Повышение эффективности шлифования за счет правки шлифовальных кругов с применением ультразвуковых колебаний
Угол, а поворота звеньев относительно друг друга, необходимый для их тачной ориентации, измеряют тогда когда резьбовое соединение находится в свинченном состоянии. При этом в соединении создана требуемая осевая сила затяжки. Поэтому, поворот футорки на угол р учитывает как соотношение между шагами внутренней и наружной резьбы, так и упругие деформации элементов соединения, вызванные осевой силой… Читать ещё >
Содержание
- СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕН
- ГЛАВА I. АНАЛИЗ ЭФФЕКТИВНОСТИ СОВРЕМЕННЫХ МЕТОДОВ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ. ЦЕЛЬ и
- ЗАДАЧИ РАБОТЫ ЕI. Особенности формирования рабочей поверхности шлифовальных кругов И
- Е2. Определение сияы правки и условий разрушения абразивных зерен круга 21 ] .3. Влияние вибрационной правки на процесс амифока
- 1. 4. Выводы Цель н задачи исследования
- ГЛАВА 2. ИССЛЕДОВАНИЕ ВЗАИМОДЕЙСТВИЯ АБРАЗИВНЫХ ЗЁРЕН КРУГА И АЛМАЗА ПРАВЯЩЕГО ИНСТРУМЕНТА
- 2. I. Исследование формы рабочей поверхности правящего инструмент
- 2. 1. 1. Обшне условии процесса правки
- 2. 1. Д. Исследование формы рабочей поверхности правящего инструмент"! в процессе обычной правки шлифовального круга
- 2. 1. 2. 1. Нееледованнс формы рабочей поверхности правящего инструмента и плоскости, содержащей ось ftpatueння круга и центр зоны правки
- 2. 1. 2. 2. Исследован не формы рабочей поверхности правящего инструмента в плоскости вращения круга
- 2. 13. Ииимимю формы рабочей поверхности правящего инструмента в процессе ультразвуковой правки 5 ]
- 2. 1,3−1- Исследование формы рабочей поверхности правящего инструмента в плоскости, содержащей ось вращения круга н центр ионы правки
- 2. Е3.2. Исследование формы рабочей поверхности правящего инструмента в плоскости вращения круга S
- 2. 2. Силовое взаимодействие правящего алкала с абрази а-ным зерном круга
- 2. 2. 1. — Удар пранашего алмаза с абразивным зерном
- 2. 2. El Общие допущения, обозначения и замечания S9 2.2.1.2. Определение метода расчета параметров улара
- 2. 2. Силовое взаимодействие правящего алкала с абрази а-ным зерном круга
- 2. I. Исследование формы рабочей поверхности правящего инструмент
- 22. 2. 1. Определение числа абразивных «реи крут, контактирующих с вершиной правящего ал чаш
- 2. 2−2.2. Определение гадины правки в направлении прошения круга
- 2. 22. 3. Определение скорости вершины алмаза в колебательном движении, как функции от глубины правки
- 222. 4. Изменение значений модуля упругости Юнга н плотности шлифовального круга во времени взаимодействия абразивных з&рен круга с правящим ал мак>м
- 5. Модель изменения радиальной составляющей силы правки hi период вынужденных колебаний алмаза
- 2. 2. 26. Определение влияния продольной подачн правящего алмаза на радиальную еосгайляющузо сил ы правки
- 2. 2. 2. 7. Влитие двзгження абразивного >ерна, но вершине алмаза в направлении скорости круга на значение радиальной составляющей силы правки
- 2. 2. 2. 8. Влияние движения жришны алмаза в направлении радиуса круга на значение радиальной составляющей силы правки
- 2. 3. Выводы
- 3. I, Методики экспериментального исследования 3−2. Исследование износа правящего инструмента при правке
- 3. 3. Исследование формирования вершин активных абразивных зёрен круга
- 3. 4. Профнэофафирование рабочей поверхности шлифо-МЛЫЮГО крута
- 3. 4. 1. Влияние величины контактной плошали правящего инструменте на основные параметры рельефа рабочей поверхности круга
- 3. 4. 2. — Влияние амплитуды колебаний правящего инструмента на основные параметры рельефа рабочей поверхности круги
- 3. 4. J, Влияние частоты колебаний прамшкго инструмента на основные параметры рельефа рабочей поверхности крута
- 3. 5. Иосяедомше родильной сости&ляютеЛ силы правки
- 3. 6. Выводы
- 1. Методика экспериментального исследования
- 4. 2. Результаты экспериментального нождаашш пропс-ос, а шлифования
- 4. 3. Статистический анализ качества шлифовании* по-герхноетей
- 4. 4. Выводы
- 5. 1. Рл-ч>а6сгп (й способ* ультразвуковой правки аброинв-ного круга
- 5. 1 I Вывод формулы, определяющей координату исходного рабочего положения рабочей части правящего инструмента
- 5. 1. >2. Вывод формулы, определяющей допустимый дшиюом толишны ерездемого слоя с рабочей поверхности круга за одни проход правящего инструмента
Повышение эффективности шлифования за счет правки шлифовальных кругов с применением ультразвуковых колебаний (реферат, курсовая, диплом, контрольная)
В современном машиностроительном производстве особое место среди процессов механической обработки занимает процесс шлифования заготовок. Обеспечение высокой производительности, качества и экономических показателей изготовления деталей машин связано с применением современного шлифовального оборудования, шлифовального инструмента, научно-обоснованных режимов шлифования. Важную роль в повышении эффективности процесса шлифования занимает правка шлифовальных кругов, связанная с восстановлением их геометрической формы и режущей способности. Алмазный правящий инструмент (ПИ) формирует в процессе правки рельеф рабочей поверхности круга (РПК). от которого во многом зависит эффективность операции шлифования. Особое значение алмазная правка шлифовальных кругов имеет в современном автоматизированном производстве. Правка производится в автоматическом режиме и ПИ должен обладать высокой стойкостью и стабильно восстанавливать профиль и рельеф РПК Однако ПИ при эксплуатации изнашивается, а с ростом площадок износа на вершине правящего алмаза постепенно увеличивается степень.