Совершенствование технологического комплекса оборудования для изготовления порошковой проволоки
Апробация работы. Основные результаты работы докладывались на научно-технических конференциях АПИР-5−2000, АПИР-7−2002, АПИР-8−2003 (г. Тула) — на международной научно-технической конференции «Инструментальные системы — прошлое, настоящее, будущее», посвященной 100-летию со дня рождения С. С. Петрухина (г. Тула, 2003 г.) — на второй международной электронной научно-технической конференции… Читать ещё >
Содержание
- 1. СОСТОЯНИЕ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ
- 1. 1. Конструкция и технология изготовления порошковой проволоки. Факторы качества, потребности рынка
- 1. 2. Загрузка наполнителя порошковой проволоки
- 1. 3. Состояние исследований в области производства порошковой проволоки. Постановка цели и задач работы
- 1. 4. Выводы
- 2. ЭФФЕКТИВНОСТЬ ФУНКЦИОНИРОВАНИЯ ОБОРУДОВАНИЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ
- 2. 1. Критерии оценки качества технологии изготовления порошковой проволоки
- 2. 2. Структурное построение оборудования изготовления порошковой проволоки
- 2. 3. Модель функционирования оборудования изготовления порошковой проволоки
- 2. 4. Выводы
- 3. ИССЛЕДОВАНИЕ МЕХАНИЗМА ЗАГРУЗКИ НАПОЛНИТЕЛЯ СО ШЛЮЗОВЫМ БАРАБАНОМ
- 3. 1. Определение количественных характеристик физико-технологических свойств исследуемых материалов
- 3. 2. Методика и порядок проведения исследования механизма загрузки наполнителя со шлюзовым барабаном
- 3. 3. Обработка опытных данных
- 3. 4. Выводы
- Щ 4. АНАЛИЗ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ МЕХАНИЗМА ЗАГРУЗКИ НАПОЛНИТЕЛЯ
- 4. 1. Корреляционный анализ экспериментальных данных
- 4. 2. Построение регрессионных моделей
- 4. 3. Проверка адекватности моделей и их анализ
- 4. 4. Выводы
- 5. СИНТЕЗ ОБОРУДОВАНИЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ
- 5. 1. Морфология конструкций порошковой проволоки
- 5. 2. Проектирование механизма загрузки наполнителя со шлюзовым барабаном
- 5. 3. Технологический комплекс оборудования изготовления порошковой проволоки
- 5. 4. Выводы
Совершенствование технологического комплекса оборудования для изготовления порошковой проволоки (реферат, курсовая, диплом, контрольная)
Среди металлоизделий промышленного назначения порошковая проволока (ГШ) занимает особое место как по высоким темпам роста объёмов производства, так и по используемым сырьевым материалам и оборудованию.
В Западной Европе и Японии технология обработки жидкой стали так называемой порошковой проволокой появилась в 1980;81 гг. В нашей стране начало работ по производству отечественной ПП для внепечной обработки черных сплавов можно отнести к 1988 г., когда было принято соответствующее решение в Минчермет СССР. В 1989 г. ЦНИИчермет и МГТУ им. Баумана разработали первый опытный комплекс оборудования для производства металлургической ПП. В 1990 г. НПО «Тулачермет» совместно с ПО «Тульский патронный завод» начали работы по созданию первых образцов отечественных трайб-аппаратов и оборудования изготовления ПП. В 1990;91 гг. начались работы в этом направлении и на Чепецком механическом заводе в г. Глазове.
Конструктивно порошковая проволока (англ. — «cored wire» — «проволока с сердечником») состоит из протяжённой металлической оболочки, заполненной порошкообразным реагентом.
Подачу проволоки в ковш осуществляют с помощью специальной машины — трайб-аппарата (англ. — «cored wire injector»), позволяющей регулировать в широких пределах скорость и количество вводимых материалов в зависимости от массы металла и глубины ковша. В ковше оболочка проволоки расплавляется и подаваемое вещество попадает непосредственно в жидкий металл.
Способ внепечной обработки стали посредством порошковых реагентов в металлической оболочке протяжённой длины имеет ряд неоспоримых преимуществ, таких как:
— небольшие капитальные вложения и производственные затраты, простота и надежность конструкций машин, совместимость с существующими в металлургических цехах технологическими процессами;
— высокое и стабильное усвоение вводимых добавок, небольшой расход материалов и точное регулирование заданного химического состава готового металла;
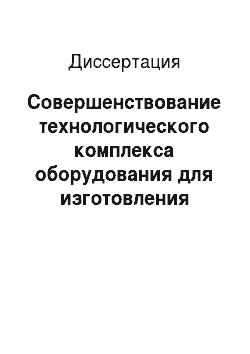
Рис. 1. Технологическая схема применения металлургической порошковой проволоки.
— отсутствие контакта и взаимодействия вводимых добавок с кислородом и влагой воздуха и со шлаком;
— небольшая продолжительность операции, отсутствие чрезмерного бар-ботажа, охлаждения и захвата газов металлом;
— минимальные трудозатраты обслуживающей рабочей бригады, соблюдение жестких требований техники безопасности и промышленной санитарии, взрывобезопасиость, отсутствие пылеи газовыделений, простота управления, механизация и автоматизация технологической операции;
— удобство транспортировки и хранения ПП, простота подготовки к вводу в металл присаживаемых материалов;
— возможность использования, в том числе, с предварительным хранением и транспортировкой гидрофильных, легковоспламеняющихся и ядовитых реагентов;
— повышение производительности плавильных агрегатов, упрощение и сокращение последующего технологического процесса производства деформированных и литых заготовок;
— повышение и стабилизация на высоком уровне качественных характеристик и свойств металла, сокращение брака, достижение определенного экономического эффекта.
Порошковыми проволоками доводятся до требуемого химсостава такие марки сталей, как: СтЗ, 10, 20, 40, 45, 30Х, 35Х, 40Х, 45 Г, 48А, Р6М5, 09Г2С, 09Г2Д, 09Г2ФВ, 15ХГМНТ, 16Д, 17Г2АФ, 17Г1С, 18 Г, 18ХГТ, 20ЮЧ, 22ГЮ, 23Х2Г2Т, К-74, а также Grade45, Grade50, Grade55 (по стандарту США АСТМ, А 607−92а) и др.
Кроме внепечной обработки металлов и сплавов, порошковая проволока малых диаметров получила распространение в сварочном производстве начиная с 50-х гг. XX в.
В последнее время возрос научный интерес к теоретическим и практическим обобщениям процессов производства и применения порошковой проволоки. Среди авторитетных российских и зарубежных исследователей, активно занимающихся данным направлением, можно выделить таких, как: Бать Ю. И., Гринберг С. Е., Дюдкин Д. А., Есипов В. Д., Каблуковский А. Ф., Лушников В. М., Мичурин Б. В., Пацекин В. П., Походня Н. К., Рахимов К. З., Родичкин И. А., Ябуров С. И., Pellicani F., Gueussier А. и др.
Упомянутыми исследователями осуществляется активный анализ процессов ввода и усвоения, прокатки и волочения проволоки, способов уплотнения порошкового сердечника в металлической оболочке, исследование влияния различных факторов на качество изготавливаемой 1111. Вместе с тем, наблюдается слабое обобщение конструкций ГШ, показателей качества и стабильности технологии её изготовления, слабая изученность и обобщённость схем структурного построения оборудования изготовления порошковой проволоки (ОПГТ), а также процессов загрузки порошкового наполнителя, которые в значительной степени определяют качество заполнения оболочки порошком.
Исследованиям функционирования устройств и процессов загрузки сыпучих материалов в различном технологическом оборудовании посвящены работы многих видных исследователей, среди них: Алфёров К. В., Видинеев Ю. Д., Вальтер М. Б., Гатих М. А., Зенков P. JL, Кольман-Иванов Э.Э., Ложечников Е. Б., Орлов С. П., Прозоровский В. В., Рогинский Г. А., Степук Л. Я., Чувпи-ло А.В., Jenike A. W. и др.
Однако, несмотря на всё многообразие исследований, остаются слабо изученными многие вопросы. В частности, уделено мало внимания расчётам именно фактической производительности механизмов загрузки (питателей) сыпучих материалов, в то время как для устройств загрузки штучных предметов обработки такие исследования проведены уже давно, например, д.т.н., проф. В. Ф. Прейсом и его учениками.
Актуальность данной работы обосновывается тем, что до настоящего времени не уделено достаточного внимания обобщению конструкций 1111, показателей качества 1111 и качества технологии изготовления 1111- схемам структурного построения 1 111, эффективности функционирования и расширению технологических возможностей Ollll по выпускаемым номенклатурам, а также процессу загрузки порошкового наполнителя как одной из составляющих техпроцесса изготовления 1111.
Между тем рынок требует появления новых номенклатур 1111, выпуск которых возможен только на оборудовании, обладающем расширенными технологическими возможностями и при условии успешного ведения технологии изготовления 1111. Для успешного проектирования и рациональной эксплуатации ОПП необходимы знания различных физико-технологических характеристик порошковых наполнителей и особенностей их обработки, необходимы глубокие знания технологии формирования исходной заготовки и загрузки её наполнителем — операций, которые являются наиболее ответственными с точки зрения качества готовой проволоки и производительности технологического оборудования.
Объектом исследований настоящей работы является технологический комплекс оборудования изготовления металлургической порошковой проволоки диаметром 10-^18 мм.
Предметом исследований служат взаимосвязи параметров структурных компонентов комплекса ОПП и закономерности протекающих в них процессов.
Цель настоящей работы заключается в расширении технологических возможностей комплекса оборудования изготовления металлургической порошковой проволоки по номенклатуре выпускаемой продукции.
Для достижения поставленной цели были сформулированы и решены следующие научно-технические задачи:
— разработка критериев оценки качества технологии изготовления порошковой проволоки;
— разработка обобщённых схем структурного построения технологического комплекса 1 111 и показателей эффективности его функционирования;
— разработка надёжностной модели функционирования технологического комплекса ОПП;
— экспериментальное исследование закономерностей изменения фактической производительности механизма загрузки порошкового наполнителя со шлюзовым барабаном в зависимости от его скоростного режима, геометрических параметров и характеристик подаваемого материала;
— установление формы и тесноты корреляционной связи между коэффициентом выдачи и окружной скоростью шлюзового барабана, построение регрессионных моделей, оценивающих коэффициент выдачи, и их анализ;
— обобщение конструкций и разработка морфологической схемы классифицирования конструкций 1111;
— разработка методики инженерного проектирования, унифицированных типоразмерных рядов и типовой конструкции МЗН со шлюзовым барабаном с учётом полученных опытных результатов.
Методы теоретического исследования основываются на применении положений системного подхода, теории графов, теории надёжности, морфологического классифицирования. Методы экспериментального исследования базируются на непосредственном количественном анализе качественных величин и физическом моделировании исследуемого процесса, осуществляемом на специальном стенде. Обработка экспериментальных данных основана на использовании аппарата линейного и нелинейного корреляционнорегрессионного анализа математической статистики.
Достоверность научных положений, выводов и рекомендаций подтверждается объёмом экспериментальных данных, полученных в стендовых условияхприменением современных средств и методов измеренийвнедрением результатов в практику проектирования.
Автор защищает:
— критерии оценки качества технологии изготовления ГШ;
— обобщённые схемы структурного построения технологического комплекса ОПП и интегральный показатель эффективности его функционирования;
— надёжностную модель функционирования технологического комплекса ОПП;
— результаты экспериментального исследования закономерностей изменения фактической производительности МЗН со шлюзовым барабаном;
— регрессионные модели коэффициента выдачи механизма загрузки наполнителя со шлюзовым барабаном и результаты их анализа;
— морфологическое классифицирование конструкций ПП, синтезированные новые конструкции 1111 и технологии их изготовления;
— унифицированные типоразмерные ряды, методику инженерного проектирования и типовую конструкцию МЗН со шлюзовым барабаном.
Научная новизна работы заключается в том, что впервые на основе теоретических и экспериментальных исследований разработаны показатели эффективности функционирования технологического комплекса ОНИ, а также установлены закономерности изменения фактической производительности механизма со шлюзовым барабаном для загрузки сыпучего наполнителя порошковой проволоки в зависимости от его скоростного режима, геометрических параметров и характеристик подаваемого материала.
Научная новизна представлена следующими научными результатами:
— разработаны обобщённые схемы структурного построения технологического комплекса оборудования изготовления порошковой проволоки и интегральный показатель эффективности его функционирования;
— разработана надёжностная модель функционирования технологического комплекса оборудования изготовления порошковой проволоки;
— выявлены закономерности изменения фактической производительности механизма загрузки порошкового наполнителя со шлюзовым барабаном в зависимости от его скоростного режима, геометрических параметров и характеристик подаваемого материала;
— построены регрессионные модели коэффициента выдачи механизма загрузки порошкового наполнителя со шлюзовым барабаном, позволяющие повысить его технологические возможности;
— разработана схема морфологического классифицирования конструкций порошковой проволоки.
Практическая значимость работы состоит в том, что:
— предложены критерии оценки качества технологии изготовления 1111;
— созданы новые перспективные конструкции ПП и технологии их изготовления;
— созданы унифицированные типоразмерные ряды шлюзовых барабанов;
— создана методика инженерного проектирования и типовая конструкция МЗН со шлюзовым барабаном с расширенными технологическими возможностями, повышенной эксплуатационной надёжностью и точностью подачи материала;
— создан технологический комплекс оборудования изготовления 1111 с расширенными технологическими возможностями по выпускаемым номенклатурам продукции в диапазоне, требуемом отечественной металлургией (внедрён с 2002 г. в АО «Юпитер Лтд» г. Кострома).
Внедрение в учебный процесс заключается в разработке методических указаний по исследованию количественных характеристик физико-технологических свойств сыпучих материалов, а также по расчёту производительности и анализу параметров питателей для загрузки сыпучих материалов. Методические указания внедрены в учебный процесс с 2000 и 2003 г. на кафедрах ТулГУ «Пищевые производства» и «Технологическая механика» по соответствующим специальностям. Разработан и изготовлен опытный экспериментальный стенд дозирования сыпучих материалов, используемый в лабораторных практикумах по упомянутым специальностям.
Апробация работы. Основные результаты работы докладывались на научно-технических конференциях АПИР-5−2000, АПИР-7−2002, АПИР-8−2003 (г. Тула) — на международной научно-технической конференции «Инструментальные системы — прошлое, настоящее, будущее», посвященной 100-летию со дня рождения С. С. Петрухина (г. Тула, 2003 г.) — на второй международной электронной научно-технической конференции «Технологическая системотехника» (г. Тула, 2003 г.) — на второй международной научно-технической конференции «Механика пластического формоизменения. Технология и оборудование обработки материалов давлением» (г. Тула, 2004 г.) — а также на заседаниях научно-технического совета научно-производственного предприятия «Вулкан-ТМ» в 2001;2004 гг. и на заседаниях профессорско-преподавательского состава кафедры «Пищевые производства» ТулГУ в 2001;2004 гг.
Работа удостоена малой медали на выставке «Неделя высоких технологий в г. Санкт-Петербурге» (2004 г.). Экспериментальные исследования проводились в рамках гранта Министерства образования РФ «Ползуновские гранты-2004» по теме «Исследование процессов загрузки наполнителя металлургической порошковой проволоки» .
Публикации по теме исследования составляют 17 печатных работ, в том числе — 3 в центральной печати. Получен патент РФ на полезную модель № 40 716, приоритет от 11.05.2004 г.
Структура и объём работы. Диссертационная работа общим объёмом 191 страница, в том числе 40 рисунков и 38 таблиц, включает в себя введение, пять глав, заключение и общие выводы, библиографический список из 106 наименований. Объём приложений — 35 страниц.
Основные выводы, научные и практические результаты работы сводятся к следующему:
1) Для более глубокого отражения эффективности и стабильности технологии изготовления ПП предложено ввести дополнительные критерии оценки качества: коэффициент упаковки, коэффициент уплотнения и коэффициент вариации заполнения. При помощи введённых критериев можно оценивать эффективность и стабильность приёмов и операций по уплотнению порошка до и после упаковки его в оболочку, то есть эффективность и стабильность технологии изготовления 1111 вне зависимости от геометрических параметров 1111. Разработана причинно-следственная диаграмма факторов, влияющих на качество заполнения порошковой проволоки.
2) Разработаны обобщённые схемы структурного построения технологического комплекса ОПП. Структурная схема комплекса ОПП представляется в виде иерархической модели структуры, распределённой по пяти уровням. Внешняя модель структуры показывает взаимодействие комплекса ОПП с другими техническими объектами. Внутренняя модель структуры отражает взаимосвязь между отдельными структурными компонентами внутри комплекса ОПП.
3) Разработан интегральный показатель эффективности функционирования технологического комплекса ОПП, состоящий в мультипликативной форме из трёх частных коэффициентов: коэффициента качества заполнения по номиналукоэффициента стабильности качества заполнениякоэффициента эффективности по времени работы. Интегральный показатель эффективности зависит как от качества выпускаемой продукции, так и от надёжности оборудования и эффективности организации производства в целом.
4) Разработана надёжностная модель функционирования технологического комплекса ОПП, в которой различаются состояния: «отказ по механизму загрузки наполнителя», «отказ по системе управления», «отказ по исполнительной части комплекса», «отказ по предмету обработки», «частичный отказ по системе управления», «частичный отказ по исполнительной части комплекса», «технологическая остановка на сварку штрипсов», «технологическая остановка на съём бунта проволоки». Модель функционирования позволяет на основе статистических данных по интенсивности отказов и восстановлений прогнозировать поведение оборудования и распределять показатели надёжности между структурными составляющими комплекса в различных состояниях эксплуатации.
5) Проведены экспериментальные исследования закономерностей изменения фактической производительности механизма загрузки порошкового наполнителя со шлюзовым барабаном в зависимости от скоростного режима, геометрических параметров барабана и подаваемого материала. Установлено, что с ростом окружной скорости на шлюзовом барабане (примерно до 0,5 м/с) вначале почти линейно растёт и производительность. Потом прямая пропорциональность нарушается и по достижении некоторого значения (при скоростях примерно 0,7−5-0,9 м/с), производительность начинает убывать.
6) Выявлено, что корреляционная связь между коэффициентом выдачи и окружной скоростью барабана является весьма тесной, причём коэффициент выдачи МЗН со шлюзовым барабаном зависит от окружной скорости на барабане не менее чем на 85ч-90%. Построены полиномиальные регрессионные модели для оценки коэффициента выдачи в диапазоне окружных скоростей барабана от 0,05 до 0,9 м/с. Установлено, что с точки зрения практического использования, преимущества имеют квадратичные модели ввиду их сравнительной простоты, вполне удовлетворительной точности и сходимости с опытными данными.
7) На основе анализа и обобщения известных конструкций ПП составлена морфологическая схема (дерево), отражающая конструктивные признаки ПП. В результате её анализа синтезированы новые перспективные конструкции 1111. На одну из них получен патент РФ на полезную модель № 40 716, приоритет от 11.05.2004 г.
8) Разработаны унифицированные типоразмерные ряды шлюзовых барабанов диаметром от 12 до 800 мм, призванные облегчить труд по проектированию, повысить степень унификации оборудования и снизить стоимость изготовления барабанов. С учётом полученных экспериментальных результатов разработана методика инженерного проектирования МЗН со шлюзовым барабаном, по которой последовательно, от этапа к этапу, определяются геометрические и кинематические параметры МЗН, обеспечивающие требуемую производительность.
9) На основе полученных опытных данных и накопленного опыта создана типовая конструкция МЗН со шлюзовым барабаном, представляющая собой автономный, быстрозаменяемый модуль с улучшенной технологичностью изготовления и повышенной эксплуатационной надёжностью. При непосредственном участии автора создан технологический комплекс ОПП мод. J11111-М (внедрён с 2002 г. в АО «Юпитер Лтд» г. Кострома), производящий порядка 200 т. продукции ежемесячно, предназначенный для изготовления металлургической порошковой проволоки диаметром 10-е-18 мм, со скоростью прокатки 60 м/мин, смотанной в бескаркасные бунты массой до 2000 кг.
10) По сравнению с существовавшими ранее комплексами, приспособленными для изготовления 2-Зх диаметров 1111, результаты работы позволяют проектировать отечественное импортнозаменяющее оборудование с расширенными технологическими возможностями, рассчитанное на выпуск до 10 диаметров ПП за счёт изменения скоростного режима загрузки наполнителя.
Перспективы дальнейших исследований в направлении изучения процессов производства и применения 1111 огромны. Достаточно взглянуть на причинно-следственную диаграмму факторов, определяющих качество заполнения ПП. Ведь, по сути, в этой диаграмме каждая стрелка есть тема для исследования. Наиболее актуальными на сегодняшний день представляются следующие задачи:
— подбор оптимальных фракционных составов порошков, которые обеспечивали бы максимально плотное и стабильное по длине заполнение оболочки при больших скоростях прокатки проволоки;
— исследование способов принудительного уплотнения порошка в оболочке (дополнительная вибрация, ультразвуковые колебания, «укатывание» роликом и т. п.);
— исследование методов неразрушающего контроля качества заполнения оболочки порошком «на ходу», то есть в процессе прокатки проволокииначе — исследование связи вида D1D3B2 (по внутренней модели структуры);
— исследование процессов раскладки витков проволоки при намотке её на катушку в зависимости от степени точности по внешним размерам и в зависимости от степени заполнения оболочки порошком.
ЗАКЛЮЧЕНИЕ
И ОБЩИЕ ВЫВОДЫ.
В диссертационной работе решена актуальная научно-техническая задача, имеющая важное народно-хозяйственное значение, состоящая в совершенствовании технологического комплекса оборудования изготовления порошковой проволоки на основе разработки показателей эффективности его функционирования и установления закономерностей изменения фактической производительности механизма со шлюзовым барабаном для загрузки сыпучего наполнителя порошковой проволоки в зависимости от его скоростного режима, геометрических параметров и характеристик подаваемого материала.
Список литературы
- Автоматизация загрузки прессов штучными заготовками / В. Ф. Прейс, И. С. Бляхеров, В. В. Прейс, Н. А. Усенко. М.: Машиностроение, 1975. — 280 с.
- Адлер Ю.П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий. М.: Наука, 1976. — 280 с.
- Алфёров К.В., Зенков P.JI. Бункерные установки. М.: МАШГИЗ, 1955. -250 с.
- Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х т.: Т.2. / Под ред. И. Н. Жестковой. М.: Машиностроение, 2001. — 912 с.
- Артоболевский С.И. Технологические машины-автоматы. М.: Машиностроение, 1964. — 179 с.
- Бать Ю.И., Титиевский В. М., Гринберг С. Е. и др. Производство порошковых проволок и освоение технологии внепечной обработки металлургических расплавов с их применением. // Труды III конгр. сталеплавильщиков. -М.: Черметинформация, 1996. С. 251−253.
- Березовский С.Ф., Кропылёв Ф. М. Производство гнутых профилей. М.: Металлургия, 1978. — 152 с.
- Битков В.В. Современные модульные линии для высокоскоростного волочения проволоки. // Сталь, № 2, 2003. С. 75−80.
- Буймов В.А., Селезнёв Ю. А., Кузьменко А. Г. и др. Исследование и реализация рациональных режимов обработки конвертерной стали порошковой проволокой. // Сталь, № 5, 1999. С. 33−34.
- Боженко Ю.Е., Коршиков С. П., Потапов И. В., Посенин И. В. Использование порошковой проволоки для микролегирования и модифицирования стали. // Сталь, № 7,2000. С. 26−28.
- Вальтер М.Б. Теоретическое и экспериментальное исследование системы машина-питатель-сыпучий материал с целью оптимизации параметров роторных таблеточных машин Автореферат дисс. канд. техн. наук. — М., 1972.- 15 с.
- Венецкий И.Г., Венецкая В. И. Основные математико-статистические понятия и формулы в экономическом анализе. М.: Статистика, 1974. — 280 с.
- Вентцель Е.С. Теория вероятностей. -М.: Высшая школа, 1998. 576 с.
- Вентцель Е.С., Овчаров Л. А. Задачи и упражнения по теории вероятностей. М.: Высшая школа, 2002. — 448 с.
- Видинеев Ю.Д. Дозаторы непрерывного действия. М.: Энергия, 1978, -184 с.
- Воловельская С.Н., Жилин А. И., Кулиш С. А., Сивый В. Б. Нелинейная корреляция и регрессия. Киев: Технпса, 1971. — 216 с.
- Высокоскоростные способы прессования деталей из порошковых материалов / К. Н. Богоявленский, П. А. Кузнецов, К. К. Мертенс и др. Л.: Машиностроение, 1984. 168 с.
- Гатих М.А. Физико-механические методы измерения и дозирования массы сыпучих материалов. Минск: Наука и техника, 1987. — 255 с.
- Гмурман В.Е. Теория вероятностей и математическая статистика. М.: Высшая школа, 1999. — 479 с.
- Гнеденко Б.В., Беляев Ю. К., Соловьёв А. Д. Математические методы в теории надёжности. Л.: Физматгиз, 1965. — 524 с.
- ГОСТ 18 318–94 Порошки металлические. Определение размера частиц сухим просеиванием.
- ГОСТ 19 440–94 Порошки металлические. Определение насыпной плотности.
- ГОСТ 25 279–93 Порошки металлические. Определение плотности после утряски.
- Дампилон В.Г., Шамин С. А., Березин А. Н. Влияние ультразвуковых колебаний на процесс волочения порошковой проволоки. // Сталь, № 4, 2003. -С. 54−55.
- Дженике Э.В. Складирование и выпуск сыпучих материалов. М.: Мир, 1968, — 164 с.
- Диагностика металлических порошков. / Буланов В. Я., Кватер Л. И., Дол-галь Т.В. и др. М.: Наука, 1983. 280 с.
- Дюдкин Д. А., Кисиленко В. В., Оншцук В. П. и др. Внепечная десульфу-рация чугуна порошковой магнийсодержащей проволокой. // Сталь, № 5, 1998.-С. 16−18.
- Дюдкин Д. А., Оншцук В. П., Кисиленко В. В. и др. Технология обработки стали в ковше порошковой проволокой с углеродсодержащим наполнителем. // Сталь, № 9, 1998. С. 16−18.
- Дюдкин Д.А., Бать Ю. И., Онищук В. П. Повышение качества металла обработкой расплава порошковой проволокой. // Труды IV конгр. сталеплавильщиков. М.: Черметинформация, 1999. — С. 337−342.
- Дюдкин Д.А., Онищук В. П., Бать С. Ю. Новые технологические решения при внепечной обработке расплавов порошковыми проволоками. // Сталь, № 8, 2002.-С. 31−33.
- Есипов В.Д., Мичурин Б. В., Коршунов Л. А., Соколов И. В. Способ изготовления герметичной сварочной порошковой проволоки. // Сталь, № 9, 2000. -С. 59−60.
- Есипов В.Д., Мичурин Б. В., Короткое В. А. и др. Производство порошковой проволоки с фальцевым швом. // Сталь, № 12, 2000. С. 48−49.
- Есипов В.Д. Влияние коэффициента заполнения на качество порошковой проволоки. // Сталь, № 9, 2002. С. 74−76.
- Зборщик A.M., Кисиленко В. В., Маринцев С. Н. Порошковая проволока для глубокой десульфурации чугуна магниевыми реагентами. // Бюл. Черная металлургия, № 3−4, 2000. С. 36−38.
- Зенков Р.Л. Механика насыпных грузов. М.: Машиностроение, 1964, -252 с.
- Зенков Р.Л., Гриневич Г. П., Исаев B.C. Бункерные устройства. М.: Машиностроение, 1977, — 224 с.
- Злобин Т.П. Формование изделий из порошков твёрдых сплавов. М.: Металлургия, 198. — 224 с.
- Золотухин В.И. Синтез технологических систем роторных машин штамповочного производства и эффективность их функционирования. Дисс. докт. техн. наук. — Тула, 1990. — 358 с
- Каблуковский А.Ф., Ябуров С. И., Тамарина И. А. и др. Эффективность рафинирования стали 22ГТО в ковше порошковой проволокой. // Сталь, № 8, 1994.-С. 24−26.
- Каблуковский А.Ф., Ябуров С. И., Никулин А. Н. Эффективность использования порошковой проволоки для внепечного легирования стали ниобием. // Сталь, № 7, 1995. С. 26−29.
- Каблуковский А.Ф., Ябуров С. И., Никулин А. Н. и др. Внепечная обработка стали и чугуна порошковой проволокой. // Труды III конгр. сталеплавильщиков. М.: Черметинформация, 1996. — С. 246−249.
- Каблуковский А.Ф., Ябуров С. И., Никулин А. Н. и др. Использование порошковой проволоки для коррекции содержания марганца в стали. // Металлург, № 3, 1997.-С. 20−21.
- Каблуковский А.Ф., Ябуров С. И., Никулин А. Н. и др. Внепечная обработка металла порошковой проволокой с различными наполнителями. // Бюл. Черная металлургия, № 4, 2001. С. 31−35.
- Конструирование и расчёт машин химических производств/ Ю. И. Гусев, И. Н. Карасёв, Э.Э. Кольман-Иванов и др. М.: Машиностроение, 1985. — 408 с.
- Кордонский Х.Б. Приложения теории вероятностей в инженерном деле. -Л.: Физматгиз, 1963. 436 с.
- Лещенко И.П., Мазун А. А., Каллистратов О. Н. и др. Технология обработки углеродистой стали порошковой лентой. // Бюл. Черная металлургия, № 12, 1994-С. 32−33.
- Лушников В.М., Колесников А. Г., Молчанов А. П. и др. Технология и оборудование для промышленного производства порошковой проволоки металлургического назначения. // Труды III конгр. сталеплавильщиков. М.: Черметинформация, 1996. — С. 253−255.
- Математическая статистика / Под ред. A.M. Длина. М.: Высшая школа, 1975.-398 с.
- Машины и агрегаты металлургических заводов. В. 3-х томах. Т. З. Машины и агрегаты для производства и отделки проката. / Целиков А. И., Полухин П. И., Гребеник В. М. и др. М.: Металлургия, 1988. — 68 с.
- Месарович М., Мако Д., Такахара И. Теория иерархических многоуровневых систем. М.: Мир, 1973, — 344 с.
- Мулько Г. Н., Куликов В. В., Кулаков В. В. и др. Освоение технологии обработки стали в ковше проволокой с углеродным наполнителем. // Труды III конгр. сталеплавильщиков. М.: Черметинформация, 1996. — С. 249−250.
- Одрин В.М. Морфологический метод поиска технических решений: современное состояние, возможности, перспектива. Киев: Знание, 1982. — 16 с.
- Орлов С.П. Дозирующие устройства. М.: МАШГИЗ, 1960, — 240 с.
- Патент РФ № 2 086 380, МКИ В23К 35/40, B22 °F 5/12. Способ изготовления порошковой проволоки для внепечной обработки стали и технологическая линия для его осуществления. / Есипов В. Д., Мичурин Б. В., Гришенков В. М. и др.
- Патент РФ № 2 095 215, МКИ В23К 35/40. Способ изготовления порошковой проволоки. / Писаренко Ф. А., Шевченко Ю. Т., Ващенко К. А. и др.
- Патент РФ № 2 103 136, МКИ В23К 35/40. Способ изготовления порошковой проволоки. / Есипов В. Д., Мичурин Б. В., Смирнов И.И.
- Патент РФ № 2 103 137, МКИ В23К 35/40. Способ изготовления порошковой проволоки. / Есипов В. Д., Мичурин Б. В., Смирнов И.И.
- Патент РФ № 2 108 203, МКИ B22 °F 3/00, В21С 37/04, B22 °F 7/04. Разравни-ватель-уплотнитель порошка в желобе. / Есипов В. Д., Мичурин Б. В., Гришенков В. М., Смирнов И.И.
- Патент РФ № 2 110 385, МКИ В23К 35/40, B22 °F 3/00, B22 °F 7/04. Линия для производства порошковой проволоки в металлической оболочке / Есипов В. Д., Мичурин Б. В., Гришенков В.М.
- Патент РФ № 2 119 419, МКИ В23К 35/40. Способ изготовления герметичной порошковой проволоки. / Мичурин Б. В., Есипов В. Д., Коршунов Л. А., 1. Смирнов И.И.
- Патент РФ № 2 137 565, МКИ Я21С 37/04, B22 °F 5/12, В23К 35/40. Способ изготовления порошковой наплавочной ленты одношовной. / Есипов В. Д., Мичурин Б. В., Гришенков В. М., Смирнов И.И.
- Патент РФ на полезную модель № 40 716, МКИ В23К 35/40. Порошковая проволока. / Золотухин В. И., Соломин Н. П., Чураков С.В.
- Пацекин В.П., Рахимов К. З. Производство порошковой проволоки. М.: Металлургия, 1979. — 80 с.
- Порошковая металлургия и напылённые покрытия / В. Н. Анциферов, Г. В. Бобров, JI.K. Дружинин и др. М.: Металлургия, 1987. — 792 с.
- Походня И.К. и др. Производство порошковой проволоки. Киев: Вища школа, 1980.-232 с.
- Прейс В.В. Теория и проектирование роторных систем автоматической загрузки. Дисс. докт. техн. наук. — Тула, 1997. — 364 с.
- Прозоровский В.В. Современные объёмные дозаторы сыпучих материалов и системы управления ими. М.: ЦНИИТЭИлегпищемаш, 1973, — 52 с.
- Прокатка в порошковой металлургии / Е. Б. Ложечников. М.: Металлургия, 1987.- 184 с.
- Рогинский Г. А. Дозирование сыпучих материалов. М.: Химия, 1978, -176 с.
- Родичкин И.А. Оптимизация изготовления порошковой проволоки с трубчатой стыковой оболочкой. // Сталь, № 6, 2002. С. 61−64.
- Селезнев Ю.А., Носов Ю. Н., Липень В. В., Михалёв А. А. Освоение производства порошковой проволоки для обработки конвертерной стали в ОАО ЗСМК. // Сталь, № 5, 1999. С. 35−36.
- Справочник технолога-машиностроителя: в 2-х т.: Т.2 / Под ред. А.Г. Ко-силовой и Р. К. Мещерякова. М.: Машиностроение, 1986. — 496 с.
- Степук Л.Я. Механизация дозирования в кормоприготовлении. Минск: Ураджай, 1986, — 152 с.
- ТУ 14−1-5352−97. Проволока порошковая для обработки металлургических расплавов. Тула: ОАО «Ванадий-Тула», 1997. — 13 с.
- ТУ 107−21−99. Проволока порошковая для внепечной обработки стали и чугуна. — Новокузнецк: ОАО «Западно-Сибирский металлургический комбинат», 1999. 7 с.
- ТУ У 5 400 783−006−97. Проволока порошковая для обработки металлургических расплавов. Донецк: ОАО «Завод «Универсальное оборудование», 1997.-14 с.
- Формирование структуры и свойств пористых порошковых материалов / П. А. Витязь, В. М. Капцевич, А. Г. Косторнов и др. -М. Металлургия, 1993. -240 с.
- Чикишев А.В., Аксёнов Г. П. Развитие производства порошковой проволоки и трайб-аппаратов на АО ЧМЗ. // Труды IV конгр. сталеплавильщиков. -М.: Черметинформация, 1999. С. 343−344.
- Чувпило А.В. Разработка способа и исследование непрерывных процессов тонкослойного дозированного питания и смешения твёрдых порошковых и жидких компонентов Автореферат дисс. канд. техн. наук. — М., 1965. — 29 с.
- Чураков С.В., Евсеев А. В. Роторный смесительный модуль для получения сыпучих материалов. В сб.: Теория, технология, оборудование и автоматизация обработки металлов давлением и резанием. — Тула: ТулГУ, 1999. — С. 268−272.
- Чураков С.В. К вопросу о дозировании сыпучих материалов в производстве многокомпонентных смесей. В сб.: Лучшие работы студентов и молодых учёных технологического факультета. / Под ред. Г. Г. Дубенского. — Тула, ТулГУ, 2000. — С. 132−134.
- Чураков С.В., Прейс В. В. Модели структуры автоматических дозирующих устройств для сыпучих материалов. В сб. трудов международной конференции АПИР-5−2000. / Под ред. И. А. Клусова. — Тула: ТулГУ, 2002. — С. 24−29.
- Чураков С.В. Структурные компоненты систем быстрой смены погружных стаканов установок непрерывной разливки сталей. В сб. трудов международной конференции АПИР-5−2000. / Под ред. И. А. Клусова. Тула: ТулГУ, 2002.-С. 92−95.
- Чураков С.В. Линия модели ЛПП-М для производства порошковой проволоки. В сб.: Комплексная автоматизация производства на базе роторных и роторно-конвейерных линий. / Под ред. В. В. Прейса. — Тула: Гриф и К°, 2002. — С. 32−37.
- Чураков С.В., Варфоломеева Т. М. Применение кальцийсодержащей порошковой проволоки для внепечной обработки стали. // Известия ТулГУ. Серия. Материаловедение. Тула: ТулГУ, вып. 1, 2002. — С. 156−157.
- Чураков С.В., Варфоломеева Т. М. Разновидности сердечников металлургической порошковой проволоки. // Известия ТулГУ. Серия. Материаловедение. Тула: ТулГУ, вып. 1, 2002. — С. 157−160.
- Чураков С.В. Потери производительности технологического комплекса оборудования изготовления порошковой проволоки. В сб. трудов международной конференции АПИР-7−2002. / Под ред. Ю. Л. Маткина, А. С. Горелова. — Тула: Гриф и К°, 2002. — С. 80−84.
- Чураков С.В. Ковшевая обработка чёрных сплавов порошковыми проволоками. // Заготовительные производства в машиностроении, № 3, 2003. С. 26−29.
- Чураков С.В. Порошковая проволока: конструкция и технология производства. // Заготовительные производства в машиностроении, № 5, 2003. С. 41−45.
- Чураков С.В. Влияние режимов дозирования наполнителя на стабильность погонной массы порошковой проволоки. // Известия ТулГУ. Серия. Машиностроение. Тула: ТулГУ, вып. 2, 2003. — С. 388−393.
- Чураков С.В. Постановка задачи экспериментального исследования питателя с зубчатым барабаном. В сб. трудов международной конференции АПИР-8−2003 / Под ред. Ю. Л. Маткина, А. С. Горелова. Тула: ТулГУ, 2003. -С. 141−145.
- Чураков С.В., Золотухин В. И. Морфология конструкций порошковойпроволоки. // Известия ТулГУ. Серия. Материаловедение. Тула: ТулГУ, вып. 4, 2003.-С. 185−193.
- Чураков С.В. Вопросы проектирования питателей с зубчатым барабаном. // Известия ТулГУ. Серия. Технология машиностроения. Тула: ТулГУ, вып. 1, 2004. — С. 66−70.
- Чураков С.В. Порошковая проволока: показатели качества. // Заготовительные производства в машиностроении, № 6, 2004. С. 52−54.
- Чураков С.В. О режимах работы шлюзового питателя для загрузки наполнителя порошковой проволоки. // Известия ТулГУ. Серия. Механика деформируемого твёрдого тела и обработка металлов давлением. Тула: ТулГУ, вып. 1, 2004. — С. 220−226.
- Прейс В.В., Чураков С. В. Расчёт производительности питающих механизмов для подачи сыпучих материалов. Методические указания. Тула: ТулГУ, 2000. — 24 с.
- Золотухин В.И., Лукаш А. Н., Чураков С. В. Определение количественных характеристик физико-технологических свойств порошковых и мелкозернистых материалов. Методические указания. Тула, ТулГУ, 2003. — 36 с.
- Шалимов А.Г., Каблуковский А. Ф., Котрехов В. А. и др. Использование порошковой проволоки для рафинирования в ковше металла в сталеплавильных и литейных цехах. // Сталь, № 8,1994. С. 21−22.
- Шаумян Г. А. Комплексная автоматизация производственных процессов. М.: Машиностроение, 1973. — 640 с.
- Яковлев С.П., Григорович В. Г. Применение математической статистики и теории планирования эксперимента в обработке металлов давлением. Тула: Тул. политех, ин-т, 1980. 80 с.
- European patent № 34 994В2, ICIС21С 7/00, В65 В 9/00, С22 В 9/10. Pro-duit composite a enveloppe tubulaire et ame en matiere pelverulente compactee et son procede de fabrication. / Douchy M., Tranchant J-L., Jehan M. Bui. 90/43, 1990.
- European patent № 18 7997B1, ICI C21C 7/00, C22B 9/10. Process for the automatic forming of continuous metal tube filled with powdered materials, its direct introduction in liquid metal, and related equipment. / Ferrari L. Bui. 89/10, 1989.
- European patent № 23 4623B1, ICI C21C 7/00, B23K 35/40. Powder filled tube and a methodfor the continuous manufacture of such tube. / de Zeeuw J. Bui. 90/13, 1990.
- European patent № 28 1485B1, ICI C21C 7/00, C21C 7/064, C21C 1/02. Produit composite a enveloppe tubulaire pour le traitemeent des bains metalliques fondus. / Douchy M. Bui. 90/42, 1990.
- Pellicani F., Gueussier A. Cored wire’s injection for in-ladle treatment of stainless and other specialty steels. //Affival brochure, 1989. 14p.