Совершенствование технологии производства гнутых профилей с отбортовками в роликах методом интенсивного деформирования
Существует несколько альтернативных способов получения гнутых профилей с отбортовками, а именно: штамповка, гибка на прессах и протяжка в инструментальных фильерах. Однако использование этих способов изготовления затруднительно для получения профилей большой длины с узкими отбортовками. Еще более существенным ограничением этих технологий является получение профилей со сложной конфигурацией… Читать ещё >
Содержание
- 1. СОСТОЯНИЕ ВОПРОСА И ЗАДАЧИ ИССЛЕДОВАНИЯ
- 1. 1. Применение профилей с отбортовками
- 1. 2. Способы получения гнутых профилей с отбортовками
- 1. 3. Профилегибочное оборудование для производства профилей с отбортовками
- 1. 4. Классификация дефектов профилей с отбортовками
- 1. 5. Применяемые материалы для производства гнутых профилей
- 1. 6. Учет факторов процесса профилирования при теоретическом анализе
- 1. 7. Выводы
- 1. 8. Постановка задач исследования
- 2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОФИЛЕЙ С ОТБОРТОВКАМИ
- 2. 1. Классификация профилей с отбортовками
- 2. 2. Расчет развертки сечения профиля и предварительный расчет ширины заготовки
- 2. 3. Исследование напряженно-деформированного состояния в зонах изгиба при различном нагружении
- 2. 4. Исследование зоны плавного перехода
- 2. 5. Определение предельных параметров формовки угловых зон при торцевом поджатии с помощью конечно-элементного анализа
- 2. 6. Выводы
- 3. ПРОВЕДЕНИЕ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
- 3. 1. Организационные аспекты экспериментальных исследований
- 3. 2. Исследование влияния вида нагружения на параметры угловых зон
- 3. 3. Исследование влияния ширины отбортовки на изменение толщины зоны изгиба на основе полного факторного эксперимента
- 3. 4. Исследование влияния промежуточных радиусов изгиба заготовки на геометрические параметры сечения профиля
- 3. 5. Экспериментальное исследование возможности использования теоретической модели зоны плавного перехода в
- приложении к формовке сложных профилей с отбортовками
- 3. 6. Исследование влияния отбортовок на протяженность ЗП
- 3. 7. Некоторые вопросы устойчивости деформирования профилей с отбортовками
- 3. 8. Выводы
- 4. РАЗРАБОТКА ТЕХНОЛОГИИ
- 4. 1. Проработка профиля на технологичность
- 4. 2. Выбор схемы и режимов формообразования
- 4. 3. Разработка профилирующей оснастки
- 4. 4. Изготовление формующих роликов
- 4. 5. Отладка процесса формообразования
- 4. 6. Алгоритм разработки технологии изготовления профилей с элементами жесткости — отбортовками
- 4. 7. Параметры профилей для ответственных конструкций
- 4. 8. Внедрение методики, технологии и экономический эффект
- 4. 9. Выводы
Совершенствование технологии производства гнутых профилей с отбортовками в роликах методом интенсивного деформирования (реферат, курсовая, диплом, контрольная)
В последнее время в России наметилась устойчивая тенденция к применению все большего количества гнутых металлических профилей практически во всех отраслях народного хозяйства. За последние 10 лет увеличились не только объемы производства гнутых металлических профилей, но и существенно расширился их сортамент [1].
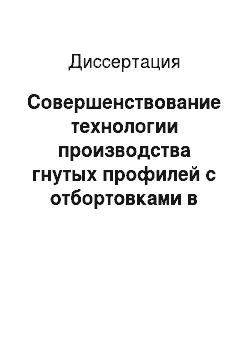
ГОСТ 14 350–80 [2] определяет гнутый профиль проката как профиль, полученный методом профилирования заготовки на профилегибочных агрегатах. Согласно ГОСТ 14 350–80 более 50% профилей несут отбортованную часть. Основные элементы гнутых профилей показаны на рис. 1.
Сортовые горячекатаные и прессованные профили имеют ограниченную сферу приложения (в основном силовые элементы конструкций), а также такой существенный недостаток как отсутствие изначального покрытия, обусловленный техническими возможностями процессов горячей прокатки и прессования. Кроме того, в некоторых конструктивных приложениях гнутые профили оказываются предпочтительными как с точки зрения весовой отдачи, так и с точки зрения их эксплуатационной надежности и эффективности [3].
Существует несколько альтернативных способов получения гнутых профилей с отбортовками, а именно: штамповка, гибка на прессах и протяжка в инструментальных фильерах. Однако использование этих способов изготовления затруднительно для получения профилей большой длины с узкими отбортовками. Еще более существенным ограничением этих технологий является получение профилей со сложной конфигурацией поперечного сечения. Кроме того, эти способы приводят к большим потерям металла, они малопроизводитель.
Рис. 1.1. Основные элементы гнутого профиля: 1 — угловая зона- 2 — дно профиля- 3 — продольные рифты- 4 — боковая полка- 5 — горизонтальные полки- 6 — отбортовки ны, себестоимость гнутых профилей оказывается достаточно высокой, что резко ограничивают применение указанных технологий в промышленной сфере.