заглаживанииРПК. снижается режущая способность круга, приводящая в итоге к изменению уровня и стабильности показателей операции шлифования. Одним из перспективных путей решения этой проблемы является применение правки шлифовальных кругов с наложением на правящий инструмент колебаний ультразвуковой частоты. Исследования последних лет показали ее эффективность. Вибрационный процесс правки шлифовального круга приводит к повышению его режущей способности, а соответственно стойкости и. как следствие, к снижению сил резания и температур при шлифовании, повышению качества шлифованных поверхностей. Однако исследования выполнялись преимущественно для стержневых однокристальных инструментов. Имеются неоднозначные результаты исследования шероховатости поверхностей после применения ультразвуковой правки (УЗП) круга. Исследования особенностей износа алмазного ПИ при правке с наложением механических колебании носят противоречии!, ii характер ] [р.-к" 1И'[сски отсутствуют работы, описывающие взаимосвязь износа вершины алмаза со стабильностью качества шлифованных поверхностей. Нет полноценных рекомендаций для разработки и внедрения способов, устройств и инструмента УЗП шлифовальных кругов на автоматизированном оборудовании в условиях массового производства. В связи с этим, работа, направленная на повышение эффективности процесса шлифования путем УЗП шлифовальных кругов, является актуальной. Работа выполнена в соответствии с Генеральным договором о сотрудничестве между Тольяттинским государственным университетом и ОАО «АВТОВАЗ» № 33 на 2001;2005 годы п. 1.1.9 и п. 2.2.5.Цель работы. Повышение эффективности процесса шлифования изделий за счет правки шлифовальных кругов с использованием ультразвуковых колебаний. Задачи: 1. Разработана и экспериментально проверена математическая модель, устанавливающая связь между геометрической формой рабочей поверхности правящего алмаза, глубиной правки и параметрами УЗ-колебаний ПИ.
2. Разработана и экспериментально проверена математическая модель силового взаимодействия правящего алмаза с абразивными зёрнами круга, учитывающая параметры УЗ-колебаний ПИ, геометрические и физико-механические свойства взаимодействующих при правке тел.3. Исследовано влияние УЗ-колебаний на основные показатели процесса правки кругов с учётом характера и величины износа ПИ.
4. Исследовано влияние УЗП на уровень и стабильность основных показателей процесса шлифования с учётом степени износа ПИ.
5. Разработаны способ УЗП шлифовальных кругов, конструкция ПИ и устройство для промышленной реализации.6. Внедрены основные результаты исследований в автоматизированное массовое производство. Научная новизна. Разработана и экспериментально проверена математическая модель, устанавливающая связь между геометрической формой рабочей поверхности правящего алмаза, образовавшейся в процессе износа, глубиной правки и параметрами УЗ-колебаний ПИ. Разработана и экспериментально проверена математическая модель силового взаимодействия правящего алмаза с абразивными зёрнами шлифовального круга. Модель учитывает распределение вершин а.з. в поверхностном слое круга, действительную геометрическую форму рабочей поверхности алмаза, физико-механические свойства взаимодействующих тел, элементы режима правки, силу удара, параметры УЗколебаний ПИ и позволяет определить максимальное значение радиальной составляющей силы правки, а также процентное содержание объёмно-разрушаемых а.з. круга, находящихся в слое, равном глубине правки. Получены на основе экспериментального исследования математические модели, устанавливающие связь между параметрами колебаний ПИ. формой его рабочей поверхности и параметрами рельефа РПК и. как следствие, основными показателями процесса шлифования. Практическая ценность и реализация работы. На основе теоретического и экспериментального исследования процесса УЗП и последующего шлифования разработаны способ, устройство и инструмент, входящие в состав комплекса УЗП шлифовальных кругов. Комплекс УЗП обеспечивает стабильную работу в условиях массового автоматизированного производства. Комплекс УЗП внедрен в основное производство ОАО «АВТОВАЗ») с экономическим эффектом 508.5 тыс. руб. (без коррекции цен от 1991 по 2005 годы), а также на ОАО «ГАЗ» и ОАО «Минский подшипниковый завод» на операциях круглого наружного, внутреннего и фасонного шлифования, и в учебный процесс Тольятти некого государственного университета. Отдельные результаты работы были представлены в 1993 — 2003 годах на выставках-ярмарках в России (Москва. С-Петербург.