании материалов / С. С. Силин. М.: Машиностроение, 1979. — 152 с.
76. Смелянский, В. М. Концепция инженерии поверхностного слоя в категориях пластичности и технологического наследования / В. М. Смелянский, В. Ю. Блюменштейн // Приложение № 4. Справочник. Инженерный журнал. 2001. -№ 1. — С. 17−23.
77. Справочник инструментальщика / Ординарцев И. А. и др.- под общ. ред. И. А. Ординарцева. Л.: Машиностроение, 1987. — 845 с.
78. Справочник нормировщика / Ахумов А. В и др.- под общ. ред. A.B. Ахумова. Л.: Машиностроение, 1986. 457 с.
79. Справочник по технологии резания материалов: В 2 кн. Кн. 1 / Ред. нем. изд.: Г. Шпур, Т. ШтеферлеПер. с нем. В. Ф. Колотенкова и др.- Под. ред. Ю. М. Соломенцева. М.: Машиностроение, 1985. — 616 с.
80. Справочник технолога-машиностроителя: В 2 т. Т. 2 / A.M. Дальский — под ред. А. М. Дальского и др. 5-е изд., испр. — М.: Машиностроение: Машиностроение-1, 2003. — 943 с.
81. Справочник технолога-машиностроителя: В 2 т. Т. 2 / Ю. А. Абрамов и др. — под ред. А. Г. Косиловой, Р. К. Мещерякова. 4-е изд., перераб. и доп. — М. Машиностроение, 1986. — 496 с.
82. Старков, В. К. Дислокационные представления о резании металлов /В.К. Старков. М.: Машиностроение, 1979. — 160 с.
83. Старков, В. К. Обработка резанием. Управление стабильностью в автоматизированном производстве / В. К. Старков. М.: Машиностроение, 1989. — 296 с.
84. Сулима, A.M. Поверхностный слой и эксплуатационные свойства деталей машин / А. М Сулима, В. А. Шулов, Ю. Д. Ягодкин. М.: Машиностроение, 1988. — 239 с.
85. Султан-Заде, Н. М. Влияние энергии, поглощенной при обработке, на износостойкость / Н.М. Султан-Заде и др. // Качество машин: Сб. тр. 4-й междунар. науч.-техн. конф., 10−11 мая 2001 г. Т. 2. Брянск: БГТУ, 2001.-С. 187−189.
86. Суслов, А. Г. Автоматизация расчета нормальной контактной жёсткостистыков плоских поверхностей шлифованных деталей / А. Г. Суслов и др. // Вестник БГТУ. 2006. — № 2 (10). — С. 135−139.
87. Суслов, А. Г. Качество поверхностного слоя деталей машин / А. Г. Суслов. М.: Машиностроение, 2000. — 320 с.
88. Суслов, А. Г. Научные основы технологии машиностроения / А. Г. Суслов, A.M. Дальский. М.: Машиностроение, 2002. — 684 с.
89. Суслов, А. Г. Совершенствование и разработка конкурентоспособных технологий, обеспечивающих повышение качества изделий машиностроения / А. Г. Суслов // Вестник БГТУ. 2006. — № 2(10). — С. 24−29.
90. Суслов, А. Г. Технологическое обеспечение и повышение эксплуатационных свойств деталей и их соединений / А. Г. Суслов и др.- под общ. ред. А. Г. Суслова. М: Машиностроение, 2006. — 448 с.
91. Суслов, А. Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей / А. Г. Суслов. М.: Машиностроение, 1987.-208 с.
92. Суслов, А. Г. Формирование учения об инженерии поверхности деталей и направления его дальнейшего развития / А. Г. Суслов // Вестник БГТУ. -2005.-№ 1(5).-С. 48−53.
93. Суслов, А.Г. Экспериментально-статистический метод обеспечения качества поверхности деталей машин / А. Г. Суслов, O.A. Горленко. М.: Машиностроение, 2003. — 302 с.
94. Технологическая наследственность в машиностроительном производстве / A.M. Дальский и др.- под ред. A.M. Дальского. М: Изд-во МАИ, 2000. — 360 с.
95. Технологические основы управления качеством машин / A.C. Васильев и др. М: Машиностроение, 2003. — 256 с.