Традиционное профилирование, использующее крупногабаритное оборудование и большое число переходов, оказывается мало эффективным в условиях меняющейся номенклатуры профилей и их мелкосерийного производства, получившего широкое распространение в последние годы [4].
Одним из прогрессивных методов производства профилей в роликах профилировочных станков является метод интенсивного деформирования (МИД). Его основной особенностью является одновременная формовка всех элементов профиля, что позволяет существенно уменьшить число переходов, использовать компактное оборудование и тем самым снизить затраты на изготовление профилей, особенно в условиях мелкосерийного производства. Другой отличительной чертой указанного метода является значительное «ужесточение» режимов подгибки элементов профиля.
Однако применение данного метода для производства профилей с периферийными элементами жесткости типа отбортовок ограничивается вследствие ряда факторов: отсутствие классификаторов профилей и их дефектов, надежных математических моделей процесса формообразования, рекомендаций по разработке схем формообразования и проектированию технологической оснастки, недостаточная эффективность технологических решений по предотвращению дефектов и повышению качества профилей, и др. Устранение указанных недостатков представляет собой актуальную научно-техническую проблему, требующую решения.
Работа посвящена выработке технических решений, направленных на снижение затрат и повышения качества профилей с периферийными элементами жесткости — отбортовками, изготавливаемых в роликах МИД, на основе теоретических и экспериментальных исследований.
Цель работы, разработка на основе комплексных теоретических и экспериментальных исследований научно обоснованной методики проектирования технологического процесса изготовления методом интенсивного деформирования гнутых профилей с отбортовками, обеспечивающей повышение качества продукции, снижение затрат на разработку и освоение технологии.
Объектом исследования являлись процессы формообразования гнутых профилей с отбортовками МИД и средства их реализации. Предметом исследования было совершенствование технологии производства МИД в роликах профилей с отбортовками из стальных и алюминиевых сплавов, а также формующего инструмента для профилей открытого типа.
Методологической и теоретической основой для разработки служили классические работы по механике деформируемого твердого тела, теории профилирования и обработке металлов давлением отечественных и зарубежных исследователей: Ю. М. Арышенского, С. Ф. Березовского, К. Н. Богоявленского, С. И. Вдовина, А. С. Вольмира, Ф. В. Гречникова, Г. Я. Гуна, В. И. Давыдова, М. Е. Докторова, В.И. -Ершова, М. Киути, Д. Кокадо, И. М. Колганова, В. В. Колмогорова А.Д. Матвеева, В. А. Марковцева, Е. Онода, В. А. Осадчего, Е. А. Попова, Г. В. Проскурякова, Ю. Н. Работнова, И. П. Ренне, В. В. Соколовского X. Судзуки, И. С. Тришевского, С. В. Филимонова, Р. Хилла, В. П. Шеногина, а также ряда других ученых.
Информационной базой работы служили публикации в отечественных и зарубежных журналах, монографии, учебники, и справочники по предметной области, описания патентов, информационные ресурсы Интернет.
Лично автором и с его участием разработаны: классификатор профилей с отбортовками (100%), классификатор дефектов профилей с отбортовками (100%), математические модели угловой зоны для расчета параметров НДС и расчета ширины заготовки при различном нагружении на предварительных и окончательных переходах (40%) — математические модели процесса формообразования зоны плавного перехода (40%) — методика и алгоритм проектирования технологического оснащения для изготовления профилей с отбортовками (100%) — технологические решения по разработке технологического оснащения для изготовления профилей с отбортовками, на которые получены охранные документы патентного ведомства РФ (доля участия соискателя 70%). Соискателем лично разработаны схемы формообразования профилей, проведен авторский надзор за изготовлением технологического оснащения, проведены экспериментальные исследования образцов и заготовок при изготовлении профилей с отбортовками по интенсивным схемам формообразованиятехнологические процессы и оснащение внедрены при участии соискателя на ряде предприятий РФ. Творческий вклад автора в опубликованных работах приведен в заключении Ульяновского государственного технического университета (организации, где выполнена работа).
Научная новизна работы заключается в разработке классификаторов профилей с отбортовками, их дефектов, а также математических моделей угловой зоны для расчета параметров НДС и расчета ширины заготовки при различном нагружении на предварительных и окончательных переходах, процесса формообразования зоны плавного перехода. Технические решения по технологическому оснащению для изготовления профилей с периферийными элементами жесткости защищены патентом на полезную модель.
Достоверность результатов обеспечена применением альтернативных методов исследования: теоретических, экспериментальных, метода конечных элементов. Экспериментальные исследования подтвердили достоверность применяемых теоретических моделей с точностью от 5 до 17%, что представляется удовлетворительным для практических целей.
Практическая ценность работы состоит в разработке и практическом апробировании процедуры проектирования роликовой оснастки для изготовления МИД гнутых профилей с отбортовками, что позволяет сократить затраты на освоение технологии (до 15%) и повысить качество производимых профилей. Практическая ценность работы подтверждается промышленным внедрением технологии и оборудования на ряде предприятий РФ с подтвержденным суммарным годовым экономическим эффектом 545,16 тыс. руб.
Основное содержание диссертации опубликовано в 20 научных работах, в том числе в патенте на полезную модель, а также трех статьях в рецензированных журналах, рекомендованных ВАК.