Н. Новгород), а также в Венгрии — 1995 г. Германии — 1997 г. Сингапуре — 1993 г., Турции — 2002 г. Франции — 2003 г. Швейцарии — 2000 г. Автор награжден двумя ОвребрЯВЫМВ медалями ВДНХ СССР. По теме диссертации опубликовано 27 научных работ, в том числе получено 11 авторских свидетельств и патентов на изобретения. Автор защищает: 1. Результаты теоретического исследования силового взаимодействия алмаза ПИ и абразивного зерна (аз.) круга, учитывающего действительную форму рабочее поверхности алмаза, параметры УЗ-колебании ПИ и его влияния на формирование рельефа РПК 2. Результаты экспериментального исследования влияния УЗП на основные показатели правки кругов — параметры рельефа РПК, форму рабочей поверхности и износ ПИ. силы правки.3. Результаты экспериментального исследования влияния УЗП на основные показатели процесса шлифования — силы резания, съем металла, уровень и стабильность шероховатости шлифованных поверхностей.4. Методику расчета параметров многокристального ПИ и условий УЗП круга.5. Результаты промышленного внедрения способа, устройств и инструмента УЗП шлифовальных кругов в автоматизированное массовое производство. Диссертация состоит из пяти глав, основных выводов по работе, списка литературы и приложений. В первой главе приведён обзор публикаций отечественных и зарубежных учёных в области шлифования и особенно в области исследований различных методов и средств правки шлифовальных кругов. Во второй главе представлены результаты аналитического исследования особенностей износа и силового взаимодействия вершины ПИ с абразивным зерном. Уточнён ыех&ИШЫ формирования микрои макрорельефа круга на основе изучения взаимодействия вершины правящего инструмента с РПК при обычной и ультразвуковой правке. Показано, что при обычной правке круга, работающего в режиме «затупления зерна», рабочая часть алмазных кристаллов ПИ изнашивается во времени эксплуатации ПИ. что приводит к нестабильности производительности и качества шлифования. При УЗП рабочая часть алмазных кристаллов ПИ прирабатывается, форма её стабилизируется, что положительно сказывается на стабильности производительности и качества шлифования изделий. Рассмотрен процесс ударного взаимодействия правящего алмаза и абразивного зерна круга, а также упругого деформирования зерна во время удара в направлениях вектора скорости круга и продольной подачи ПИ. Приведены аналитические зависимости возникающих при этом сил. Аналитически и графически представлена зависимость общей силы взаимодействия вершины ПИ с абразивным зерном от времени удара как в процессе ОП. так и УЗП. позволяющая прогнозировать процессы, протекающие в зоне правки и управлять выходными параметрами процесса правки. В третьей главе представлены результаты экспериментальных исследований процессов обычной и ультразвуковой правки — износа алмазов ПИ. формирования рельефа РПК. сил правки. Результаты выполненных исследований позволяют утверждать, что амплитуда и частота ультразвуковых колебаний ПИ являются эффективным средством управления параметрами рельефа РПК и позволяют формировать и поддерживать оптимальный рельеф РПК для конкретной операции шлифования, причем, практически независимо от степени износа ПИ. В четвертой главе приведены результаты исследования влияния правки на показатели процесса шлифования. Исследовано влияние УЗП на показатели цикла автоматизированного шлифования. Выполнен статистический анализ влияния правки круга на уровень и стабильность шероховатости шлифованных поверхностей. В пятой главе представлены способ, устройство и многокристальный правящий инструмент для УЗП. Сформулированы практические рекомендации по их применению в условиях автоматизированного производства. Приведены результаты внедрения разработок в производство. Комплексы УЗП внедрены на ОАО «АВТОВАЗ» в механосборочном производстве на автоматических линиях при шлифовании ряда деталей — вала вторичного КПП 2101. вала первичного КПП 2105. вала первичного КПП 21 083. корпуса дифференциала 2108/83. стержня клапана впускного 2108/81. стержня клапана выпускного 2108/81 и др. Технология УЗП внедрена также на ОАО «ГАЗ» и ОАО «Минский подшипниковый завод» на операциях круглого наружного и внутреннего шлифования различных деталей.
ОСНОВНЫЕ ВЫВОДЫ.
1 Разработаны математические модели, устанавливающие связь между геометрической формой рабочей поверхности алмаза, образовавшейся в процессе износа, глубиной правки и параметрами ультразвуковых колебаний правящего инструментаУстановлено, что при обычной правке рабочая поверхность алмаза правящего инструмента изнашивается с образованием ступени, в Для ультразвуковой правки характерен белее стабильный равномерный износ по всей поверхности алмаза.
2. Разработана и экспериментально проверена математическая модель радиальной составляющей силы правки за период вынужденных колебаний правящего инструментаМодель учитывает действительную геометрическую форму рабочей поверхности алмаза, силу улара, распределение вершин зерен в поверхностном слое шлифовального круга и параметры вынужденных колебаний правящего инструмента. Модель позволяет оценить изменение максимальной н средней величины радиальной составляющей силы правки во времени взаимодействия зёрен круга с правящим алмазом.
3. Разработана и экспериментально проверена математическая модель радиальной составляющей силы правки действующей во время соударения правящего алмаза с зёрнами крута. Модель позволяет: определить максимальное значение радиальной составляющей силы правки н рассматривать её как функцию от параметров вынужденных колебаний правящего инструмента, геометрических и физико-механических свойств взаимодействующих при правке тел, режима правкипрогнозировать величину относительной опорной поверхности рельефа круга после его правки по аычисдениому процентному содержанию обьСмно-разрушаемых зёрен круга, находящихся в слое, толщина которого равна глубине правки.
4. Устшювлегт степень влияния амплитуды н частоты колебаний правящего инструмента на параметры рельефа рабочей поверхности шлифовального крут Показано, что средний шаг между абразивными зернами после ультразвуковой правки возрастает, а относительная опорная длина профиля круга снижается в 2 — 3 раза, но сравнению с обычной правкой.
5. Эхспертеиталыи" установлено, что лоаышемне частоты и амплитуды колебаний правящего инструмента увеличивает импульс силового воздействия на абразивные терна круга, но снижает среднюю енлу в зоне правки. С увеличением амплитуды колебаний правящего инструмента средняя радиальная составляющая силы правки снижается.
6. Выявлено, что режущая способность шлифовального крута при ультразвуковой правке в меньшей степени, чем после обычной правки. зависит ut действительной формы и размеров изношенной части правящего инструмента. Это приводит к снижению размерного износа правящего инструмента при ультразвуковой правке по сравнению с обычной правкой в 1,3 — 1,8 раза и обеспечивает повышение ресурса правящего инструмента в 1,5 — 4 раза и стабильности основных показателей шлифования.
7. Установлена связь между параметрами колебаний правящего инструмента, силой резания, мощностью н протводнтельноегью шлифования. Ультразвуковая правка крути обеспечивает снижение силы шлифования и повышение производительности обработки с автоматическом цикле на 10. 20%,.
8. Установлена связь между параметрами колебаний правящего инструмента. уровнем и стабильностью качества шлифованных поверхностей Показано, что точность размером деталей и шероховатость шлифованных поверхностей более стабильны при использовании ультразвуковой правки.
9. Разработаны способ, устройство и правящий инструмент, обеспечивающие реализацию метода ультразвуковой правки в автоматизированном массовом производстве.
10. Производственные испытания комплекса ультразвуковой правки шлифовальных кругов подтвердили рекомендации, вытекающие из результатов исследования, Основные результаты работы внедрены в механосборочном производстве ОАО < АВТОВАЗ" (г. Тольятти), в ОАО «Минский подшипниковый завод» (г Минск). ОАО «ГАЗ» (И, Новгород). а также в учебном процессе в Тольятптнском государственном университете.
5.2. ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ, ВЫТЕКАЮЩИЕ ИЗ РЕЗУЛЬТА ТОВ ИССЛЕДОВАНИЯ.
5.2.1, Технологические рекомендации.
Вы&ор чаепнтш выщж^пыых кмеАяний ПИ.
Частота ^ вынужденных колебаний Г1И не может являться управляющим параметром, так какво-первых. се изменение связано с заменой ультразвуковой колебательной системы (УЗКО (нарушается рею-нансный режим) — во-вторых, разрешается использовать в технологических установках не любые частоты, а только определённые по ГОСТ (6165−80.
Из п. 5.1.1 известно, что если:
5.12) то рельеф РПК состоит из двух составляющих — геометрической (волнистая поверхность с длиной волны равной А/я и ударно-импульсной (в виде многочисленных сколов вершин абразивных зерен и мнкротрешнн на этих вершинах). А если:
5−13) то геометрическая составляющая исчезает полностью н остаётся тазько удлрио-импудьснм составляющая.
Условие (5.13) можно назвать условием независимости параметров рельефа РПК от длины волны результирующего воздействия РЧПИ на РПК при УЗП. Из этого условия следует.
К р.
Практически для процесса УЗП можно использовать определённые по ГОСТ I6I6J-80 частоты: (18 ± 1.26) кГц. (22 ± 1,54) кГц- (44 ± 3,08) кГц, (66 ± 4,62) кГц Другие частоты не приемлемы и>за слишком больших или стишком малых резонансных размеров УЗКС. Оптимальным является диапазон (22 я (.54) кГц, так как резонансные рзтмеры.
УЗКС согласуются с размерами констру кций большинства ПИ и пнмо-лей механизмов правки шлифовального оборудования В данном диапазоне можно получить амплитуду колебаний ПИ до 20 мкм н обеспечить необходимую прочность УЗКС. что позволяет конструировать устройства УЗП, работающие длительное время,.
Резервом в кратном изменении частоты результирующего воздействия РЧПИ ил РПК является расположение правящих кристаллов в связке ПИ, согласно выражению (5.1).
Выбор амплитуды вынужденных колебаний ПИ Теоретическое и экспериментальное исследования процесса УЗП показали, что амплитуда Аш вынужденных колебаний ПИ может являться управляющим параметром для обеспечения требуемых эксплуатационных свойств шлифовального крута, так как: с одной стороны, се влияние на формирование рельефа РПК превалирует над влиянием других параметров, с другой стороны, установка определенного значения и поддержание его на определенном уровне достигается достаточно легко.
Чем меньше значение амплитуды колебаний ЛИ, тем рельеф РПК менее разновысотный, а относительная опорная поверхность круга увеличивается. Круг с таким рельефом не пригоден к производительному шлифованию, но рекомендуется для образования низких значений шероховатости шлифуемых поверхностей заготовок.
С возрастанием амшнгтуды колебаний рельеф РПК становится более разновысотным. а относительная опорная поверхность круга уменьшается. Круг с таким рельефом пригоден к производителыюму шлифованию, но с образованием более высоких значений шероховатости.
Поотоцу в практике абразивной обработке, ял* каждой конкретной операции шмфоимт амплитуду вынужденных колебаний ГШ необходимо определять из диапазона:
Максимальное значение амплитуды Атах определяется из условия объемного разрушения абразивного зерна шлифовального крута. Из второй главы известно выражение предельной разрушающей силы сжатия (2.81 к Используя соотношение между силой, скоростью и механическим сопротивлением, можно оценить значение амплитуды ^ац:
1″.
0.33−17.
IS. IS).
111 результатов экспериментальных исследований н производственных испытаний процесса УЗП следует, что практически величину можно ограничить значением 20 мкм.
Поэтому, разрабатывал генератор УЗ-колебаннЯ и устройство УЗП. необходимо предусмотреть, чтобы амплитуда Аа вынужденных колебаний ИИ могла принимать фиксированные значения в диапазоне 0 20 мкм.
Ubifop глубины правки в процессе УЗП.
Максимально-допустимая толщина Vi слоя абразивного материала, срезоемого с РПК за один проход ПИ, при условии обязательного выхода вершин кристаллов ПН за пределы РГ1К (образование зазора между вершинами кристаллов и РПК). определяется по выражению (5,14). Это условие обеспечивает существенное повышение ресурса работы ПИ за счйт снижения скорости износа РЧПИ, но. технологически, оно не является обязательным.
Практически, при использовании условия независимости (5.33) н профиля шлифовального круга простой формы, выражение (5.11) упрек ищется и глубина правки i, ьа один проход ПН определяется диапазоном:
0£ГЛ£2'4, (5.17).
5.2.2. Конструктивные рекомендации.
Дня обеспечения Нормальной работы устройства УЗП в течении длительного времени важно не только рассчитать конструкцию УЗКС ио и правильно собрать ее, Особое внимание следует уделить сборке резьбовых соединений «с упором в торцы» звеньев УЗКС. а именно осевой силе затяжки, которую определяют согласно неравенству /84/: f (l-Х)-Рр. при 7*0,5 (j.ia).
U1РР* «Рн *>0−5 где Рт — осевая сила затяжки соединения. Н: х ~ коэффициент рабочей нагрузки: -if номер элемента ре"ьбового соединениял V количество элече4гпю соединения, шг, р, коэффициент подат. зивости гпо элемента соединения, соответствует укорочению или удд нненню /-го элемента под действием единичной осевой силы, м/Н- - коэффициент податливости элемента «болтовой» части соединения (шпилька или резьбовой «хвостовик»), мНРр — осевая максимальная сила ультразвуковой волны, дейстнуюиии в пределах резьбового соединения. Н.
Сущность состоит в том, что исключаете*- во-первых, раскрытие стыкаво-вторых, ударная работа соединения Стянутое резьбовое соединение под действием стоячей и бегущей ультразвуковых волн находится то п фазе сжатия, то в фазе растяжения. Условие (5.12} гарантирует повышение ресурса работы резьбового соединения звеньев ультразвуковой колебательной системы, так как, в фазе сжатзтя исключает удяр в соединении, а в фазе растяжения исключает раскрытие стыка соединяемых звеньев.
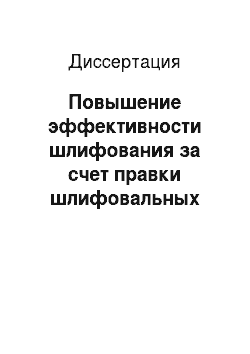
Рис. 5.2. Ре зьбовые соединения «с упором и торцы «звеньев УЗКС о — через футорку 3 н шпильку 4: б — черст ф>торку 3 и резьбовой хвостовикв — через резьбовой хвостовик.
Звенья УЗКС для обеспечения необходимого коэффициента усиления, могут бить наготовлены нз разнородных материалов Тогда, для повышения ресурса работы резьбового соединения «с упором в торцы» необходимо также учитывать и напряжения, создаваемые деформациями от расширения сопрягаемых элементов резьбового соединения в результате их нагрева. В этом случае, между внутренней и наружной резьбой соединения располагают футорку (рнс.5.2). Причём, значение коэффициент* линейного расширения материала футоркн выбирают между значениями коэффициентов линейного расширения материалов сопрягаемой резьбы /86'. Так как соединение стянуто, то при нагреве между сопрягаемыми поверхностями элементов создайся температурный натяг, напряжения от которого относительно равномерно распределяются между элементами соединения.
Для УЗП сборного шлифовального круга, либо нескольких кругов, расположенных на некотором расстоянии друг от друга на одном шпинделе шлифовального станка, можно использовать устройство УЗП. колебательная система которого состоит из одного концентратора колебаний и нескольких волноводов с ПИ, присоединенных к нему. Если важна ориентация РЧПИ в процессе правки, например, правка фасонного круга, то дня резьбового соединения «с упором в ториы» звеньев ультразвуковой колебательной системы, требующих угловую ориентацию относительно друг друга, между внутренней и наружной резьбой соединения располагают футорку, Причвм, угловую ориентацию звеньев системы осуществляют поворотом футоркн на угол, определяемый по формуле /85/:
S, если, а и j разнонаправлен^.
9 =. (519).
-•(36Q-tf), сслн, а к j «направлены где о — угол поворота футорки, градусS, — шаг внутренней резьбы футоркн, мы. S- - шаг наружной резьбы футоркн, мм, а — угол поворота звеньев относительно друг друга, необходимы! для ИХ точной ориентации. измеряемый в соединении, свинченном с требуемой осевий силой затяжки, градус.
Угол, а поворота звеньев относительно друг друга, необходимый для их тачной ориентации, измеряют тогда когда резьбовое соединение находится в свинченном состоянии. При этом в соединении создана требуемая осевая сила затяжки. Поэтому, поворот футорки на угол р учитывает как соотношение между шагами внутренней и наружной резьбы, так и упругие деформации элементов соединения, вызванные осевой силой затяжки. Следовательно, поворот футорки на угод р обеспечивает точную ориентацию звеньев друг относительно друга прн достижении требуемой осевой силы затяжки соединения.
5.3. ВНЕДРЕНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЙ В ПРОИЗВОДСТВО.
Начальным импульсом для практической реализации ультразвуковой правки шлифовальных кругов послужили лабораторные испытания, выполненные в ОАО «АВТОВАЗ», на основе которых была состаапена программа работ в рачках Генерального договора Тольягтниского политехнического института (ныне Тольятти не кнП государственный университет) и ОАО «АВТОВАЗ».
Список литературы
- Абразивная и алмазная обработка материалов: справочник / иод редакцией А. Н. Резникова. М: Машиностроение, 1977. — 391 с.
- Абразивные материалы и инструменты, каталог-справочник / поя редакцией В Ф Рыбакова М. НИИМАШ. 1976. -390 с
- Авакян, В.В. Алмазные правящие инструменты / В. В. Авакян // Станки и инструмент, 1975 -№ 7 — С. 30−32.
- Авакян, В.В. Правка круга при скоростном высокопроизводительном шлифовании t В.В, Авакян, В, Ф Романов, ЛИ. Губернская // Алмазы Сверхтвердые Материалы. 1974. — № 12. — С. 1−4.
- Акимов, ВJ1. Технологический алгоритм определения оптимальных параметров правки режущего инструмента при шлифовании t B J1 Акимов // Чистовая обработка деталей машин меж вуз науч. сб. Саратов СПИ. 1983. — № 4 — с 77−81.
- Александров, Е В, Прикладная теория н расчеты ударных систем / Е В Александров, В Б Соколннский. М. Наука. 1969 -201 с.
- Алмаз: справочник / Д. В. Федосеев, Н. В Новиков. А. С Вншнев-скиЛ, Н-Г. Теремеикая. Киев: Наукова думка. 1981 — 78 с.
- Андронов, A.M. Теория вероятностей и математическая статистика: учебник для вузов / A.M. Андронов, Е. А. Копытоа, ЛЯ. Грннглаз. -СПб: Hirrep, 2004 461 с
- Ах- 618 273 СССР МКИ! В 24 В 53/00. Способ правки алмазно-абразивного инструмента i' Г. Г. Покладий, О. В Химач, В. В. Коломиец, А Л. Сироткш". № 2 397 061/25−08- мнил, 16,08.76- опубл. 05,08.78, Бюл. № 29 -3 с.
- А, с, 1 202 833 СССР МКИ4 В 24 В 53/00. Способ правки шлифовального круга) В-И- Свнршев, А Н, Плршакоа, П. Н. Стефанснков, Si 3 764 991 /25−08: заяаз. 05.07.84- опубл. 07.01.86, Бюл № 1. 3 с.
- А с. 1 526 959 СССР МКН4 В 24 В 1/00, В 24 В 53ТО. Устройство для восстановления режушей способности шлифовального ннструме1гга / А В Ковалев, С. В Мурашкин. В Н. Малышев и др, № 4 229 069/31−08- заявл. 15,01.87.опубл, 07,12,89, Бюл № 45. 3 с.
- А, с 1 526 964 СССР МКН1 В 24 В 53/00. Способ правки абразивного шлифования круга J С. В. Мурашкни, В, И. ПилинекиЙ. О. С Черненко. № 4 054 739/31−08- заявл 10 04.86, опубл. 07.12.89, БИ № 45.-3 с.
- А.с. (673 415 СССР МКИ5 В 24 В 53/00, Способ правки шлнфо-вальиого круга / С. В. Мурашкин, А. В. Ковалёв, Б-М. Левин № 4 680 166.11−08- заявл, 18.04 89- оиубл, 3008,91, Бюл № 32.-3 с,
- Алямовскнй, A.A. SolidWorks Компьютерное моделирование в инженерной практике V Л, А Алямовскнй, А. А. Собачкин, ЕВ Одинцов.- СПб.: БХВ Петербург, 2006. -800 с,
- Ар га тов. НИ. Основы теории упругого дискретного контакт V Н И, Аргатов. НА Дмитриев- СПб: Политехника, 2003. -233 е.
- Байкалов, Л К Введение в теорию шлифования материалов I, А К Байкадов. Киев: Наумова думка, 1978 — 206 с,
- Байкалов* А-К- Алчаиплй правящий инструмент на гальванической связке /А, К. Байкалов, ИЛ. Сукеник. Киев: Наукова думка, 1976, — 248 с
- Бакаев. В В Повышение стабильности режущих свойств шлифовальных кругов У В В. Бакаев У Станки и инструмент. -1991. -Jfe 5. С. 23.
- Белов. Г, И Повышение эффективности операций шлифования путем совершенствования условий правки шлифовального крута алмазным карандашом, автореферат дне. канд. техн. наук: 05.02.08. Саратов, 1986.
- Березняк, РА. Исследование влияния относительных колебаний шлифовального круга и правящего инструмента на шероховатость шлифованной поверхности ! Р.А Березняк // Чистовая обработка деталей машин, межвуз. науч. сб- Саратов- СПИ, 1977 -Jfe 3. — С- 69−79
- Бердяев, В В Влияние ультразвуковой правки абразивных кругов на процесс шлифования >' В. В. Бердяев, В. И. Пили некий. В. А. Санд-лер// Станки и инструмент 1Ф7К — № 11 -С 41−42.
- Боровиков, В П. STATISTICA. Статнсппмскнй анализ и обработки данных в среде Windows / В XL Боровиков. И П. Коровиков М.: Информашюнно-юдательскнИ дом «Филннъ». 1997 — 608 с
- Боудея, Ф.П. Трение и смазка твердых тел / Ф. П. Боуден, Д. ГеЯбор- пер с англ, I под ред И В, Крагельского. М: Машииострое-иие, 1968.-542 с.
- Бронштейн, НИ Справочник по математике для инженеров и учащихся втузов / И. Н- Бронштейн, К, А, Ссмендяев. 13-е над, неправ.- М.: Наука, гл. ред. физ.-мат. лит., 1986 544 с,
- Булыжев, ELM- Ресурсосберегающее применение смазачно-охлаждяюших жидкостей при металлообработке >' ЕМ. Булыжев. Л В, Худобин. М. Машиностроение. 2004. — 352 с.
- Веитцель, Е, С. Теория вероятностей / Е. С Веитцель. Учебник для вузов, — М: НАУКА. 1969. — 576 с.
- Вуколов, Э.А. Основы «атлетического анализа. Практику м по статистическим методам и исследованию операций с использованием пакетов STATlS’nCA к EXCEL I Э, А Вухолов. Учеб. Пособие. — М: ФОРУМ: ИНФРА М. 2004. — -164 с.
- Гаршин, А.П. Абразивные материалы I, А 11, Гвршии, В М Гро-пяиов, Ю-В. Лагунов. Л / Машиностроение, Ленинградское отделение, 19*3 — 231 с.
- ПХТ 25 961−83 (СТ СЭВ 3313−81) Инструмент абразивный Акустический метод контроля физико-механических свойств Ввсд. 1983−18−11.-М.: Изд-во стандартов, 1984. — 16 с.
- Гурский, Д. А, Вычисления a MaihCAD / ДА. Гурский. Ми.: Новое знание, 2003. — 814 с.
- Дниннк, А Н Удар и сжатие упругих тел J А. Н Дниннк И Избранные труды. Киев: НЗЛ-во АН УССР, 1952, — 256 с
- Екогава, К. Влияние режима правки шлифовального крута на чистоту поверхности и точность обработки / К. Екогава // Нихон кикай гаккай ромбунею: пер. с яп 196S. — т. 34, № 262. — С-11 684 182,
- Жучеико. А В Ультразвуковая правка шлифовального круга I, А В Жучеико, С В. Мурашкии К Автомобилестроение. Отеч пронзв опыт: ннформ сб. Тольятти: Филиал ЦННИТЭИавтопрома. 1989 -Вын, 4. — С, 46−4?
- Иванов, А.П. Динамика систем с мехашмсскнми соударениям» / АЛ. Иванов М: Международная программа образования, 1997 -336 с
- Ивашинннков. В М Прогрессивное шлифование ' В М Ива-шинников Челябинск: Южно-Уральское изд-во, 1976. — 327 с.
- ЗВ. Инженерные методы исследования ударных процессов Г С Биту ев, Ю. В. Голубков, А, К. Ефремов н др. М.: Машиностроение. (969 -251 с,
- Исследование правки абразивных кругов карандашами МААС >' ВН. Пилннскнй, НИ Малышев, А А. Сагарда и др. И Сверхтвердые материалы 19S1. — Хг 6. — С. 29−34,
- Кавамура, С. Износ абразивных зерен шлифовального круга / С-Кавамура, X Ямала, К, Кубо: пер. с яп ft Сэймицу кикай. 1973. — т, 39, 76 3 — С, 306−311.
- Кащееа, ВН. Абразивное разрузпеиис твердых тел / В Н. Кзше-ев М.: Наука, 1970.-247 с,
- Киселев, Е. С- Интенсификация процессов механической обработки использованием итергии ультразвукового поля I Е С Киселев. -Ульяновск: УдГТУ, 2003 186 с,
- Киселев, Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ / Е. С. Киселев. Ульяновск: УлТГУ, 2002.-201 с.
- Киселев, Е, С Повышение эффективности правхи кругов и шлифования заготовок путем рационального применения смазочно-охлаждающих жидкостей: автореферат дне. докт. теки, наук- 05−02.08- 05,03.01 Самара, 1997.
- Колонией, В.В. Алмазные правящие ролики прн врезном шлифовании деталей машин / В В Колонией, Б.И. Полу-пан. Киев: Наукова думка, 1981 -142 с.
- Королев, А. В Исследование процессов образования поверхностей инструмента и детали при абразивной обработке / А В. Королев. -Саратов- СГУ, 1975 191 с.
- Королев, А, В. Прогрессивные процессы правки шлифовальных кругов<�А-В. Королев, Р.А. Бере-гкяк -Саратов: СГУ, 1984. 112е.
- Корчак. С.Н. Производительность процесса шлифования стильных деталей ! С.Н. Корчак М: Машиностроение, 1974. — 275 с.
- Кравченко, Б.А. Влияние ультразвуковых колебаний на показатели процесса микрорезания алмазным зерном ,' Б.А. Кравченко, М-С-Нерубай it Синтетические алмазы 1976. — Вып. 2 — С. 42−45.