96. Технологическое обеспечение проектирования и производства газотурбинных двигателей / Б. Н. Леонов и др.- под ред. Б. Н. Леонова и A.C. Новикова. Рыбинск: «Рыбинский дом печати», 2000. — 408 с.
97. Тотай, A.B. Технологическое обеспечение физических и эксплуатационных свойств поверхностных слоев деталей машин /.
98. A.B. Тотай // Трение и износ. 1997. — № 3. — С. 385−394.
99. Трение, изнашивание и смазка: Справочник. В 2-х кн. Кн. 1 / Под ред. И. В. Крагельского, В. В. Алисина. М: Машиностроение, 1978. — 400 с.
100. Трение, изнашивание и смазка: Справочник. В 2-х кн. Кн. 2 / Под ред. И. В. Крагельского, В. В. Алисина. М: Машиностроение, 1979. — 358 с.
101. Увеличение ресурса машин технологическими методами /.
102. B.А. Долецкий и др. -М.: Машиностроение, 1978. 216 с. ЮО. Фаронов, В. В. Программирование баз данных в Delphi 7 / В. В. Фаронови др. М.: Питер, 2006. — 458 с.
103. Федонин, О. Н. Изменение свойств материала заготовки в зоне резания / О. Н. Федонин // Теплофизика технологических процессов. Материалы Всероссийской научно-технической конференции. Рыбинск: РГАТА, 2005.-С. 26−29.
104. Федонин, О. Н. Инженерия поверхности детали с позиции ее коррозионной стойкости / О. Н. Федонин // Приложение № 9. Справочник. Инженерный журнал. 2001 — № 10. — С. 17−19.
105. Федоров, В. П. Прогнозирование и обеспечение работоспособноститрибомеханических систем типа подшипников скольжения / В. П. Федоров, Т. А. Моргаленко, Е. В. Ковалева // Сборка в машиностроении, приборостроении. 2004. — № 12(53). — С. 31−36.
106. Хандожко, A.B. Напряженно-деформированное состояние в поверхностном слое деталей при обработке резанием / A.B. Хандожко // Приложение № 9. Справочник. Инженерный журнал. 2001 — № 10. — С. 13−16.
107. Швец, В. В. Некоторые вопросы теории технологии машиностроения / В. В. Швец. М.: Машиностроение, 1967. — 63 с.
108. Шнейдер, Ю. Г. Эксплуатационные свойства деталей с регулярным микрорельефом / Ю. Г. Шнейдер. 2-е изд., перераб. и доп. — JT: Машиностроение, 1982. — 245 с.
109. Энциклопедия. Технологи России (машиностроение). T.I. Технология машиностроения, станки и инструменты / А. Г. Суслов и др. — под. общ. ред. А. Г. Суслова. М.: Машиностроение-1, 2006. — 457 с.
110. Якимов, A.B. Теплофизика механической обработки / A.B. Якимов, П. Т. Слободяник, A.B. Усов. Киев — Одесса: Лыбидь, 1991. — 240 с.
111. Якубов, Ф. Я. Энергетические соотношения процесса механической обработки материалов / Ф. Я. Якубов. «Фан», — 104 с.
112. ПО. Ящерицын, П. И. Работоспособность узлов трения машин / П. И. Ящерицын, Ю. В. Скорынин. Мн.: Наука и техника, 1984. — 288 с.
113. Ящерицын, П. И. Теория резания. Физические и тепловые процессы в технологических системах: учеб. для вузов / П. И. Ящерицын, М. Л. Еременко, Е. Э. Фельдштейн. Минск: Вышэйн. шк., 1990. — 512 с.
114. Ящерицын, П. И. Технологическая наследственность в машиностроении / П. И. Ящерицын, Э. В. Рыжов, В. И. Аверченков. Минск: Наука и техника, 1977.-221 с.
115. Ящерицын, П. И. Технологическое наследование эксплуатационных параметров деталей машин / П. И. Ящерицын // Справочник. Инженерный журнал. 2004. — № 9. — С. 20−22.119.
116. H.A. Abdel-Aal, On the interdependence between kinetics of friction-released thermal energy and the transition in wear mechanisms during sliding of metallic pairs, Wear 254 (2003) 884−900.
117. H.A. Abdel-Aal, On the role of intrinsic material response in failure of tribo systems, Wear 259 (2005) 1372−1381.
118. БРЯНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ.