Исследование и синтез системы автоматического управления технологическим процессом гидротермической обработки фанерного сырья
В 4-й главе на основе результатов выполненных исследований и идентификации произведен синтез системы оптимального управления бассейном. Для разработки алгоритмов управления выделены 4-е режима работы бассейна: начальный нагрев воды в бассейне без сырьяповторный нагрев воды после выгрузки сырьявывод бассейна с сырьем на рабочий режимпрогрев древесины. Показано, что процесс изменения температуры… Читать ещё >
Содержание
- Введение. б
- Глава I. Уровень автоматизации гидротермообработки фанерного сырья и постановка вопросов исследования
- 1. 1. Значение участка гидротермообработки древесины в производстве фанеры
- 1. 2. Анализ существующих бассейнов гидротермообработки древесины.. ZZ
- 1. 3. Сущность автоматизации управления участком гидротермообработки древесины и анализ существующих систем
- 1. 4. Выбор направления разработки систем управления гидротермообработкой древесины
- 1. 5. Постановка вопросов исследования и научных разработок
- 1. 6. Выводы
- Глава 2. Теоретические исследования бассейна гидротермообработки фанерного сырья
- 2. 1. Исследование и разработка математической модели бассейна как объекта управления. 63 2.I.I. Внешние параметры бассейна как объекта управления
- 2. Д. 2. Математическое моделирование источника тепла
- 2. 1. 3. Математическое моделирование воды в бассейне
- 2. Х.4. Математическое моделирование потерь тепла через поверхность бассейна
2.1.5. Математическое моделирование потерь тепла через ограждение бассейна. 82. 2.2, Математическое моделирование фанерного сырья.942.3. Исследование особенностей теплового баланса бассейна при его моделировании
2.4. Выводы по результатам теоретических исследований.
Глава 3. Идентификация математических моделей бассейна гидротермообработки древесины.1143.1. Выбор метода идентификации
3.2. Оценка качества идентификации.
3.3. Планирование эксперимента идентификации.
3.4. Экспериментальное исследование бассейна как объекта управления.1343.5. Идентификация математических моделей по результатам экспериментов.
3.6. Описание программы идентификации.
3.7. Выводы по результатам идентификации.
Глава Синтез системы оптимального управления бассейном
4.1. Постановка задачи синтеза
4.2. Определение критериев оптимальности управления.
4.3. Синтез законов оптимального управления бассейном.
4.4. Разработка системы оптимального управления бассейном. .№
4.5. Выводы по результатам синтеза.
Глава 5. Технико-экономическое исследование системы оптимального управления процессом гидротермообработки фанерного сырья.2.12.
5Д. Исследование надежности системы.212.
5ДД. Постановка задачи оценки надежности.. ¦ 212 5Д.2. Расчет надежности нерезервированной системы.
5.1.3. Расчет надежности подсистемы опроса информации с частичным резервированием.. 2/
5.1.4. Расчет надежности подсистемы управления с частичным резервированием.2.2.2.
5.2. Исследование экономической эффективности от внедрения системы. ?
5.2.1. Исходные данные для оценки экономической эффективности
5.2.2. Экономическая эффективность от внедрения системы в производство. ?
Исследование и синтез системы автоматического управления технологическим процессом гидротермической обработки фанерного сырья (реферат, курсовая, диплом, контрольная)
ХХУТ съезд Коммунистической партии Советского Союза в «Основных направлениях экономического и социального развития СССР на I98I-I985 годы и на период до 1990 года» ясно определил и сформулировал основные задачи и главные показатели развития лесной, целлюлозно-бумажной и деревообрабатывающей промышленности нашей страны. В частности, в течение XI пятилетки требуется «.увеличить объем выпуска продукции на 17−19 процентов», «.создать и осво"* ить новые технологические процессы и материалы.», «повысить производительность труда на 16−18 процентов» [ I ] • Съезд принял решение «усилить режим экономии на производстве, в сфере обслуживания и в управлении. Разработать и осуществить меры по устранению потерь в промышленности, строительстве, на транспорте, в сельском хозяйстве и других отраслях» [I ] .
Успех выполнения намеченной экономической политики во многом зависит от того, насколько твердо и последовательно она будет проводиться в жизнь во всех без исключения отраслях промышленности, Безусловно, это относится и к деревообрабатывающей промышленности, требующей на данном этапе дальнейшего улучшения структуры производства, повышения эффективности использования сырья, улучшения качества продукции и снижения энергетических затрат на единицу продукции.
Решение этих задач возможно только при комплексном подходе к механизации и автоматизации технологических процессов с оптимизацией технологических параметров и использованием современных методов управления, регулирования, контроля и учета на базе современной вычислительной техники. Поиск путей эффективного решения указанных задач и само достижение решения возможны лишь на основе достаточно точных и строгих, научно обоснованных расчетов поведения системы управления и оборудования, участвующего в реализации заданного технологического процесса.
Гидротермообработка фанерного сырья является технологической операцией, которая предшествует процессу лущения шпона. Она существенно влияет на качество лущеного шпона и на нормы расхода фанерного сырья при производстве фанеры. Несоблюдение здесь регла-" ментируемого технологического режима приводит к перерасходу топливно-энергетических затрат на единицу продукции и некачественно* му прогреву древесины. ПрИ этом недогрев древесины ведет к появлению при ее разлущивании сколов и трещинам на шпоне. Перегрев к снижению качества шпона за счет увеличения ворсистости и перерасходу фанерного сырья из-за проворачивания чураков в шпинделях лущильного станка. Без средств автоматизации невозможно строгое соблюдение режима прогрева древесины" Это связано с необходимостью контроля и регулирования различных теплофизических параметров технологического процесса гидротермообработки фанерного сырья одновременно во многих секциях бассейна. Фанерная промышленность в настоящее время не имеет систем автоматического управления данным процессом. Это приводит к значительным тепловым потерям на данном участке, снижению качества прогрева древесины и ухудшению обслуживания технологического оборудования при работе в зоне с горячей водой и перегретым паром.
