Разработка теории и технологии штамповки полых осесимметричных деталей комбинированным выдавливанием сдвигом
Выполненное теоретическое исследование предложенного технологического процесса позволило установить, что: в общем случае выдавливания заготовки в контейнере с отверстием в донной части диаметром больше или равным диаметру пуансона наблюдается четыре преимущественных направления пластических потоков металла соответствующих: обратному выдавливанию, прямому выдавливанию, внедрению пуансона… Читать ещё >
Содержание
- 1. Состояние вопроса. Цели и задачи исследования
- 1. 1. Анализ существующих способов штамповки выдавливанием полых изделий
- 1. 2. Анализ теоретических и экспериментальных исследований напряжённо-деформированного состояния в процессах выдавливания. КЗ
- Выводы, постановка цели и задач исследования
- 2. Теоретическое исследование процесса комбинированного выдавливания сдвигом полых осесимметричных деталей
- 2. 1. Деформированное состояние и усилия при выдавливании
- Обобщённая формула выдавливания
- 2. 2. Области существования процесса комбинированного выдавливания сдвигом
- 2. 3. Комбинированное выдавливание сдвигом деталей с глубокой полостью и различной формой наружной и внутренней поверхностей
- 2. 4. Выводы
- 3. Экспериментальные исследования процесса комбинированного выдавливания сдвигом
- 3. 1. Исследования деформированного состояния металла при комбинированном выдавливании сдвигом
- 3. 2. Усилия деформирования и кинематика течения металла при комбинированном выдавливании сдвигом
- 3. 3. Выводы
- 4. Опытно-промышленное опробование и внедрение технологических процессов штамповки с применением комбинированного выдавливания сдвигом
- 4. 1. Технические характеристики оборудования
- 4. 2. Разработка технологического процесса штамповки детали «Втулка переходная»
- 4. 3. Разработка технологического процесса штамповки детали «Стакан»
- 4. 4. Разработка технологического процесса штамповки детали
- Патрубок"
- 4. 5. Выводы
Разработка теории и технологии штамповки полых осесимметричных деталей комбинированным выдавливанием сдвигом (реферат, курсовая, диплом, контрольная)
Рациональное использование металла и снижение затрат энергии в условиях повышения цен на сырье и энергоносители является одним из важнейших условий успешного развития производства, высокого технического уровня технологических и конструкторских разработок и конкурентоспособности продукции.
Практически во всех отраслях промышленности применяются детали с глубокой полостью: корпуса гидрои пневмоцилиндров, амортизаторов, шахтных стоек, аккумуляторов, фильтров высокого давления, корпусные детали типа «стакан» и многие другие, имеющие отношение глубины полости к ее диаметру более трех.
В настоящее время полые заготовки изготавливают по традиционному, десятилетиями сложившемуся трехпереходному технологическому процессу: подготовительная операция с наметкой отверстия, операция формообразования полости выдавливанием и утонение стенки вытяжкой. Определяющей в этой технологии является операция формообразования полости. Она является наиболее энергоемкой и предопределяет качество поковки, оцениваемое прежде всего разностенностью. ,.
В большинстве своем в практике штамповки полых поковок применяется обратное выдавливание либо прямое выдавливание с раздачей. Эти операции характеризуются высокими нагрузками на пуансон, из-за которых он, упруго деформируясь, изгибается и смещается относительно оси симметрии, что приводит к получению разной толщины стенки полуфабриката. При этом в условиях массового производства приходится считаться с некачественной резкой исходного проката на штучные заготовки (неперпендикулярность или косина торца), неравномерным по сечению нагревом заготовок перед штамповкой, неравномерным нанесением смазки на рабочие поверхности инструмента и другими факторами, которые усугубляют развитие 5 разностенности. Влияние указанных факторов в совокупности приводит к тому, что штампованные заготовки в зависимости от диаметральных размеров имеют разностенность до 5 мм, которую устраняют механической обработкой. В результате общие отходы металла составляют до 60%, а также значительно увеличивается трудоемкость изготовления деталей.
Таким образом, &bdquo-актуальной является задача совершенствования технологических процессов штамповки полых поковок и, прежде всего, создание и исследование новых методов формообразования полости, которые обеспечивают снижение энергосиловых параметров и, как следствие, снижение расхода материала за счет уменьшения разностенности и сокращение трудоемкости изготовления. Одним из таких методов является метод комбинированного выдавливания сдвигом, применение которого в определенной степени решает проблемы изготовления полых изделийуменьшает усилия и снижает разностенность.
Цель работы: снижение технологической силы и уменьшение расхода металла в процессах штамповки выдавливанием полых осесимметричных деталей.
Методы исследований. Теоретические исследования процессов выдавливания выполнены энергетическим методом.
Экспериментальное исследование деформированного состояния металла проведено методом координатных сеток. Для обработки результатов экспериментов использована методика Г. А. Смирнова-Аляева.
Экспериментальные исследования усилий деформирования проведены тензометрией.
Экспериментальные исследования проведены на универсальной испытательной машине модели 1255 фирмы «Instron» (Англия) и механическом прессе усилием 3000 кН модели MKR-300 фирмы «Komatsu» (Япония).
Технологические процессы штамповки реализованы на механическом прессе усилием 10 000 кН модели К0940. 6.
Научную новизну имеют следующие результаты: разработаны математические модели деформируемого тела, учитывающие деформацию сдвигом при выдавливании в однои многоступенчатой матрицеопределены области существования преимущественных потоков металла при выдавливании в одноступенчатой матрице пуансоном, диаметр которого не превышает меньший диаметр матрицы.
Автор защищает: ^ — результаты теоретических и экспериментальных исследований процессов выдавливанияметодические рекомендации по проектированию технологических процессов штамповки полых осесимметричных деталей с различными формами наружной и внутренней поверхностей комбинированным выдавливанием сдвигом.
Практическая ценность работы заключается в: рекомендациях по построению технологического процесса штамповки полых осесимметричных поковок из стали и титановых сплавов комбинированным выдавливанием сдвигом (выбору припусков, допусков и напусков, числу и содержанию переходов, геометрии промежуточных заготовок) — рекомендациях по выбору энергосиловых и температурно-скоростных параметров технологического процесса штамповки комбинированным выдавливанием сдвигом, обеспечивающих необходимые технические требования по уровню стойкости инструмента и характеристик геометрии и механических свойств поковокосвоенных технологических процессах штамповки комбинированным выдавливанием сдвигом характерных полых поковок ответственного назначения для изделий новой техники. 7.
Достоверность результатов подтверждена сходимостью расчетных и экспериментальных данных в пределах 15%.
Реализация работы. Разработанные методические указания и fir соответствующая конструкторско-техническая документация на технологическую подготовку производства нескольких серий характерных поковок были применены в опытно-промышленном производстве ГШ Ш «Темп» и переданы для применения в ФГУП «Серовский механический завод» .
Апробация работы. Основные результаты исследований были доложены на Всероссийской юбилейной конференции «100-летие со дня рождения доктора технических наук М.В. Сторожева» (г. Москва, 1996 г.), Открытой научной конференции МГТУ «Станкин» и «Учебно-научного Центра Математического моделирования МГТУ „Станкин“ и ИММ РАН» (г. Москва, 1999 г.), на научном семинаре кафедры «Системы пластического деформирования» МГТУ «Станкин» (г. Москва, 2000 г.).
Публикации. Основные результаты диссертации опубликованы в 5-ти работах.
Структура и объем диссертации
Диссертация состоит из введения, четырех глав, заключения и выводов, списка литературы и приложений и содержит 135 страниц машинописного текста, 83 рисунка, 5 таблиц и список литературы из 79 наименований.
4.5. Выводы.
1. На основе полученных теоретических решений, в качестве примера составлен алгоритм, позволяющий определять основные геометрические параметры поковки по переходам при штамповке комбинированным выдавливанием сдвигом полой осесимметричной детали с буртом. Аналогичные алгоритмы можно составить для определения геометрических.
193 параметров поковок, имеющих различные формы внутренней и внешней поверхностей.
2. Разработаны и внедрены в опытно-промышленное производство ГНПП «Темп» технологические процессы штамповки трёх деталей различной конфигурации: деталь «Стакан» из стали 45X1 с внутренней цилиндрической и внешней ступенчатой поверхностямидеталь «Втулка переходная» из стали 80Г2С с конической внешней и ступенчатой внутренней поверхностямидеталь «Патрубок» из титанового сплава ВТ-6 с внутренней и внешней поверхностями конической формы.
3. Определено, что применение процесса комбинированного выдавливания сдвигом позволяет получить поковки с повышенной точностью диаметральных размеров полости. Так, измерения, проведённые в процессе штамповки детали «Втулка переходная» показали, что отклонение от номинала диаметров полостей поковок не превышает поле допуска по 14-ому квалитету при обеспечении стойкости пуансона из стали 4Х5МФС до 700 шт. При штамповке детали «Стакан» был применён пуансон из мартенситно стареющей стали Н18К9М5Т, что. позволило повысить стойкость до 1200 шт. при сохранении той же точности диаметральных размеров полости.
4. При штамповке детали «Патрубок» получены поковки, разностенность которых не превышает 0,7 мм, а колебания высоты не превышают 0,5 мм. Поковки, получаемые по ранее существовавшему технологическому процессу на основе обратного выдавливания, имели разностенность до 3-х мм. и колебания высоты до 15 мм. Применение технологического процесса штамповки на основе комбинированного выдавливания сдвигом позволило снизить уровень брака до 1. 1,5% вместо ранее существующего 10. 15%.
5. Экспериментальная штамповка поковок из стали 20 и алюминиевого сплава В95 в инструменте, предназначенном для штамповки детали.
Патрубок", показала возможность применения различных материалов в технологических процессах штамповки на основе комбинированного выдавливания сдвигом.
Заключение
и общие выводы.
1. Разработан технологический процесс штамповки полых осесимметричных деталей комбинированным выдавливанием сдвигом, позволивший повысить коэффициент использования металла на 20−30% и снизить разностенностъ роковок в 2−3 раза по сравнению с традиционным обратным выдавливанием.
2. Выполненное теоретическое исследование предложенного технологического процесса позволило установить, что: в общем случае выдавливания заготовки в контейнере с отверстием в донной части диаметром больше или равным диаметру пуансона наблюдается четыре преимущественных направления пластических потоков металла соответствующих: обратному выдавливанию, прямому выдавливанию, внедрению пуансона в полупространство и комбинированному выдавливанию сдвигомполученные теоретические зависимости, определяющие относительные удельные усилия на пуансоне, применимы для расчета условий реализации перечисленных процессов выдавливания цилиндрической заготовки гладким пуансоном в одноступенчатой матрицепроцесс комбинированного выдавливания сдвигом в одноступенчатой матрице реализуется при следующих значениях геометрических параметров заготовки и инструмента: отношение высоты заготовки к диаметру пуансона (v) меньше 1,8, отношение квадратов диаметров пуансона и матрицы (U4) от 0,11 до 1, а максимальное значение отношения квадратов диаметров матрицы и контейнера (U2) от 0,17 до 0,79.0,92.
3. Исследование комбинированного выдавливания сдвигом в многоступенчатой матрице показало, что: зависимости для оценки условий реализации течения металла и энергосиловых параметров процесса в одноступенчатой матрице могут быть.
196 применимы для комбинированного выдавливания сдвигом в матрице многоступенчатой, конической, сферической или иной формыприменение комбинированного выдавливания сдвигом в многоступенчатой матрице позволяет увеличить глубину полости в 3 раза по сравнению с выдавливанием в одноступенчатой матрице.
4. Экспериментальные исследования подтвердили достоверность полученных теоретических зависимостей. Максимальное расхождение между расчетом и экспериментом по нагрузкам не превысило 15%. ч Установлено, что очаг пластической деформации сосредоточен между торцом пуансона и отверстием очка матрицы. Наибольшая деформация имеет место на конической кольцевой поверхности, расположенной между кромками пуансона и матрицы. Сверху очаг деформации ограничен поверхностью, форма которой близка к сферической, опирающейся на кромки пуансона. Форма нижней границы очага деформации близка к сферической поверхности, которая опирается на кромки матрицы.
5. В сравнении с горячей штамповкой обратным выдавливанием при комбинированном выдавливании сдвигом достижимо снижение контактных нагрузок на инструмент на 40−45%, что позволяет снизить температуру деформирования на 25%.,.
6. Выполненные теоретические исследования позволили разработать и внедрить в производство технологические процессы штамповки комбинированным выдавливанием сдвигом поковок для деталей:
Стакан" из стали 45X1 с внутренней цилиндрической и внешней ступенчатой поверхностямич.
Втулка переходная" из стали 80Г2С с конической внешней и ступенчатой внутренней поверхностями;
Патрубок" из титанового сплава ВТ-6 с внутренней и внешней поверхностями конической формы.
Список литературы
- A.C. № 173 107 СССР МКИ 49. Способ выдавливания металлических деталей / Ю. Н. Можейко, Н. К. Розенталь (СССР). — № 807 015 / 25−27- Заявлено 07.12.62- Опубл. 07.07.65, Бюл. № 14 — С. 68.
- А.С. № 958 008 СССР, М. Кл. 3 В21 Д22/00 Способы изготовления деталей типа стаканов / В. В. Ефимов, Г. А. Кузнецова, А. А Хачикян (СССР). -№ 3 240 479/27−25- Заявлено 03.02.81- Опубл. 15.09.82, Бюл. № 34
- А.С. № 651 884 СССР, кл. В21 К21/10 Способ изготовления полых изделий / Ю. А. Кащенко, В. П. Ерёмин, В. К. Воронцов, И. С. Алиев, JI.H. Соколов, В. Н. Ефимов и Е. П. Бондарь. (СССР). № 4 319 402/31−27- Заявлено 15.09.87- Опубл. 23.05.89. Бюл. № 19.
- А.С. № 160 931 СССР, МКИ 49. Способ обратного выдавливания деталей типа стаканов / С. Ш. Яшаев (СССР). № 807 015 / 25−27- Заявлено 13.09.62- Опубл. 26.02.64. Бюл. № 5. — С. 82
- И.Алюпшн Ю. А., Еленев С. А. Применение энергетического метода дш расчета и анализа процессов пластического формоизменения металлов / Исследование процессов пластической деформации металлов. М.: Наука 1965. С. 106 -133.
- Алюпшн Ю.А. Метод расчета процессов пластического формоизменения ш линиям тока : Диссертация на соискание степени доктора технических нау! ч 05.324. Защищена 1971. — Новокузнецк, 1971. — 427с.
- Алюшин Ю.А. Определение верхней оценки удельного усилия npi прессовании металлов // Кузнечно-штамповочное производство. 1965. № 1. С. 10−13.
- Алюпшн Ю.А. Определение удельных усилий и минимальных обжатий пр* прессовании методом верхней оценки. // Кузнечно-пггамповочно< производство. 1965. № 4. С. 19−24.
- Алюшин Ю. А Теоретические основы энергетических методов расчет* процессов обработки металлов давлением: Учебное пособие. Ростов -ш Дону. РИСХМ, 1981. 106с.
- Грязнов В.В. Исследование процессов комбинированного осесим-метричного холодного выдавливания. / Автореферат диссертации нг соискание ученой степени кандидата технических наук. Новокузнецк СМИ, 1980. — 14с.
- Даммер А.Э., Экк Е.В., Кононов В. Г. Совершенствование процессе выдавливания полых деталей на кривошипных прессах. // Кузнечно-штамповочное производство. 1977. — № 2. С. 10 -11.
- Джонсон В., Кудо X. Механика процесса выдавливания металла / Пер. с англ.: Под ред. М. З. Ерманка. М.: Металлургия. — 1965. — 174с.
- Джонсон У., Меллор П. Теория пластичности для инженеров. М. Машиностроение, 1979. — 567 с.199
- Дорошко В.И., Бакров В. П., Мельник П. А. О проектировании инструмент для прямого выдавливания полых изделий. // Известия вузов. Черна металлургия. 1989. — № 8. -С. 155−156
- Дорошко В.И. Напряжение, усилие и предельная деформация при прямо? выдавливании с раздачей полых изделий // Вопросы авиационной науки i техники. Сер. Технология лёгких сплавов: 1986. Вып. 9. — С. 31 — 36.
- Дорошко В.И. Усилие прямого выдавливания в равновеликий конически зазор // Известия вузов. Чёрная металлургия. 1988. — № 12. -С. 47−51
- Евдокимов А.К. Систематизация и повышение эффективности операци выдавливания на основе теоретических, экспериментальных i промышленных разработок. / Автореферат диссертации на соискашк ученой степени доктора технических наук. Тула: ТГУ, 1998. — 41с.
- Карапетян Ж.А. Пластическое течение металла в условиях закрыто! прошивки закругленным пуансоном с большим обжатием // Кузнечно штамповочное производство. 1969. № 2.-С.11−13.
- Ковка и штамповка: Справочник. В 4-х Т. / Ред. Совет: Е. И. Семенов (пред. и др. М. -.Машиностроение, 1985 — Т. 1. Материалы и нагрев Оборудование. Ковка / Под ред. Е. И. Семенов (пред.) и др. — М •.Машиностроение, 1985. — 568с.200
- Кодрон к. Горячая обработка металлов: В 3-х т.-М.: Москиз, 1929.-T.3−323 с.
- Коммель Ф.А. Исследование процесса холодного комбинированного выдавливания деталей типа ступенчатых втулок: Диссертация на соискание степени кандидата технических наук 05.324. Защищена 1973. — Таллин, 1971.-208с.
- ЗГ.Коммель Ф. А. О формоизменении заготовки при комбинированном выдавливании // Инженерные методы расчета пластической обработки металлов. Таллин: ЭстНИИНТИ, 1971. — С. 78 — 85.
- Кузнецов Д.П. расчет усилий холодного выдавливания полых цилиндрических деталей. // Новое в кузнечно-штамповочных цехах Ленинграда. Л.: Машгиз, 1958. С. 161 — 168.
- Кузнечиков С.Ю. Кинематика течения и усилия деформирования заготовки при комбинированном выдавливании в условиях неполной горячей деформации // Известия вузов. Машиностроение. 1988. № 5. — С. 109 -114.
- Ланской Е.Н., Позднеев Б. М. Совершенствование процессов полугорячей объемной штамповки: Обзор. М.: НИИмаш, 1983. — 56с.
- Митькин А.Н. Холодное обратное выдавливание стальных деталей (НИИТ Автопрома) // Холодное объемное деформирование металлов: 4. М.: МДНТП, 1962. С. 38 — 40.
- Мянд Х.Х. Определение усилий при комбинированном выдавливании деталей типа ступенчатых втулок // Прогрессивные процессы обработки1. V, выдавливанием деталей инструментального произ водства. Таллин: ЭстНИИНТИ, 1975 — С. 122 — 128.
- Мянд Х.Х. Формоизменение при комбинированном выдавливании // Прогрессивные процессы обработки выдавливанием деталей инструментального производства.- Таллин: ЭстНИИНТИ, 1975 С. 129 — 133.
- A.Г.Овчинников, Е. П. Добряков и др. // Кузнечно-штамповочно! производство. 1984. — № 11. С. 21 — 23.
- Патент № 1 807 914 СССР В21К21/04 Способ изготовления полых изделий
- B.И. Дорошко, В. М. Гришин, Л. И. Семеняка, М. Г. Кабаков, А.А. Окунь202
- В.В. Курин. № 5 023 688/27: Заявлено 22.01.92.- Опубл. 07.04.93. Бюл. № 13
- Перлин И.Л. Расчет давлений при прессовании прутков, труб и профилей / Цветные металлы. 1957. — № 9. — С. 14 -16.
- Перлин И.Л. Теория прессования металлов. М.: Металлургия, 1964. 344с.
- Прогрессивные технологические процессы холодной штамповки Ф. В. Гречников, A.Iyl. Дмитриев, В. Д. Кухарь и др.- Под общ. ред
- A.Г.Овчинникова. -М.: Машиностроение, 1985. 184 с. 52 .Разработка способов выдавливания с активным действием трения
- B.Л.Бережной, Б. С. Мороз, Ю. П. Рязанцев и др. // Кузнечно-штамповочно< производство. 1984. — № 2. С. 8 — 10.
- Ребельский А.В. Основы проектирования процессов горячей объемно! штамповки. М.: Машиностроение, 1965. 248с.
- Ренне И.П. Приближенное значение (верхняя оценка) величины давленю при прессовании через коническую матрицу // Кузнечно-штамповочно< производство. 1965. № 4. С. 7 — 9.
- Рыбарж А.А. Производство снарядов. М.: Оборонгиз, 1943. 327 с.
- Селиванова Л.В., Катрич Ю. П., Максимук B.C. Штамповка полых ступиц / Обработка металлов давлением: Межвузовский сборник. Ростов-на-Дону РИСХМ, 1980. -С. 113−120.
- Сенчшцев С.А. Выбор оптимальной формы рабочей части пуансона дш холодного выдавливания внутренних шестигранников. // Станки v инструмент. 1958. — № 1. С. — 12−14.
- Смирнов-Аляев Г. А. Сопротивление материалов пластическом) деформированию. 3-е изд., перераб. — Л.: Машиностроение, 1978. — 368с.
- Смирнов-Аляев Г. А., Чикидовский В. П. Экспериментальные исследования е обработке металлов давлением. Л.: Машиностроение, 1972. — 360с.
- Степанский Л.Г. К расчету усилий и деформаций при обработке металлов давлением //Кузнечно-пггамповочное производство. 1959. № 3. С. 14 -16.
- Степанский Л.Г. Расчеты процессов обработки металлов давлением. М. :203
- Машиностроение, 1979. т 215с.
- Степанский Л. Г. Унксов Е.П. О приближенном решении некоторых плоскодеформированных и осесимметричных пластических задач П Известия АН СССР, ОТН, Механика и машиностроение. 1961 —. № 1. — С. 14−18.
- Сторожев М.В., Попов Е. А. Теория обработки металлов давлением. Изд. 4-е, перераб. и доп. М.: Машиностроение, 1977. 423 с.
- Тарновский И.Л., Ганаю О. А., Вайсбурд Р. А. Деформации и усилия при закрытой прошивке // Известия вузов. Черная металлургия. 1960. — № 4. -С. 56 — 60.
- Третьяков А.В., Трофимов Г. К., Гурьянова М. К. Механические свойства сталей и сплавов при пластическом деформировании: Справочник. М.: Машиностроение, 1971. — 63с.
- Томленов А.Д. Механика обработки металлов давлением. М.: Машгиз, 1963. 235с.
- Томленов А.Д. Теория пластических деформаций. М.: Машгиз, 1957. -282с.
- Унксов Е.П. Инженерная теория пластичности. М.: Машгиз, 1959. — 328с.
- Холодная объёмнаяштамповкам и выдавливание стали. 4.1 // 24 Технология и оборудование кузнечно-штамповочного производства. М.: ВИНИТИ. -1974. — № 32. — Реф. № 202. С. 14−44.
- Холодная объёмная штамповка: Справочник. / Под ред. Г. А. Навроцкого, М.: Машиностроение, 1973. 496 с.
- Чеченев Н.А., Кудрин А. Б. Полухин П.И. Методы исследования процессов обработки металлов давлением. М.: Металлургия, 1977. — 311с.
- Чудаков П.Д., Коробкин В. Д. Верхняя оценка усилия, необходимого для пластического течения в конической матрице // Кузнечно-штамповочное производство. 1965. № 5. С. 10 -12.
- Шехтер В .Я. Определение усилий при холодном прямом прессовании, 204редуцировании и калибровании сплошных и полых деталей. // Кузнечно штамповочное производство. 1967. — № 8. — С. 14 -16.
- Шофман JI.A. Основы расчета процессов штамповки и прессования. М. Машгиз. 1961. — 340с.
- Шофман JI.A. Теория и расчеты процессов холодной штамповки. 2-е изд. перераб. — М.: Машиностроение, 1964. — 375с.
- Яшаев С.Ш. Основы дифференцированного выдавливания // Кузнечно штамповочное производство. -1966. № 9. С. 4 — 6.
- Kudo Н. An Upper-Bound Approach to Plain-Strain Forging and Extrusion -1, Б III, Jnt. J. Mech. Sei, 1960, V. I pp. 57 83, 229 — 252, 366 — 368.
- Kunogi M. A New Method of Cold Extrusion of Steel. Trans. Japan Soc. Mech Engimeers, October. — 1957. -№ 23. P. 792
- Rowell Douglas W. Ein Neues Verfahnen Zur Herstellung Dumvandiger Rohr< Mit Grobem Durchmesser. Blech Rohre Profile. 1978, 25, № 11, 553 554.1. UaV
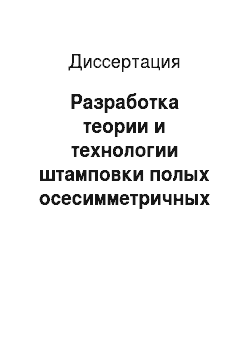
- Оьласти существования процесса комБиниРованного выдавливания сдвигом в зависимости от U2 и v при 114=0,3 и1. Ua1 F Г f F I F F00 0.1 0.2 0,3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0V
- Облости суцест&овония процесса комбинированного выдавливания сдвигом в зависимости от U2 и v при 114=0,7 и2101. Ua1. I I I I i i i г00 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0V
- Облости существования процесса комбинировонного выдавливания сдвигом в зависимости от U2 и v при U4=Q, 9 иn^QvV^-t^s^O, 1. ГОСТ 3.1118−82 Форма 1 б. 1. ДУБЛ. ВЗАМ. ПОДЛ. j 1 8 I 3 черт. АКТШ.712 721.002 | 121 02.1.21.000009
- А Цех Уч. РМ Опер Код, наименование операции Обозначение документа
- Б Код, наименование оборудования см Проф. Р УТ КР КОИД ЕН ОП Кшт Тпз Тшт.
- К/М Наименование детали, сб. Единицы или матер. Обозначение, код ОПП ЕВ ЕН КИ Н. расх
- А 01 iii 1 ¦ Клещи кузнечные с охватом*70. 100 мм. ГОС' ' «1 1.1 ' '1. 1. г Г 11 395−75 1 *
- III 1 1 г. 1 1 1 1 1 1 1 1 1
- А 03 ОТК 020 КОНТРОЛЬНАЯ 4 раза в смену
- О 04 ill 1 II 1 1 1 1 1 1 1 1 1 Контролировать температуру нагрева заготовки 900.950 С
- Т 05 lit 1 1 1 1 1 i t 1 1 1 1 1 Пирометр оптический ОППИР 017 ГОСТ 8335– — 8106 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1
- А 07 I I I I 1 * 1 1 1 1 1 1 1 I I 49 025 ВСПОМОГАТЕЛЬНАЯ
- О 08 I 1 г 1 i t. i t i t ¦¦ 1 | | | | Нагреть штамповый инструмент до температуры 250.300 С подогретыми заготовками09 1 * 1 Г. 1 it it 1 1 1 1 1
- А 10 49 030 ШТАМПОВОЧНАЯ (инструкция 13)
- Б 11 ill 1 1 j i ' i ¦ j i i i i i i Пресс кривошипный модели К0940, усилием 10 Мн
- О 12 iiii I | I I 1 1 1 1 1 1 1 1) Смазать инструмент смазкой: серебристый графит ГОСТ 5279–74 —20%, масло И-ЗОА ГОСТ 20 799–88−80%13 | 1 1 1 1 1 1 1 1 1 1 I I | | 2), Провести формовку заготовки (см. КЭ лист 7)
- Т 14 ill 1 1 ¦ Г '1 .I I 1 ¦. 1 1 1 1 1 Штамповый блок ЦШКС00.000СБ, наладка ВЮЭ03.855.00.00.000СБ, клещи кузнечные ГОСТ 11 396–75, квач15 ill 1 I’III ii IIII i
- МК горячая объёмная штамповкаы1. ГОСТ 3.1118−82 Форма 16. 1. ДУБЛ. ВЗАМ. J ПОДЛ. 8 4 черт. АКТШ.712 721.002 121 02.1.21.000009
- А Цех Уч. РМ Опер Код, наименование операции Обозначение документа
- Б Код, наименование оборудования СМ Проф. Р УТ КР КОИД ЕН ОП Kurr Тпз Тшт.