Результаты работы прошли апробацию на ряде вузовских, региональных и всероссийских конференций, а также на НТС кафедры «Материаловедение и ОМД» УлГТУ и НТС ОАО «Ульяновский НИАТ».
Диссертационная работа состоит из введения, четырех разделов, заключения: основных результатов и выводов, списка литературы из 148 наименований, приложения и включает 155 страниц машинописного текста, 77 рисунков, 25 таблиц.
ЗАКЛЮЧЕНИЕ
: ОСНОВНЫЕ РУЗУЛЬТАТЫ И ВЫВОДЫ.
1. Анализ применения профилей с отбортовками показал, что эффективность их применения на 20% выше по сравнению с применением фасонных профилей. Из известных методов изготовления профилей с отбортовками в условиях мелкосерийного производства предпочтительным является метод интенсивного деформирования. Анализ работ по теме позволил выявить проблемы, определить материалы, оборудование и типоразмеры профилей для исследования, сформулировать задачи работы.
2. Разработанные классификаторы профилей с отбортовками и их дефектов позволили систематично исследовать и совершенствовать технологию с обеспечением высокого качества профилей и снижением издержек на их освоение.
3. Модель изменения толщины заготовки на различных переходах и экспериментальные исследования несимметричных профилей с отбортовками показали, что при растяжении имеет место утонение порядка 5%, а при поджатии — утолщение до 4%. Теоретические значения отличаются от экспериментальных не более чем на 6%.
4. Построенная на основе ПФЭ регрессионная модель устанавливает зависимость изменения толщины заготовки от размеров отбортовки, толщины профиля и подгибки несущей полки. Расхождение значений изменения толщины заготовки в угловых зонах, полученных по теоретической модели и по регрессионной модели не превышает 14%.
5. Полученное вариационным методом решение задачи о протяженности ЗПП позволяет повысить качество профилей за счет предотвращения переформовки заготовки и оптимизации углов подгибки, позволяющих избежать дефектов неустойчивости пластического деформирования. Расхождение теоретических и экспериментальных данных по исследуемому массиву профилей с отбортовками семи типоразмеров в среднем лежит в пределах 12.17%.
6. Моделирование торцевого поджатия в среде Ansys позволило определить зависимости относительного радиуса, утонения и пружинения от величины подсадки, выявить допустимые значения поджатия полки. Разгрузка наружного контура зоны изгиба при поджатии полки дает возможность получать радиусы изгиба меньше допустимых радиусов при гибке моментом.
7. Исследованием влияния промежуточных радиусов кривизны заготовки на утонение заготовки и контактные напряжения, влияющие на сохранность покрытия, установлено, что применение плавно изменяющихся радиусов изгиба заготовки по переходам в 1,5 — 2 раза снижает значения утонений заготовки и уровень контактных напряжений.
8. Новый алгоритм (методика) разработки технологии производства профилей с отбортовками, учитывающий расположение профиля в валках, выбор базового элемента и оси профилирования, формы замыкающих элементов роликов, позволяет оптимизировать схему формообразования, сократить число переходов, повысить качество профилей и сократить на 8 — 9% издержки на освоение технологии их производства. Разработанная автором программа расчета себестоимости формующей оснастки в среде Delphi сокращает трудозатраты разработчиков, цеховых работников и позволяет оптимизировать производственные издержки.
9. Разработанные патент на роликовую оснастку, более 10 технологий производства профилей с отбортовками и методика разработки технологии изготовления профилей с отбортовками внедрены с участием автора на 5 предприятиях РФ, что подтверждается актами технического внедрения. Расчетный годовой экономический эффект от внедрения результатов работы составляет 545,16 тыс. руб.
Список литературы
- Патентный отдел, электронный ресурс.: Омск, Россия, [2000] - URL: http://www.sibpatent.ru (дата обращения 07.02.2006)
- ГОСТ 14 350–80. ПРОФИЛИ ПРОКАТА ГНУТЫЕ. Термины и определения. — М.: Издательство стандартов, 1980.
- ОАО «Киевметаллопром». электронный ресурс.: Киев, Украина, [2006] -URL: http://www.metaloprokat.com (дата обращения 07.02.2006)
- Филимонов С. В. Интенсивное формообразование гнутых профилей / С. В. Филимонов, В. И. Филимонов. Ульяновск: Изд-во УлГТУ, 2008. -444 с.
- Марковцев В.А. Формообразование стесненным изгибом в роликах и правка гнутых тонкостенных профилей / В. А. Марковцев, В. И. Филимонов. Ульяновск: Изд-во УлГТУ, 2006. — 244 с.
- Куприн П. Н. Снижение массы и повышение ресурса ЛА при внедрении гнутых профилей и перспективных материалов / П. Н. Куприн, И. М. Колганов, А. Н. Антонов // Сб. материалов Всероссийской научно-технической конференции. М.: МАТИ, 1999. — С. 838 — 839.
- Братухина А. Г. Современные технологии авиастроения / А. Г. Братухи-на, Ю. Л. Иванова. — М.: Машиностроение, 1999. 832 с.
- Филимонов, В. И. Изготовление методом интенсивного деформирования профилей из листа и их внедрение в авиастроении / В. И. Филимонов, В. А. Марковцев, И. М. Колганов, С. В. Филимонов, М. В. Илюшкин // Авиационная промышленность. 2001. — № 4. — С. 21 — 23.
- Колганов И. М. Процессы стесненного изгиба при различных методах формообразования / И. М. Колганов. Ульяновск: Изд-во УлГТУ, 2001. -108 с.
- Куприн П. Н. Решение одной задачи повышения качества гнутых профилей / П. Н. Куприн, И. М. Колганов, Е. В. Мансуров // Прогрессивныетехнологии, материалы и конструкции: Сборник научных трудов. Уль-%яновск, 1999. С. 89 — 93
- Гиммельфарб A.JI. Остовы конструирования в самолетостроении / А. Л. Гиммельфарб. М: Машиностроение, 1980. — 367 с.
- Карлашов А.В. Исследование коррозионной стойкости элементов внутреннего силового набора / А. В. Карлашов, A.M. Свиницкий, П. В. Токарев // Авиационная промышленность., 1986, № 11. — С. 69 — 71.
- ОАО «Ульяновский НИАТ». электронный ресурс.: Ульяновск, Россия, [2000] URL: http://www.ulniat.ru (дата обращения 08.02.2006)
- Работнов, Ю.Н. Механика деформируемого твердого тела / Ю.Н. Работ-нов.-М.: Наука, 1988.-712 с.
- Джонсон У. Теория пластичности для инженеров / У. Джонсон, П. Мел-лор. — М.: Машиностроение, 1979. 567 с.
- Березовский, С. Ф. Производство гнутых профилей / С. Ф. Березовский, Ф. М. Кропылев. -М.: Металлургия, 1978. 152 с.
- Протопопов В. Л. Технологические процессы и оборудование для производства гнутых профилей / В. Л. Протопопов // Кузнечно — штамповочное производство. 1979. — № 6. — С. 6 — 9.
- ТУ 1122−181−24 946 880−99. Профили стальные гнутые тонкостенные для строительства.
- ТУ 1120−100−47 515 705−00. Профили С образные стальные холодногну-тые для строительства
- ТУ 1122−075−2 494 680−2001. Профили стальные холодногнутые для строительства22. «25мм.ру кровельное оборудование», электронный ресурс.: Москва, Россия, [2006] - URL: http://www.25mm.ru (дата обращения 14.04.2006)
- Группа компаний «А и М холдинг», электронный ресурс.: Москва, Россия, [2000] - URL: http://www.amp.ru (дата обращения 15.04.2006)
- Журнал «ТехСовет». электронный ресурс.: Екатеринбург, Россия, [2003] URL: http://www.tehsovet.ru (дата обращения 16.04.2006)
- ООО «СПЕЦТЕХНОЛОГИЯ», электронный ресурс.: Ульяновск, Россия, [2002] URL: http://www.st.mv.ru (дата обращения 15.04.2006)
- Производство труб. Справочник, электронный ресурс.: Москва, Россия, [2001] URL: http://www.mau.dp.ua/index.php?name=Pages&op-page&pid=67 (дата обращения 10.06.2006)
- ЗАО «РОСИНДУСТРИЯ-ХОЛДИНГ». электронный ресурс.: Москва, Россия, [2000] URL: http://www.rosprom.net (дата обращения 01.04.2006)
- ЗАО «ФЕСТАЛЬПИНЕ АРКАДА ПРОФИЛЬ», электронный ресурс.: Смоленск, Россия, [2000] — URL: http://www.arkada.ru (дата обращения 15.04.2006)
- Компания «БалтПрофиль». электронный ресурс.: Санкт-Петербург, Россия, [2006] URL: http://www.baltprofile.ru (дата обращения 15.04.2006)
- Компания «Гранит», электронный ресурс.: Самара, Россия, [2006] — URL: http://granit-samara.ru (дата обращения 15.04.2006)
- Компания «Индустрия успеха», электронный ресурс.: Москва, Россия, [2001] -URL: http://www.in-vent.ru (дата обращения 15.04.2006)
- Компания «ЛАСАР». электронный ресурс.: Липецк, Россия, [2006] -URL: http://www.strprofil.ru (дата обращения 15.04.2006)
- Компания «Металлоторг». электронный ресурс.: Москва, Россия, [2001] -URJL: http://www.metaltrade.ru (дата обращения 15.04.2006)
- Гнутые профили проката. Справочник / И. С. Тришевский, Н. М. Воронцов, Ю. В. Дзина и др. М.: Металлургия, 1967. — 379 с.
- Издательства «НПО „Профессионал“», электронный ресурс.: Санкт-Петербург, Россия, [2001] URL: http://www.naukaspb.ru (дата обращения 15.04.2006)
- ОАО «НИИТавтопром». электронный ресурс.: Москва, Россия, [2006] -URL: http://www.niitavtoprom.ru (дата обращения 08.02.2006)
- ООО «Волгаметалл». электронный ресурс.: Самара, Россия, [2004] -URL: http://www.volgametal.ru (дата обращения 08.02.2006)
- ТПО «Симплекс», электронный ресурс.: Челябинск, Россия, [2006] -URL: http://www.simplex74.ru (дата обращения 08.02.2006)
- Филимонов, С. В. Исследование технологических возможностей гибоч-но-прокатного станка ГПС-300 / С. В. Филимонов, В. И. Филимонов // Внутри вузовская научно-техническая конференция. Тезисы докладов. -Ульяновск: УлГТУ, 1999. С. 37−38.
- Производство и применение гнутых профилей проката: Справочник / Под редакцией И. С. Тришевского. М.: Металлургия, 1975. — 576 с.
- Проскуряков А. Г. Исследование возможности формообразования профилей из алора-41 в кромкогибочных машинах // Авиационная промышленность. 1989. -№ 6. — С. 10−11.
- Компания «ТВМк» электронный ресурс.: Москва, Россия, [2001] URL: http://www.tbmk.ru (дата обращения 15.04.2006)
- Компания «CVH». электронный ресурс.: Санкт-Петербург, Россия, [2003] URL: http://www.skladskoe.spb.ru (дата обращения 15.04.2006)
- Компания «ZEALART». электронный ресурс.: Москва, Россия, [2000] -URL: http://www.yondi.ru (дата обращения 08.02.2006)
- Романовский, В. П. Справочник по холодной штамповке /В. П. Романовский Л.: Машиностроение, 1979. — 520 с.
- Теория пластических деформаций металлов / Под ред. Е. П. Унксова, А. Г. Овчинникова. М.: Машиностроение, 1983. — 598 с.
- Попов, Е. А. Основы теории листовой штамповки / Е. А. Попов — М.: Машиностроение, 1968.-283 с.
- Ершов, В. И. Совершенствование формоизменяющих операций листовой штамповки / В. И. Ершов, В. И. Глазков, М. Ф. Каширин. М.: Машиностроение, 1990.-312с.
- ОАО «АМУРМЕТАЛЛ». электронный ресурс.: Москва, Россия, [2007] -URL: http://www.amurrnetal.ru (дата обращения 08.02.2006)
- Колганов И. М. Факторы, гарантирующие качество гнутых тонкостенных профилей проката / П. Н. Куприн, И. М. Колганов, Е. В. Мансуров // Новые технологии в авиастроении: Сборник научных трудов. Ульяновск, 2002.-С. 81−84.
- Справочник конструктора штампов: Листовая штамповка / Под общейредакцией Л. И. Рудмана. М.: Машиностроение, 1988. — 496 с %
- Справочник технолога-машиностроителя: в 2-х томах. Т. 1 / Под ред. А. Г. Косиловой, Р. К. Мещерякова. М.: Машиностроение, 1985. — 656 с.
- Справочник технолога-машиностроителя: в 2-х томах. Т. 2 / Под ред. А. Г. Косиловой, Р. К. Мещерякова. М.: Машиностроение, 1985. — 496 с.
- Колганов И. М. Возможности формообразования листовых профилей стесненным изгибом при волочении через роликовую фильеру / И. М. Колганов // Авиационная промышленность. 1984. — № 9. — С. 36 — 38
- Колганов И. М. Изготовление гнутых листовых профилей повышенной жесткости из труднодеформируемых материалов / И. М. Колганов, Ф. 3. Абдулин, Г. В. Проскуряков и др. // Кузнечно — штамповочное производство. 1987. — № 3. — С.18 — 21.
- Колганов И. М. Исследование процесса формообразования профилей стесненным изгибом в роликовых фильерах / И. М. Колганов, Г. В. Проскуряков, В. П. Ломакин // Авиационная промышленность. — 1982. — № 7. -С. 36−39.
- Проскуряков Г. В. Классификация схем формообразования профилей стесненным изгибом при гибке прокаткой / Г. В. Проскуряков, А. С. Москвин, Э. М. Каримов // Авиационная промышленность. 1990. № 6. — С. 9 — 11.
- Колганов И. М. Расширение технологических возможностей формообразования профилей из листовых заготовок / И. М. Колганов, Г. В. Проскуряков, Б. В. Богданов и др. // Кузнечно штамповочное производство. -1987.-№ 8.-С.18−20.
- Компания «Роллинг-Плюс». электронный ресурс.: Ульяновск, Россия, [2006] URL: http://www.rolling-plus.ru (дата обращения 15.04.2006)
- Калибровка валков для производства гнутых профилей проката / Под ред. И. С. Тришевского. Киев: Техника, 1980. — 535 с.
- А. с. 1 484 403 СССР, МКИ В 21 D 5/06. Способ изготовления тонкостенных гнутых профилей / А. А. Посадских, Г. Г. Солоденко. Опубл. 07.06.89, Бюл. № 21.
- А. с. 1 703 217 СССР, МКИ В 21 D 5/06. Способ производства гнутых не-равнополочных швеллеров / Р. И. Кирилов, В. Г. Антипанов, В. В. Пахарев, В. И. Гридневский. — Опубл. 17.01.92, Бюл. № 1.
- А. с. 942 306 СССР. Способ изготовления неравнополочных гнутых профилей / И. С. Тришевский, Э. С. Дахновский, В. И. Мирошниченко и др. -Опубл. 07.10.83, Бюл. № 37
- А. с. 1 757 162 СССР, МКИ В 21 D 5/06. Способ изготовления тонкостенных корытообразных профилей из листовых заготовок и устройство для его реализации / И. М. Колганов, А. С. Башилов, В. И. Филимонов и др. -Опубл. 16.06.90. ДСП.