Настоящая работа направлена на создание систем оптимального управления технолргическим процессом гидротермообработки фанерного сырья. С этой целью в работе проводится исследование и создание математических моделей тепловых процессов гидротермообработки фанерного сырья, их идентификация реальным объектам, синтез автоматизированного управления бассейнами и разработка систем, способных обеспечить эффективное ведение технологического процесса с оптимизацией управления бассейнами, минимизацией времени прогрева, тепловых потерь и повышением качества прогрева древеоины, а так же-улучшение условий труда и обеспечение безопасности при работе в зоне с горячей водой и перегретым паром.
Структурно диссертация состоит из пяти глав и общих выводов по всей работе.
В главе на основе анализа существующих бассейнов и систем управления выявляется сущность автоматизации технологического процесса гидротермообработки фанерного сырья, определяются пути совершенствования управления этим процессом и предлагается структурная схема АСУТП участка гидротермообработки древесины. Разработку и внедрение системы в производство предложено осуществлять в два этапа. На 1-м этапе разрабатывается и внедряется САР, построенная на базе приборов ГСП, а на 2-м — система автоматического управления (САУ), использующая периферийные устройства и линии связи САР. Такой подход позволяет значительно ускорить внедрение средств автоматики на предприятиях и обеспечивает качественное проведение исследований существующих бассейнов.
По результатам анализа, выполненного в 1-й главе диссертации, была сформулирована указанная выше цель диссертационной работы и поставлены задачи, направленные на осуществление этой цели*.
Во 2-й главе, на основе теоретических исследований бассейна, предлагаются эффективные методы и разрабатываются алгоритмы машинных расчетов поведения фанерного сырья при его гидротермообработке, распределения температурных полей и времени прогрева древесины, температурного поля системы грунт-ограждение, интегральной оценки теплоизолирующих свойств ограждения, создаются математические модели тепловых процессов прогрева древесины и бассейнов для гидротермообработки фанерного сырья. При этом фанерное сырье рассматривается как анизотропный цилиндр конечных размеров, образованный пересечением бесконечного цилиндра с диаметром, равным диаметру сырья, и бесконечной пластины с толщиной, равной толщине сырья" Теплообмен древесины с водой рассмотрен как происходящий при граничных условиях 3-го ряда".
Оценка границ многомерного пространства исходных данных позволила перейти к решению уравнения теплопроводности при граничных условиях 1-го рода. При этих условиях найдено выражение для определения времени прогрева древесины до заданной температуры и разработаны программные модули на алгоритмическом языке Фортран для древесины хвойных и лиственных пород.
Исходя из задачи синтеза САР процессом гидротермообработки фанерного сырья и опираясь на качественное описание прогрева как процесса заполнения тепловой энергией теплоемкости древесины, произведено описание прогреваемого сырья дифференциальным уравнением 1-го и 2-го порядка. Показано, что точность математического моделирования зависит от точности определения коэффициента теплопере-* дачи вода-древесина и от правильного расчета распределения темпе.* ратуры внутри древесины в процессе ее прогрева.
При исследовании влияния тепловых потерь бассейна, рассмотрено поведение системы, состоящей из двух твердых тел: неограниченной пластины (аналог дна и стенок бассейна), лежащей на полубесконечном теле (аналог земляного грунта). На свободной поверхности пластины налагается граничное условие 3-го рода: температура воды в бассейне и закон Ньютона-Рихмана, описывающий теплообмен между ограждением бассейна и водой. Математическая постановка такой задачи сведена к заданию двух уравнений теплопроводности, которые в безразмерном виде описывают температурные поля бассейна и грунта. Используя для решения данной системы метод численного обращения преобразования Лапласа, получены изображения безразмерных температур ограждения и грунта, плотности теплового потока от воды в ограждение и из ограждения в грунт и выражение для интегральной оценки теплоизолирующих свойств ограждения и разработаны соответствующие алгоритмы и Фортран-программы".
Учитывая,' что при построении математических моделей на основе изучения теплофизических процессов, протекающих при гидротермообработке фанерного сырья, не могут быть определены параметры, характеризующие конкретный объект автоматизации, необходима их оценка на основе экспериментальных исследований путем идентификации математических моделей и реальных объектов.
В 3-й главе, с целью определения адекватности полученных математических моделей и реального объекта, проводится их идентификация. На основе анализа существующих методов идентификации выбран итерационный метод, минимизирующий средний квадрат отклонения реального объекта и модели, построенной по результатам идентификации. Функции чувствительности получены решением дифференциальных уравнений, а весовые функции — с помощью аналоговых моделей. Решение задачи оценки параметров сведено к итерационной последовательности действий. Идентификация выполнена на основе проведенных на действующих предприятиях активного и пассивного экспериментов с помощью разработанных сиотем автоматического регулирования (САРГ). Снимались характеристики реакции температуры воды в бассейне на скачки расхода пара, подаваемого в бассейн. Решение задачи идентификации выполнялось на ЭВМ в режиме диалога оператор-машина.
Проведенная идентификация показала хорошую сходимость теоретических моделей бассейна гидротермообработки фанерного сырья с экспериментальными данными реальных объектов, что позволило судить об адекватности математических моделей бассейна рассматриваемому объекту.
В 4-й главе на основе результатов выполненных исследований и идентификации произведен синтез системы оптимального управления бассейном. Для разработки алгоритмов управления выделены 4-е режима работы бассейна: начальный нагрев воды в бассейне без сырьяповторный нагрев воды после выгрузки сырьявывод бассейна с сырьем на рабочий режимпрогрев древесины. Показано, что процесс изменения температуры воды в этих режимах описывается линейными дифференциальными уравнениями, где возмущающие воздействия зави-* сят от температуры воздуха и грунта, а параметры уравнения полностью определяются размерами бассейна и ограждения, теплофизическими свойствами воды, грунта, древесины, материала ограждения и оборудования бассейна. Синтез оптимального управления бассейном осуществлен на основе принципа максимума Л. С. Понтрягина. Показано, что режим I и 2 характеризуется 4-я стратегиями управления бассейном, а в режимах 3 и 4 управление является двухпозиционным. Реализация управления в режимах I и 2 состоит в выборе стратегии и ее использовании, в режиме-3 — в постоянном включении подачи пара, если есть такая необходимость, а в режиме 4 — в поочередном включении и выключении подачи пара. Реализация предложенного управления выполнена на базе микро-ЭВМ мЭлектроника-60″ и I5BCM-5 путем соответствующей замены регулирующего прибора в системах САРГ.
Исследование надежности системы, выполненное в 5-й главе, показало, что частичное резервирование значительно увеличивает наработку системы на отказ, практически не изменяя время восстановления отказавших блоков. Годовой экономический эффект в зависимости от мощности предприятия и его особенностей составляет от 30- до 400 тыс.рублей.
По результатам работы сделаны общие выводы.
Список литературы
содержит 108 наименований работ, в том числе.
12 работ зарубежных авторов;
В приложении представлены наиболее часто встречающиеся в диссертации принятые обозначения, выводы отдельных формул, описания алгоритмов, программных модулей, тексты программ, различные справочные таблицы, используемые при расчетах, а также справки и акты о внедрении систем автоматического управления гидротермообработкой фанерного сырья на предприятиях.
ГША I. УРОВЕНЬ АВТОМАТИЗАЦИИ ГМДРОТЕРМООБРАБОТКИ ФАНЕРНОГО СЫРЬЯ И ПОСТАНОВКА ВОПРОСОВ ИССЛЕДОВАНИЯ.
1,1, Значение участка гидротермообработки древесины в производстве фанеры.
Фанерное производство, рассматриваемое в рамках отдельного предприятия, представляет собой относительно автономную систему — совокупность взаимодействующих элементов, объединенных единством цели, состоящей в выработке требуемого ассортимента фанеры в заданных объемах и в заданные сроки при минимальных затратах. Процессы фанерного производства, имеющие дискретный характер, отличаются большим разнообразием. Они включают различные технологические и транспортные операции, обеспечивающие превращение фанерного сырья (древесины) и полуфабрикатов в основную и попутную продукцию путем различных энергетических воздействий.
Одной из важнейших технологических операций, влияющих на качество получаемого шпона и, в конечном итоге, на качество фанеры, является тепловая обработка Сгидротермообработка) древесины, предшествующая операции лущения шпона. Дель тепловой обработки древесины — повысить ее пластические свойства. Процесс регламентирован технологической инструкцией Г 2 ], оогласно которой тепловая обработка древесины в чураках или кряжах производится в закрытых или открытых бассейнах путем ее прогрева в воде при температурах +40, 60 или 80? С.
В работах многих авторов Г3−15J показано, что прогрев древесины при высоких температурах воды (+60, +80°С) сокращает длительность технологического цикла по сравнению с прогревом при температуре воды +40°С в 4−5 раз, уменьшает необходимое количество и объемы нагревательных устройств. Однако, прогрев сырья разного диаметра происходит при этом неравномерно. Поэтому фанерное сырье перед гидротермообработкой рекомендуется [7] подсортировывать по диаметрам и прогревать по режимам, установленным для каждой группы диаметров (таблицы I. I и 1,2). Для выравнивания температуры внутренних слоев древесины необходимо их вылеживание после прогрева, а для этого нужны дополнительные площади. Но и даже после всех этих мероприятий качество шпона получается менее высоким, чем при обработке древесины по мягким режимам. Кроме того, по данным Центрального научно-исследовательского института фанеры (ЦНИИ$) древесина в кряжах при жестких режимах прогревается неравномерно из-за разности диаметров комлевой и вершинной части. В работах Г^, 6J показано, что при перегреве древесины в жестких режимах происходит потеря сырья из-за проворачивания древесины в шпинделях лущильных станков и сырье не долущивается, а карандаш выходит повышенных диаметров. Кроме того, шпон при лущении получается с повышенной ворсистостью, что снижает его сортность.
Если нагрев древесины не достаточный, то при лущении возникают сколы, шпон растрескивается, ломается и значительная его часть идет в отходы. Оптимально прогретым считается сырье, у которого на поверхности карандаша температура древесины равна +20°С [ 2 J ,.
Тепловая обработка по мягким режимам обеспечивает более равномерный прогрев древесины, исключает необходимость вылеживания древесины после ее прогрева для выравнивания температуры, уменьшает количество групп сортировки сырья по диаметрам, дает возможность прогрева сырья в кряжах, создает нормальные санитарные условия обслуживания бассейнов. Вместе с тем продолжительность прогрева при мягких режимах в 4−5 раз больше [7J, чем при жестких. Это влечет за собой увеличение площадей под бассейны и соответствующее технологическое оборудование.
Режим гидротермической обработки фанерного сырья лиственных пород в открытых секционных бассейнах и бассейнах камерного типа с мотовилами п. п П оказатели.
Продолжительность прогрева в часах, при диаметре фансырья в см до 20.
21−25.
26−30.
31−35.
36 хд 1.2.
1.3.
1.4.
1.5 2.
2Д 2.2.
2.3.
2.4.
2.5.
Продолжительность гидротермической обработки фанерного сырья в бассейнах с температурой воды +40 С при температуре воздуха: выше 0 °C от 0° до — Ю°С отП°С до -20°С от -2Х°С до -3Q°C отЗХ°С до -40°С.
Продолжительность гидротермической обработки фанерного сырья в бассейнах с температурой воды 70−80. С при температуре воздуха: выше 0 °C от 0 °C доЮ°С отХ1°С до -20°С от -21°С до -3Q°C от -31° до -40°С.
5 7 ХО Х2 Х4.
1,0 1,5.
2,0 2,5 3,0.
7 10 14 16 Х8.
2,0 3,0 3,5 4,5 6,0.
ХО Х8 24 28 30.
3,5 5,0 6,0. 7,0. 8,0.
16 23 30. 35 40.
5,0 7,0 8,5 10,0 Х2,0.
Х6−24 23−60. 30−80 35−93 40−112.
7−8.
8-Х0.
9-IX 11−13 14−16.
СП.
Рассортировка фанерного сырья на группы по диаметрам.
Порода Среднее процентное соотношение к общему объему при диаметре чураков, см tБереза ?6−20. ?1−25, 26−30 J1−3 5 36 и более.
22 L 4? 24 L 9 3 V.
Сосна 28−32 33−36 24 а.
29 22 •37−40 41−48 L Лиственница .24−27 28−32 33−36 37−40 41−48.
31 33 а 20,5.
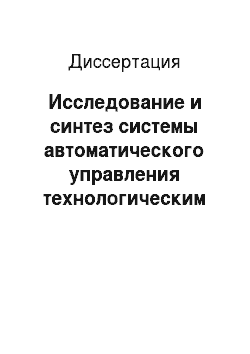
Анализ расхода тепла [ю] при различных режимах гидротермообработки древесины показывает (таблица 1.3), что при прогреве древесины в открытых бассейнах при мягких режимах имеет место общее повышение удельного расхода тепла на прогрев древесины, а также значительное повышение этого расхода с увеличением диаметра сырья" Например, если принять расход тепла при прогреве в бассейнах с мотовилами за ИХ*, то расход тепла в закрытом бассейне при жестких режимах составит 94 $, при мягких режимах — 77%, а при мягких режимах в открытых бассейнах — 130 $ при начальной температуре чураков — 20 °C и 150 $ при начальной температуре — 40 °C [ю]. На рисДД показана зависимость расхода тепла от диаметра и начальной температуры чураков для различных случаев обработки древесины [ XIJ .
Расход пара на I м3 древесины зависит от теплосодержания пара, давления в паропроводе и от системы подачи пара в бассейн. Теплосодержание перегретого пара выше теплосодержания насыщенного пара на величину теплоты перегрева (таблица 1.4). В работе [к] проф. Стерлина Д. М. показано, что на предприятии мощностью 50, тыс. м3 фанеры в год расход тепла на нагрев I м3 древесины составляет ОД Гкал, а общий расход пара с потерями — 2,6 Гкал/ч. Проведенные нами исследования [ 17, 18 J показали, что расход пара на многих предприятиях гораздо выше. Так, расход пара на прогрев I м3 древесины на Череповецком фанерно-мебельном комбинате составляет 0,6 Гкал, на Любанском, лесодеревообрабатывакицем комбинате — 0,78 Гкал, на Ленинградском промышленно-экспериментальном фанерном заводе ~ 1,18 Гкал" Это связано с конструктивными особенностями бассейнов и состоянием парораспределительной системы.
На рис. 1.2 показаны встречающиеся на практике схемы трубных разводок в бассейнах. При расположении трубы вдоль стенки бассейна пар в воду подают через отверстия 0 6−12 мм. Пар, проходя струей.
Общий расход тепла на гидротермообработку I м3 березовых чураков начальной температурой 20°СГкал.
Бассейн.
Диаметр чураков, -с мотовилами закрытый закрытый открытый см Температура воды.
80 °C 40°С.
18 <0,120 iO, II8 0,095 Q, X38.
20 0,122 0,117 0,096 0,148.
22 0,124 0,116 0,097 0,159.
2 4 0,126 0,115 0,098 0,170.
26 0,128 0,114 0,099 0,180 а f о о • aj Си о о оt. Он 0> ь* о л и d х ". Си С-" е sc, а sc aJ х Н о с и.
CJ W £н 0J Он.
X Л.
О 3 аЗ.
Оц М.
0,26 0,24 0,22 0,20 .0,18 0,16 0,14 0,42 0,10 0.08 а) б).
Бассейн с Закрытый I I 1 ¦ Закрытый • 1 1 1 Открытый моте) ВИЛ, а ми бассей* 1 б ас с ейн бассейн.
4 1 о.
1 о. 2″ з- ¦ —— / > — ' • ~~ 2 — г: I —.
4 Ч • 1 0 т • to.
18 20 22. 24 26 18 20 22 24 '26 18- 20 22 • 24, 26 16 20 22 24 26 диаметр чураков, см- ' ¦
Рис. 1.1. Изменение расхода тепла на гидротермообработку древесины при различных способах (а — температура воды 80°Сб — температура воды 40°С): I — начальная температура чураков минус 10°С- 2 — минус 20°С- 3 — минус. 30°С- 4 — минус 40 °C. ¦
Изменение основных параметров насыщенного и перегретого водяного пара в зависимости от давления пара.
Давление пара Рабс. ат Температура насыщения, V С Плотность сухого насыщенного пара, 3 р, кг/м Теплосодержание (энтальпия) ккал/кг Скрытая теплота парообразования, f., ккал/кг Теплосодержание (энтальпия) перегретого пара Сп ккал/кг при0температуре жидкости насыщенного пара, Сп.
200 ?50 300.
0,5 80,9 0,3029 ao, 8i 631,850,8 ?88,5 7ДД 735,7.
1,0 99,1 0,5797 99,12 638,0 539,4 687,9 711,7 735,4.
1,5 110,8 0,8472 110,92 642,8 531,9 687,3 7X1,3 735,1.
2,0 119,6 1,1090 119,87 645,8 525,9 686,7 710,9 734,8.
3,0 132,9 1,6220 133,40 650,3 516,9 685,6 710,0 734,2.
4,0 142,8 2,1250 143,60 653, 4 509,8 684,4 709,2 733,6.
5,0 151,1 2,6210 152,10 655,8 503,7 683,2 708,4 733,0.
6,0 158,1 3,1120 159,30 657,8 498,5 582,0 707,6 732,4.
7,0 164,2 3,6000 165,50 659,4 493,8 680,7 706,7 731,8.
8,0 169,6 4,0840 171,30 660,8 489,5 679,4 705,9 731,1.
9,0 174,5 4,5680 176,40 662,0 485,6 678,1 705,0 730,5.
10,0 179,0 5,0490 181,20 663,0 481,8 676,8 704,1 729,9.
11,0 183,2 5,5300 185,60 663,9 478,3 675,4 703,3 729,3.
12,0 187,1 6,0100 189,70 664,7 475,0 673,9 702,4 728,7.
13,0 190,7 6,4880 193,50 665,4 471,9 672,4 701,5 728,1.
14,0 191,1 6,9670 197,1 666,0 468,9 670,8 700,5 727,4 пар, а) пар б) п&р в. пар пар д) пар пар пар ж) з) ншннинниш.
МШЖНтЖт ' '•' .¦¦.¦.'¦" ." .' «. • ' У',. V .•.'. •• ¦ ¦¦-¦¦¦¦
ИШИНИИИЖ W И Ш ИНН шжжитижжтмжн ишишшштчшшшш Е пар пар пар tnap.
Рис. 1,2. Схема’подачи пара в бассейн: а, б, в, г — с двух сторонд, е, зк, з — с одной стороны. через эти отверстия, не успевает передать все тепло воде и значительная его часть выбрасывается в атмосферу. На рис. 1.3 показана схема подачи пара, которая наиболее полно может осуществить передачу тепла воде. Для увеличения эффективности теплообмена пар должен подаваться методом барботажа. Для этого по длине трубы сверлятся барботажные отверстия диаметром 3 мм с максимальным расходом пара через него Мм = 0,205 т/ч. В таблице 1.5 сведены эмпирические данные по допустимым скоростям, расходам и количеству отверстий 0 3 мм при этих расходах [19], а в таблице 1.6 представлен пример расчета такой магистрали при необходимом расходе пара 0,75 т/ч. Схема расположения барбатажных отверстий показана на рис. 1.4,.
Выводы. Принятая технология и организация тепловой обработки древесины влияют на основные показатели предприятия: коэффициент расхода древесины и теплоэнергетические затраты на I м3 фанеры, средний коэффициент сортности фанеры, то есть на экономические показатели производства фанеры.
ЗАКЛЮЧЕНИЕ
.
1, Задача автоматизации процесса гидротермообработки древесины продиктована: дальнейшим увеличением выпуска продукции, необходимостью повышения производительности труда, экономии сырья и теплоэнергетических ресурсовнеобходимостью улучшения условий труда и обеспечения безопасной работы в зоне горячей воды и перегретого пара, подаваемого к бассейнуотсутствием серийно выпускаемых специализированных систем управления подобными технологическими процессами, что в значительной степени сдерживает разработку и внедрение локальных АСУТП. Существующая организация управления данным процессом ручным способом не обеспечивает качественный прогрев древесины, что ведет к неоправданным потерям тепла, перерасходу древесины при лущении, снижению коэффициента сортности шпона, а в конечном счете и готовой продукции,.
2. Поставленные в работе задачи исследования, синтеза и идентификации нашли положительное решение на основе: изучения технологии тепловой обработки древесины и анализа существующих бассейнов и систем контроля и регулирования имииспользования системного подхода в разработке методики исследований и математического моделирования бассейна как объекта управленияиспользования современных методов синтеза системы оптимального управления бассейномпроведение экспериментальных исследований и идентификации математических моделей и системы оптимального управления бассейном с применением современных технических средствразработки и поэтапного внедрения технических средств и системы управления бассейном на предприятиях деревообрабатывающей промышленностипроведения технико-экономических расчетов системы и ее промышленных испытаниях,.
3. Этапы проведения научных исследований и внедрения в производство позволили получить в работе следующие результаты: рассмотрена сущность автоматизации технологического процесса гидротермообработки фанерного сырья, сделан анализ существующих бассейнов и систем управления и контроля процессомразработаны направление и этапы разработки и совершенствования систем автоматизации участка гидротермообработки древесиныпоказано, что, с целью ускорения внедрения средств автоматики в фанерное производство, решение задачи автоматизации участка гидротермообработки древесины целесообразно проводить постадийно: идентификация параметров входного сырья, сортировка сырья и управление тепловым режимом" Каждая из систем на этих стадиях может разрабатываться самостоятельно с учетом их последующей взаимоувязкина основе проведенных теоретических и экспериментальных исследований созданы и идентифицированы с реальными объектами математические модели технологических объектов управления гидротермообработкой фанерного сырья, отличающиеся тем, что позволяют описывать тепловые процессы прогрева древесины не только в статике, но и в динамике. Модели конкретизированы до уровня программных модулей на алгоритмическом языке Фортран в ДОС ЕС ЭВМ, что позволяет с успехом использовать их для задач АСУТПсинтезированные на основе принципа максимума Л. С. Понтрягина оптимальные стратегии управления технологическим объектом прогрева древесины для 4-х его основных рабочих режимов и разработанные алгоритмы выбора этих стратегий позволяют вести управление процессом гидротермообработки фанерного сырья по интегральному критерию минимума суммарных тепловых затрат при нагреве воды в бассейне и по критерию минимизации времени прогрева древесины до заданной температурыв соответствии с выполненным синтезом разработана система оптимального управления бассейном на базе мини-УВМ «Электроника-60И.* При этом, с целью ускорения внедрения результатов исследований и разработок в производство, предложена также система на базе микро-УВМ П15ВСМ"5П, работающая как в режиме прямого управления технологическим процессом гидротермообработки фанерного сырья, так и в режиме «советчика». Производственные эксперименты, испытания, внедрение и эксплуатация систем на предприятиях Минлесбумпрома СССР показали правильность выполненных исследований и работоспособность систем: показано, что безотказность работы системы автоматического управления гидротермообработкой фанерного сырья определяется в основном надежностью работы УВМ. При этом использование в качестве резерва УВМ многоточечного автоматического регулирующего прибора из серии ГСП (например, КСМ-4) значительно увеличивает надежность системы, практически не уменьшая ее ремонтопригодностивнедрение разработанных систем в фанерной промышленности улучшает качество прогрева древесины, что приводит к уменьшению расхода сырья при его разлущивании на 1−3 $ (за счет устранения сколов при лущении чураков, устранении проворотов чураков в шпинделях лущильного станка, уменьшения диаметра карандаша), к увеличению коэффициента сортности готовой продукции на 1,5−2,5^, а также к снижению затрат тепловой энергии на 10−40 $. При этом годовой экономический эффект в зависимости от мощности предприятия и его особенностей составит от 30 до 400 тыс.рублей. Так, например, годовой экономический эффект от внедрения системы управления гидротермообработкой фанерного сырья на Любанском ЛДОКе составил 77 тысяч рублей.
Разработанные математические модели и выполненный синтез системы управления процессом гидротермообработки древесины открывают широкую перепективу их внедрения на деревообрабатывающих предприятиях Минлесбумпрома СССР и позволяют приступить к разработке АСУТП участка подготовки древесины, а разработанное математическое обеспечение может войти составной частью в математическое обеспечение АСУТП, может быть использовано при создании общего программного обеспечения автоматизированных систем при научных исследованиях (например, АСНИ оптимальных условий тепловой обработки древесины), а также при создании математического обеспечения САПР бассейнов гидротермообработки древесины.
Список литературы
- Материалы ХХУ1 съезда КПСС. М": Политиздат, 1981. -223 с,
- СССР. Министерство лесной и деревообрабатывающей промышленности. Технологическая инструкция по производству фанеры, фанерных плит и древесных пластиков: Утв. Минлесдревпромом СССР 31,01.63. I. s Б.и., 1970. — 207 с. ч
- Дмитриев С.А. и др. Способ подготовки древесины к механической обработке: А.с. 336I5I, СССР, М.кл. В 27К 5/06.
- Кириллов А.Н., Карасев Е. И. Технология фанерного производства. М.: Лесная промышленность, 1974. — 312 с.
- Кириллов A.M. Расчет процессов тепловой обработки древесины при интенсивном теплообмене. -М., Л.: Гослесбумиздат, 1959. -87 л.
- Кротов Б.Г.- Фанерное производство. М., Л.: Государственное лесотехническое издательство, 1974. — 576 с.
- Орлов А.Т., Пелепелин В. М. Подготовка фанерного сырья к лущению: Обзор. М.: ВНЙПИЭИлеспром, 1972. — 33 с.
- Серговский П.С. Гидротермическая обработка и консервирование древесины. М.: Лесная промышленность, 1975. — 400 с.
- Справочник фанерщика. Под ред.канд.техн.наук И. А. Шейдина. -3-е изд., перераб. и доп. М": Лесная промышленность, 1968. -832 с.
- Стерлин МД. Поэлементный анализ расхода тепла на гидротермообработку сырья в фанерном производстве. В сб.: Новое в производстве фанеры, древесностружечных плит и древеснослоиетых пластиков. — М.: Лесная промышленность, 1976, вып.6, с.50−52.
- Стерлин М.Д. Расход тепла на гидротермическую обработку сырья. Плиты и фанера, ВНИПИЭИлеспром, 1977, вып. Ю, с. 6.
- Стерлин М.Д. Динамика и режимы прогрева мерзлой древесины. Деревообрабатывающая промышленность, 1978, № 4, с.б.
- Стерлин М.Д. Анализ процесса тепловой обработки мерзлой древесины. В сб. трудов ЦНШ?: Новое в технике и технологии производства фанеры, древесно-стружечных плит и древеснослоистых пластиков. — М.: Лесная промышленность, 1977, с.37−51.
- Чудинов Б.С. Теория тепловой обработки древесины. М.: Наука, 1968. — 255 с.
- Мелкоступова Г. А. Гидротермическая обработка древесины ценных пород. Плиты и фанера, научно-техн.реф.сб., ВНИПИЭИ-леспрои, 1978, вып.1, с. 7.
- Стерлин Д.М. Пути эффективного использования пара на фанерных предприятиях: Обзор. М.: ВНИПИЭИлеспром, 1979. — 44 с.
- Романов В.Н. Исследовать технологические процессы типовых производств лесной и деревообрабатывающей промышленности и разработать структуры АСУТП предприятий фанерной промышленности-От-чет по НИР 17/1−1У-76. М.: ЦНИ®-, 1978. — 80 л.
- Романов В.Н. Анализ состояния автоматизации производства фанеры и основные направления разработки АСУТП предприятий фанерной промышленности: Отчет по НИР 17/1−1У-76. Л.: ЦНИИ!, 1978. — 263 л.
- Кутаталадзе С.С., Боришанский В. М. Справочник по теплопередаче. М., Л.: Госуд.энергетич.издат., 1959. — 414 с.
- Прохоров В.А. Выбор оптимального оборудования для гидротермической обработки сырья на фанерных предприятиях. Механическая обработка древесины. ЦНИИТЭИлеепром, 1967, вып.12, с. ЮЛЗ- вып. 13, с.9Л1.
- Пелепелин В.М., Орлов А. Т. Поточно-механизированная линия гидротермической обработки чураков. Деревообрабатывающая промышленность, Лесная промышленность, 1967, вып.7, с.4−7.
- Рипа-Мельник К.С., Павлычев Ю. М., Делиховский А. З. Бассейн для гидротермической обработки фанерных чураков.— А.с.273 092, СССР, М.кл.В 27К 1/02, В 27К 3/04, В 65 Д 69/20.
- Плавник Б.3. Разработка схемы механизированного бассейна проходного типа для гидротермической обработки фанерного сырья. -Поисковая тема К 32.6−76, Л., ЦНИИФ, 1976. 21 с.
- Плавник Б.З. Бассейн для гидротермической обработки древесных заготовок. Положительное решение от 29.10.81 г. по заявке 29. II3I3/29-I5 (54 770) от 11.04.80 г.