- К/М Наименование детали, сб. Единицы или матер. Обозначение, код ОПП ЕВ ЕН КИ Н. расх
- А 01 49 035 ШТАМПОВОЧНАЯ (инстто Г I I II гкция по ТБ 13) 1
- Б 02 I I I 1 Г 1 1 1 1 1 III 1 1 Пресс кривошипный модели К0940 усилием 10 Мн
- О 03 til 1 if i t ii i i i i i 1) Смазать инструмент смазкой. серебристый графит ГОСТ 5279–74 —20%, масло И-30А ГОСТ 20 799–88−80%04 ill 1 ¦ ¦ ¦ «1 ¦ 1 1 II 1 1 1 1 1 2) Провести выдавливание заготовки (см. КЭ лист 8)
- Т 05 ¦ii 1 11 II II II 1 1 1 1 1 Штамповый блок ЦШКСОО. ОООСБ, наладка ВЮЭ03.855.00.00.000СБ, клещи кузнечные ГОСТ 11 396–75, квач06 ill 1 I I I I ii 1 1 1 1 1
- А 07 ¦ 1 1 1 1 1 1 1 1 1 I 1 1 I | ОТК 020 КОНТРОЛЬНАЯ-10%
- О 08 ill 1 1 1 1 1 II iiii 1 Контролировать в горячем состоянии размеры: 1,2,3,4 (см. КЭ лист 8)
- Т 09 1 1 1 1 1 Т 1 * ' I I 1 111 1 1 1 1 Линейка 500 ГОСТ 427–7510 1 1 1 1. 1 1 Г 1 1 1 1 III 1 1
- All 1 1 1 1 I I I I ill i i i i, 49 025 ВСПОМОГАТЕЛЬНАЯ
- О 12 /ii i .II i i i i i i i i i Охладить заготовки в местах защищенных от влаги13 ill 1 II I I.1 Г 1 1 1 1 1 i
- А 14 III 1 («III II 1 1 1 1 1 ОТК 020 КОНТРОЛЬНАЯ -100%15 ill i I I II i i i i i i i Контролировать в холодном состоянии размеры. 1,2,3,4 (см. КЭ лист 8)
- М К горячая объёмная штамповка1. ГОСТ 3.1118−82 Форма 1 б. 1. ДУБЛ. ВЗАМ. ПОДЛ. д 1 8 1 5 черт. АКТТП.712 721.002 121 02.1.21.000009
- А Цех Уч. РМ Опер Код, наименование операции Обозначение документа
- Б Код, наименование оборудования CM Проф. Р УТ КР КОИД ЕН ОП Кип Тпз Тшт.
- К/М Наименование детали, сб. Единицы или матер. Обозначение, код ОПТ! ЕВ ЕН КИ Н. расх
- Т01 ' Штангенциркуль ШЦ-1−125'ГОСТ 162−73 i II II ч02 ¦ II 1 1 ¦ 1 1 iiii 1 03 it! 1 IIII i i 1 1 1 ' i i i i
- I I l 1 Г 1 1 1 1.1 ' 1 1 II' i i05 iii i it it ii. i i i i i 06 iii i ii i) .,.,. i t i i i 07 iii i II I I 11. IIII I
- М К горячая объёмная штамповка