- А. с. 1 637 901 СССР, МКИ В 21 D 5/06. Способ производства корытного профиля / В. И. Гридневский, А. А. Ушаков, В. Г. Антипанов, Н. Т. Па-хомов. Опубл. 30.03.91, Бюл. № 12.
- А. с. 1 731 348 СССР, МКИ В 21 D 5/06. Способ изготовления профилей с отбортовками / Г. Р. Хейфец, В. Б. Калужский, Б. И. Сидоренко, Г. И. Безкоровайный. Опубл. 07.05.92, Бюл. № 17.
- А. с. 1 634 348 Россия, МКИ В 21 D 5/06. Способ изготовления С образных профилей / М. Е. Докторов, Н. В. Пшеничная, Э. В. Кузьмис. -Опубл. 15.03.01, Бюл. № 10.
- А. с. 837 467 СССР, МКИ В 21 D 5/06. Способ изготовления гнутых профилей замкнутого и полузамкнутого сечения / И. С. Тришевский, Э. С. Дахновский, В. И. Мирошниченко и др. Опубл. 15.06.81, Бюл. № 22.
- А. с. 837 466 СССР, МКИ В 21 D 5/06. Способ изготовления профилей замкнутого и полузамкнутого сечения / И. С. Тришевский, А. И. Коновалов, Э. С. Дахновский и др. Опубл. 15.06.81, Бюл. № 22.
- А. с. 1 519 812 СССР, МПК6 В 21 D 5/06. Способ изготовления гнутых зетовых профилей проката / М. Е. Докторов, С. В. Мирошниченко, С. А. Батурин, С. А. Чиж. Опубл. 07.11.1989, Бюл. № 41.
- А. с. 1 625 543 СССР, МПК6 В 21 D 5/06. Способ изготовления гнутых неравнополочных зетовых профилей / М. Е. Докторов, С. В. Мирошниченко, Е. И. Горбач и др. Опубл. 07.02.1991, Бюл. № 5.
- А. с. 1 148 667 СССР, МПК7 В 21 D 5/06. Способ изготовления гнутых зетобразных профилей / А. И. Гулько, В. Ф. Светличный, А. К. Антонюк и др. Опубл. 07.04.1985, Бюл. № 12.
- А. с. 1 118 448 СССР, МПК7 В 21 D 5/06. Способ изготовления гнутых Z -образных профилей / А. И. Гулько, В. Ф. Светличный, А. Ф. Земцов и др. -Опубл. 15.10.1984, Бюл. № 38.
- А. с. 1 480 919 СССР, МПК7 В 21 D 5/06. Способ изготовления полузамкнутых Z — образных профилей / В. Н. Николаев, А. И. Гулько, В. Ф. Светличный и др. Опубл. 23.05.1989, Бюл. № 19.
- А. с. 1 248 690 СССР, МКИ В 21 D5/06. Способ изготовления листовых профилей с отбортовками / И. М. Колганов, Г. В. Проскуряков, В. И. Кол-ганов, В. И. Филимонов. Опубл. 27.09.86. Бюл. № 29.
- Патент 1 431 158 Россия, МКП 7 В 21 D 5/06. Способ производства гнутых профилей проката типа швеллеров с гофрами жесткости / В. Г. Антипанов, В. И. Гридневский, В. Н. Кочубеев и др. Опубл. 15.12.94, Бюл. № 23.
- Патент 2 037 352 Россия, МКП 7 В 21 D 5/06. Способ изготовления гнутого корытного профиля / В. Г. Антипанов, В. И. Гридневский, В. Ф. Афанасьев, С. А. Шубкин. Опубл. 01.06.99, Бюл. № 6.
- Патент 2 006 315 Россия, МКП 7 В 21 D 5/06. Способ изготовления гнутого корытного профиля / В. И. Гридневский, В. Г. Антипанов, В. Ф. Раш-ников, В. В. Пахарев. Опубл. 30.01.94, Бюл. № 2.
- Патент 1 817 717 СССР, МКП 7 В 21 D 5/06. Способ поштучного производства гнутого корытного профиля с отбортовками горизонтальных полок / В. И. Гридневский, В. Г. Антипанов, А. А. Ушаков и др. Опубл. 23.05.93, Бюл. № 19.
- Патент 2 118 213 СССР, МКИ В 21 D 5/06. Способ производства С образного гнутого профиля / В. Г. Антипанов, М. Ф. Сафронов, С. В. Кри-воносов, В. JI. Корнилов. — Опубл. 25.06.97, Бюл. № 24.
- Патент 1 793 895 СССР, МКИ В 21 D 5/06. Способ изготовления гнутых коробчатых профилей / В. И. Гридневский, В. Г. Антипанов, Ф. В. Рашников, В. В. Пахарев. Опубл. 07.02.93, Бюл. № 5.
- Патент 1 831 396 Россия, МКП 7 В 21 D 5/06. Способ производства гнутых С образных профилей / А. А. Ушаков, В. Г. Антипанов, В. И. Грид-невский, Н. Т. Пахомов. — Опубл. 30.07.93, Бюл. № 28.
- Филимонов С. В. Методы, расчеты и технология интенсивного деформирования в роликах гнутых профилей типовой номенклатуры. / С. В. Филимонов, В. И. Филимонов. — Ульяновск: Изд-во УлГТУ, 2004. 246 с.
- Колганов И. М. Формообразование листовых профилей стесненным изгибом при сочетании процессов волочения и прокатки / И. М. Колганов, Г. В. Проскуряков // Авиационная промышленность. 1983. — № 1. -С.36 — 38.
- Куприн П. Н. Критические углы подгибки плоских тонкостенных полок при профилировании / П. Н. Куприн, И. М. Колганов // Сборник научных трудов ИАТУ. Ульяновск, 2003. — С. 78 — 81.
- Куприн П. Н. Математическая модель устойчивости сжатой полки в рабочем калибре роликовой оснастки / П. Н. Куприн, И. М. Колганов // Авиационная техника. 2003. — № 2. — С. 51 — 54.
- Колганов И. М. Обобщение результатов исследований при отработке технологии изготовления тонкостенных гнутых профилей / И. М. Колганов, П. Ю. Пашкин, О. В. Перфильев // Новые технологии в авиастроении:
- Сборник научных трудов. Ульяновск, 2002. — С. 85−91.
- Компания «МОССКЛАД». электронный ресурс.: Москва, Россия, [2006] -URL: http://www.moccklad.ru (дата обращения 16.04.2006)
- Березовский, С. Ф. Эксплуатация и ремонт оборудования профилегибоч-ных станов / С. Ф. Березовский. — Челябинск: Металлургия. Челяб. Отделение, 1991.- 175 с.
- Компания «Прораб-Мастер», электронный ресурс.: Москва, Россия, 2005. — URL: http://prorab-m.narod.ru (дата обращения 16.04.2006)
- ООО «ДЕТАЛЬ СЕРВИС», электронный ресурс.: Рыбинск, Россия, 2006. URL: http://www.detalservice.ru (дата обращения 08.02.2006)
- Филимонов В. И. Автоматизированная линия изготовления С образного профиля методом стесненного изгиба / В. И. Филимонов, В. А. Марков-цев // Вестник УлГТУ. Сер. Машиностроение, строительство. — 1998. — № 2.-С. 50−55.
- ООО «Завод «Прометан» электронный ресурс.: Москва, Россия, [2001] -URL: http://www.promstan.com. (дата обращения 15.04.2006)
- Колганов, И. М. Классификация типовых элементов жесткости гнутых профилей и особенности их формообразования / И. М. Колганов, В. И. Филимонов, В. А. Марковцев, С. В. Филимонов // Авиационная промышленность. — 2001. — № 3. — С. 21−25.
- Ренне И. П. Пластический изгиб листовой заготовки / И. П. Ренне // Труды Тульского механического ин-та. 1950. — Вып.4. — С. 146 — 162.
- Сторожев, М. В. Теория обработки металлов давлением / М. В. Сторожев, Е. А. Попов. М.: Машиностроение, 1977. — 423 с.
- Давыдов, В. И. Производство гнутых тонкостенных профилей / В. И. Давыдов, М. П. Максаков. — М.: Металлургиздат, 1959. 240 с.
- Хилл, Р. Математическая теория пластичности / Р. Хилл. М.: ГИТТЛ, 1956.-407 с.
- Гун, Г. Я. Теоретические основы обработки металлов давлением / Г. Я. Гун. М.: Металлургия, 1980. — 456 с.
- Соколовский В. В. Теория пластичности / В. В. Соколовский М.: Высшая школа, 1969. — 608 с.
- Колмогоров, В. Л. Механика обработки металлов давлением / В. Л. Колмогоров. М.: Металлургия, 1986. — 688 с.
- Арышенский Ю. М., Гречников Ф. В. Теория и расчеты пластического формоизменения анизотропных материалов / Ю. М. Арышенский, Ф. В. Гречников. М.: Металлургия, 1990. — 304 с.
- Ершов В. И. Изготовление уголковых профилей гибкой с осадкой листовых заготовок / В. И. Ершов, В. Д. Гаврилин, Ю. Р. Медведев // Авиационная промышленность. — 1993. № 6. — С. 39 — 41.
- Ковка и штамповка: Справочник в 4 т. Т.4. Листовая штамповка / Под ред. А. Д. Матвеева. М.: Машиностроение, 1987. — 544 с.
- Тришевский, И. С. Теоретические основы процесса профилирования / И. С. Тришевский, М. Е. Докторов. М.: Металлургия, 1980. — 288 с.
- Тришевский, И С. Холодногнутые гофрированные профили проката / И. С. Тришевский, В. В. Клепанда, Я. В. Хижняков. Киев: Техника, 1973. -272 с.
- Проскуряков, Г. В. Исследование и разработка способа изменения кривизны профиля при стесненном изгибе / Г. В. Проскуряков, Е. Н. Чебурахин, В. И. Филимонов и др. // Авиационная промышленность. — 1989. № 1. — С. 9 — 13.
- Проскуряков, Г. В. Опыт промышленного изготовления листовых профилей и деталей из них / Г. В. Проскуряков, А. В. Нуждов, В. И. Филимонов и др. // Авиационная промышленность. — 1990. — № 1. — С. 3. — 4.
- Вдовин С. И. Прогрессивные технологические процессы гибки листовых заготовок / С. И. Вдовин, Д. В. Голенков, В. А. Жердов, С. В. Семин // Кузнечно — штамповочное производство. 1998. — № 1. — С. 19 — 21.