- Модин А.А. и др" Справочник проектировщика АСУП. М.: Экономика, 1974. — 375 с.
- Вальденберг Ю.С. и др. Автоматизированные системы управления технологическими процессами. М.: Статистика, 1974.- 180 с.
- Лоскутов В.И. Автоматизированные системы управления. -М.: Статистика, 1972. 184 с. 28.: Маясов В. М, Измерение температуры в бассейнах для гидротермической обработки. Плиты и фанера, ВНИПИЭйлеспром, 1977, вып. II, с.З.
- Золотарев Б.П., Лосицкий В. Ф., Мирецкий В. О. Автоматизация процессов камерной сушки пиломатериалов на предприятиях Украины: Обзор. М.: ВНИПИЭйлеспром, 1973. — 16 с.
- Сарьян Э.П. Об одной функциональной структуре АСУТП для производства дискретного характера. М.: АН СССР, 1969. — 130 с.
- Карташев С.Д., Якобсон Б. М. Принципы построения автоматизированной системы управления отраслью промышленности (АСУ-Прибор). -Приборы и системы управления, 1970, вып.4, с.8−12.
- Тимощук Л.А. и др. Опыт создания автоматизированных систем управления на промышленных предприятиях: Обзор. Экономика и организация промышленного производства, 1971, вып.12, с.6-И.
- Петровский B.C., Романов В. Н., Стрижев Ю. Н., Федоров Д. П. Система для автоматического управления процессом гидротермическойобработки фанерного сырья. Положительное решение от 01.02.83 г. по заявке на а.с. 3 502 104/30−15(108 096) от 20.06.82 г.
- Шубин Г. С. Метод расчета длительности тепловой обработки сырья: Экспресс-информация. Плиты и фанера, № I, 1980. — 10 с.
- Исаченко В.П., Осипова В. А., Сукомел А. С. Теплопередача. -3-е изд., перераб. и доп. М.: Энергия, 1969. — 440 с.
- Контер К.Р. 0 расчете процессов оттаивания мерзлой древесины. Деревообрабатывающая промышленность, вып. З, 1961, с.14−15.
- Лыков А.В. Теория теплопроводности. М.: Высшая школа, 1967. — 600 с.
- Лыков А.В. Тепломассообмен: Справочник. 2-е изд., перераб. и доп. — М.: Энергия, 1978. — 480 с. 39 # Серговский П. С. Метод расчета процессов оттаивания древесины. Лесоинженерное дело, 1958, вып.2, с. 14.
- Шубин Г. С. Нагревание древесины. М.: МЛТИ, 1975.
- Юдаев Б.Н. Теплопередача. М.: Высшая школа, 1973. -359 с.
- Нестеренко А.В. Основы термодинамических расчетов вентиляции и кондиционирования воздуха. М.: Высшая школа, 3971, — 355 с.
- Серговский П.С. Оборудование гидротермической обработки древесины. М.: Лесная промышленность, 1981. — 448 с.
- Шубин Г. С. Физические основы и расчет процессов сушки древесины. М.: Лесная промышленность, 1973. — 248 с.
- Романов В.Н., Федоров Д. П. Математическое моделированиебассейнов как объектов управления. В сб.: Повышение технического уровня и совершенствование технологии производства на предприятиях Минлеспрома УССР, ч.2, Ивано-Франковск, 1981, с.54−56.
- Петровокий B.C., Федоров Д. П., Романов В. Н. Разработка математической модели бассейна гидротермической обработки фанерного сырья. В сб.: Динамика процессов и аппаратов химической технологии, Воронеж, 1982, с.28−30.
- Романов В.Н., Стрижев Ю. Н., Мосин Е. Ф. Метод расчета грунтовых теплопотерь бассейнов для гидротермообработки древесины. -Лесной журнал, 1981, № 6. Изв.высш.учебн.заведений, с.61−65.
- Романов В.Н., Стрижев Ю. Н., Мосин Е. Ф. Расчет тепловых потерь бассейнов через грунт: Депонированная рукопись № 870 лб-Д82.-Депонированные рукописи, 1982, № 9 (131), с. 80.
- Диткин В.А., Прудников А. П. Справочник по операционному исчислению. М.: Высшая школа, 1965. — 466 с.
- Бейтман Г., Эрдейн А. Таблицы интегральных преобразований. т.Х. Преобразование Фурье, Лапласа, Меллина. М.: Наука, 1969. 344 с.
- Янке Е., Эмде Ф., Леш Ф. Специальные функции. М.: Наука, 1977. — 344 с.
- Романов В.Н. Математическое моделирование потерь тепла бассейна через ограждение в грунт: Информационный листок ft 149−83.-Л.: ЛЦНТИ, 1983. 4 с.
- Романов В.Н. Автоматизация расчета грунтовых теплопотерь бассейна: Информационный листок № 104−83. Л.: ЛЦНТИ, 1983. «4 с*
- Романов В.Н. Усовершенствований метод расчета температуры древесины после тепловой обработки в воде: Информационный листок № 42−83. Л.: ЛЦНТИ, 1983. — 4 с.
- Романов В.Н., Стрижев Ю. Н., Мосин Е. Ф. О выборе эффективных методов расчета на ЭВМ времени прогрева бревна при его гидротермообработке в бассейне: Депонированная рукопись № 869 лб-Д82. Депонированные рукописи, 1982, № 9 (131), с. 80.
- Мосин Е.Ф., Романов В. Н. Автоматизация расчета температуры внутри древесины при ее гидротермообработке: Информационный лис*» ток № 632−82. Л.: ЛЦНТИ, 1982. — 4 с.
- Романов В.Н., Стрижев Ю. Н., Мосин Е. Ф. Алгоритмы и Фортран-программы расчета на ЭВМ ЕС максимальной температуры древесины при ее гидротермообработке: Депонированная рукопись № 969 дб. Депонированные научные работы, 1983, № 6 (140), о.104.
- Юсупов P.M. Элементы теории идентификации технических объектов. М.: МО СССР, 1974. — 202 с.
- Эйкофф П. Основы идентификации систем управления. М.: Мир, 1975. — 683 с.
- Сейфк Э.П., Мелса Дж.Л. Идентификация систем управления. -М.: Наука, 1974. 248 с.
- Спиди К., Браун Р., Гудвин Дж. Теория управления: Идентификация и оптимальное управление. М.: Мир, 1973. — 248 с. 64. kbtidm K, 3-, 6ykoff Я System identification. аьигтГеу. «Automatica», У2, 1971, V.?, р.
- Эйкофф П. и др. Моделирование и идентификация систем и вопросы идентификации. М.: Наука, 1971. с.241−264.
- Ва?а Kzishnan A.V., Peteika V, Identification in automatic. contzo I system. «Automatica», /96 9, 11.5, a/8, p.817−82.9.
- Mehza R>K, Some zecent advances in sustem Men1. ficatLoIt В сб.: Идентификация и оценка параметров систем. 1У Симпозиум ИЗ>АК. чд. «Тбилиси, М.: Мецнисреба, 1976. с.9−22.
- Neimcin. P, 6.}Fishez Ъ.&.^евоъ} 2.Е. Aze/Cct/ of process ColeniC-ficatcon and patameiez eitCmatCon iechniouzs. „Int .J.Contoe“ tie, 1971, V.13, p. 209 -264.
- Буденков В.П., Егоршин А. О. Определение динамических характеристик объектов при помощи модели гибкой структуры. В кн.: Теория аналоговых и комбинированных вычислительных машин. М.: Наука, 1969, с.69−76.
- Черешин Д.С., Есаков В. А., Красов Б. А. Устройство для определения коэффициентов передаточных функций: А.с. 2IQ23I.1. Б.И. 1968, № 6.
- Вавилов А.А., Солодовников А. И. Экспериментальное определение частотных характеристик автоматических систем. М.: Гос-энергоиздат, 1963. — 252 с.
- Александр Т.С., Юдович B.C. Использование метода весовых функций для решения нелинейной задачи идентификации. Вычислительные процессы и структура. Межвузовский сборник. — Л.: 1977, с.151−155.
- Хемминг Р.В. Численные методы. М.: Наука, 1972. — 400 с.
- Мироновский J1.А., Юдович B.C. Об одном подходе к идентификации линейных стационарных объектов. Автоматика и телемеханика, 1978, № I, с.60−67.
- Игнатьев М.Б. и др. Алгоритмическая система для идентификации объектов по результатам эксперимента. В кн.: Алгоритмы и системы автоматизации исследования и проектирования. М., Наука, 1980, с.79−90.
- Дмитриев С.П., Рывкин Б. С. Определение параметров дифференциальных уравнений в задачах статистической идентификации. Автоматика и телемеханика, 1970, № 9, с.96−103.
- Duzicn J. 6хгог$ Сп ifatiaSfes. ReIni. Statist.1.st, 1354,, p. 23−32 .
- P.C. An initiumenta6 Vatia?? e meihocljoz. izattime identification of a. noisy ptocess Jutamatica», V, 6} p. 271 287
- Lei/in MJ. OpUmaE eitLmaiion of Lmpufo геspouse ih jhe pze-mcz.of noise.-Ttans. Cutcuit Theozu, У6,13£0, CI-7, p. 50−56 .
- Mehzcc R.K. Opt Став Inputs fot &-Ъеаг system CdeyitufCcaicon. -IEEE Tzans. on Automat' Contt.}1. AC-19, Я- 192 200 .
- Харкевич A.A. Спектры и анализ. M.: Физматгиз, 1962. -320 с.
- Правила 28−64 измерения расхода жидкостей, газов и паров стандартными диафрагмами и соплами. М.: Изд. стандартов, 1964. -148 с.
- Альбом графиков к правилам 28−64 измерения расхода жидкостей, газов и паров стандартными диафрагмами и соплами. М.: Изд. стандартов, I964t — 149 с.
- Павлов А.Н., Романов В. Н., Трач И. И. Автоматизация процесса тепловой обработки сырья. Плиты и фанера, научно-техн.реф. сб., ВНИПИЭйлеспром, 1982, вып.7, с.7−8.
- Романов В.Н., Павлов А. Н. Система автоматического управления гидротермообработкой фанерного сырья.: Информационный листок № 568−82. Л.: ЛЦНТИ, 1982. — 4 с.
- Понтрягин Л.С., Болтянский В. Г., Гамкрелидзе Р. В., Мищенко Е. Ф. Математическая теория оптимальных процессов. 4-е изд. -М.: Наука, 1983. — 392 с.
- Лернер А.Я. О предельном быстродействии систем автоматического управления. Автоматика и телемеханика, 15, № 6 (1954), с. 461−477.96. fiusW J. kA, Ph.!. Theses Sepabimerit of Math., 1. Princeton Unitf., 1252.
- BePman IE. On the Theory of Dynamcc Ргод-гаттСпд. Ргос. Nat. Acad, of SeL 38, 716−719 (1952), 98. &e?rnan R.E. Bynamic Programming f PiCnceton University Pzees, PzCnceton, New Vetsey, 195?.
- ХОХ. Федоров Д. П., Стрижев Ю. Н., Романов В. Н., Зайцева Т. В. Разработка автоматизированной системы управления участком подготовки фанерного сырья. В сб.: Автоматический контроль и управление производственными процессами, Могилев, 1983, с. 42.
- Половко A.M. Основы теории надежности. М.: Наука, 1964. — 230 с.
- Свешников А.А. Прикладные методы теории случайных функций. М.: Наука-, 1968. — 375 с.
- Математическое обеспечение ЕС ЭВМ. Выпуск 6: Пакет научных подпрограмм. Руководство для программиста, ч.5. Минск: Ин-т математики АН БССР, 1975. — 216 с.