- Судзуки X. Изучение формы изделия, имеющего дугообразное сечение / X. Судзуки, М. Киути, К. Такада // Сосэй то како. Т. 15. — № 165. — С. 820 — 828. — Перевод с яп. № 11 802/7Б. — Харьков: УкрНИИмет, 1976. -22 с.
- Проскуряков Г. В. Стесненный изгиб / Г. В. Проскуряков // Авиационная промышленность. 1966. — № 2. — С. 9 — 13.
- Киути М. Проблемы и оптимизация профилирования в валках / М. Киути // Сосэй то како. -1974. Т. 15. — № 165. — С. 811 — 819. — Пер. с яп. № 11 802/7А. — Харьков: УкрНИИмет, 1976. — 32 с.
- Мищенко О. В. Обобщенный классификатор гнутых профилей / О. В. Мищенко // Тезисы докладов XXXIX научно-технической конференции
- УлГТУ «Вузовская наука в современных условиях». Ульяновск: УлГТУ, 2005.-С. 30.
- Илюшкин М. В. Интенсивная технология производства гнутых профилей из материалов с покрытием в роликах / М. В. Илюшкин, В. И. Филимонов. Ульяновск: Изд-во УлГТУ, 2006. — 200 с.
- Мищенко О. В. К расчету утонения полузамкнутых несимметричных профилей при их формообразовании в роликах / О. В. Мищенко, В. И. Филимонов, А. В. Филимонов, Е. А. Алексеевский // Вестник УлГТУ. -Ульяновск: УрГТУ, 2006. № 2. — С. 36 — 38.
- Филимонов В.И. Теория обработки металлов давлением. Курс лекций / В. И. Филимонов. Ульяновск: УлГТУ, 2004. — 208 с.
- Мищенко О. В. Влияние схем формообразования полузакрытых профилей на изменение толщины зон сгиба / О. В. Мищенко, А. В. Филимонов // Технология металлов. 2007. -№ 12. — С. 12 — 17.
- Мищенко О. В. Оценка длины зоны плавного перехода при формообразовании профилей с отбортовками / О. В. Мищенко, С. В. Филимонов, А. С. Баранов // Вестник УлГТУ. Ульяновск: УлГТУ, 2010. — № 1. — С. 45 -47.
- Мищенко О. В. Об оценке длины зоны плавного перехода при подгибке узких полок с отбортовками в роликах / О. В. Мищенко, А. С. Баранов, В. А. Марковцев, В. И. Филимонов // Заготовительное производство в машиностроении. — 2009. № 12.
- Васидзу К. Вариационные методы в теории упругости и пластичности: Пер. с английского / К. Васидзу. —М.: Мир, 1987. — 542 с.
- Филимонов В. И. Формовка угловых зон с высвобождением при профилировании / В. И. Филимонов, В. В. Левщанов // Вестник УлГТУ, 2005. -№ 2.-С. 39−42.
- Филимонов В.И. Моделирование реализации аксиального сжатия при профилировании полосы / В. И. Филимонов, В. В. Левщанов // Вестник УлГТУ, 2005. № 3. — С. 34 — 37
- Патент РФ на полезную модель № 81 109, МПК В 21D 5/06. Роликовая оснастка для изготовления профилей из листовых заготовок с покрытием / А. С. Баранов, В. И. Филимонов, С. В. Филимонов, О. В. Мищенко. -Опубл. 10.03.2009, Бюл. № 7.
- Мищенко О.В. Исследование гнутых профилей на потерю устойчивости / О. В: Мищенко, В. И. Филимонов // Тезисы докладов 43-й научно-технической конференции УлГТУ «Вузовская наука в современных условиях». — Ульяновск: УлГТУ, 2009. — С. 25.
- Мищенко О.В. Обобщенный классификатор дефектов гнутых профилей с отбортовками / О. В. Мищенко, В. И. Филимонов // Тезисы докладов XXXXI научно-технической конференции УлГТУ «Вузовская наука в современных условиях». — Ульяновск: УлГТУ, 2007. — С. 35.
- Мищенко О.В. Оценка технологичности швеллерных гнутых профилей /О.В. Мищенко // Труды второй Всероссийской заочной молодежной научно-технической конференции «Молодежь Поволжья — науке будущего». Ульяновск: УлГТУ, 2004. — С. 90 — 93.
- Гудков И.Н. Разработка технологии изготовления, тонкостенных перфорированных профилей методом интенсивного деформирования /Дис. на соискание степени канд. техн. наук. Нижний Новгород, 2009. — 145 с.
- Филимонов А.В. Совершенствование технологии производства полузакрытых профилей в роликах методом интенсивного деформирования. /Дис. на соискание степени канд. техн. наук. — Нижний Новгород, 2009. -186 с.
- Мищенко О.В. Программа по расчету себестоимости роликовых калибров / О. В. Мищенко // Труды третьей Международной заочной молодежной научно-технической конференции «Молодежь Поволжья науке будущего». — Ульяновск: УлГТУ, 2005. — С. 104 — 105.
- Мищенко О.В. О механических свойствах зетового профиля с отбортовками / О. В. Мищенко // Современные проблемы проектирования, производства и эксплуатации радиотехнических систем: Сборник научных трудов. Ульяновск: УлГТУ, 2006. — С. 168 — 170.