- Кравченко, Ю Г. Исследование процесса высокопроизводительного шлифования сложнолстзгрованных быстрорежущих сталей кругами на керамической связке: дис. канд. техн. наук: 05.03.01, защищена 14 11 Й0 У Кравченко Юрий Григорьевич. -М-, 1980. — 231 с.
- Кремень, ЭЛ. Выбор оптимальных условий абразивной доводки металлов / 3, И. Кречень // Веспоо- Машиностроения 1969- - № 5, — С 4S-49
- Кумабз, Д Вибрационное реинис / Д. Кумабэ: пер. с яп СЛ. Масленникова t под редакцией Н И. Портнова, В, В, Белова М — Машиностроение. 1985, — 424 е.
- Лурье, Г, Б. Шлифование металлов / Г, Б- Лурье М: Машиностроение, 1969. — 172 С.
- Малкин. С. Износ шлифовал ьн ых кругов. Часть. Нивх, вызываем ый истиранием / С. Малкин, Н. Кук // Конструирование: жури а. ме-рик общ-ва ииж -механиков. 1970. — С. 237−246.
- Малкин. С. Износ шлифовальных хругов. Часть 2 Износ, кызы-ваемый раскалыванием / С- Малкин, Н, Кук К Конструирование: жури, амернк. общ-по ниж.-механиков. 1970. — С. 247−252.
- Малышев. ВЛ. Расчет разрушающей силы на абразивном зерне при правке шлифовального круга / В. И Малышев, П. В. Матюнина D Прогрессивные техпроцессы в машиностроении труды асерос иаучн.-техи конф. Тольятти: ТГУ. 2002- - С (73−174.
- Прогрессивные методы правки абразивных кругов i В Н. Малышев, В И Пилнискнй, Г. Г. Покладнй и др., под общей редшгшгей В Н. Индийского, Киев: Техника. 19S5- - 112 С
- Малышев, В. И. Повышение эффективности скоростного шлифования за счет совершенствования правки абразивных кругов: дне канд техн. наук: 05−03,01- защищена 11.12.86 / Малышев Владимир Ильич. Тольятти, 1986.-2 56 с.
- Малышев, В И, Шлифова1П1е с ультразвуковой очисткой и правкой абразивных кругов I В. И Малышев, Б. М. Левин, Л. В. Ковалев Станки и инструмент. |"0. -Jh 9,-С. 22−24,
- Марков, Л И Ультразвуковое резание труднообрабатываемых материалов / А. И. Марков.-М Машиностроение. 1968. 367 с.
- Маслен, ЕН, Теория шлифования материалов / Е Н Маелов -М: Машиностроение, 1974.-340 с.
- Матйункк, И. Ультразвуковая техника / И. Матаушек- нер, с нем. И, П. Годямшюй и др. М.: Металлургия. 1962, — 367 с
- Мл тюхи. Г1, Г, Научные основы стабилизации выходных показателей «мазкого шлифования с помощью управляющего воздействия на рабочую поверхность круга- автореферат дне.. докт техн. наук: 05.03 01. Харьков, 1996.
- Матюшков, В, В, Исследование процесса механической обработки щтифовальных кругов с применением устройства активного Koinpo-ля: автореферат дне капа, техи, наук 05.03.01, Волгоград, 2003.
- Механическая обработка деталей из керамики и ситаллоа ! tl, А Хрульков, В. А. Тародей, А. Я. Головань, Ю. М. Букн. Саратов: Изд-ро Саратовского ун-та, 1975, — 352 с
- Минь ко, А. А. Статистический анализ в ЕХСЕ1-/ А. А. Минько -М: Издательский дом „Вильяме“, 2004, 448 с
- Мншнаевскнй. Л Л Износ шлифовальных кругов / Л Л Мишна-евский Киев. Наукова думка, 1982 — 192 с
- Наермон, М С. Длмапгая правка шлифовальных кругов / М.С. На-ермви. М. А. Лумельский, All. Ильин // Алмазы -1972, 2. — С, 12−21
- Насел, X. Способы правки шлифовальных кругов с наложением ультразвуковых и низкочастотных вибраций I X Пасса, Т Харада /(Сэймицу Кикай т. 34, 1968. 3, -С. 123−136.
- Нерубай, М.С. Повышение эффектзпшостн механической обработки труднообрабатываемых материалов путем применения ультразвука- автореферат дне. докт. теки, наук: 05−03−01. Куйбышев, 1989.
- Новицкий, П.В. Оценка погрешностей результатов измерений / П. В, Новмцкнй. НА. Зограф. Л.: Э|кргаатомнздат. Леииигр. отд-икс, 1985 — 248 с.
- Основы проектирования к технология изготовления абразивного и алмазного инструмента: учебное пособие для техникумов I В. Н Ба-куль, Ю. И Никитин, ЕЕ. Верни к, В Ф. Селех. М Машиностроение, 1975.-296 с,
- Островский, В.И. Теоретические основы процесса шлифования ! В Л Островский. Л-: Ленингр. гос. ун-т, 1981- - 144 с.
- S0. Палей. М М Технология шлифования и заточки режущего инструмента (М М. Палей, Л. Г. Дибнер, МД Флнд М — Машиностроение, 1988. -288 с81. 1 аиовко. Я Г. Введение в теорию механического удара / Я Г Пановко, М.: Наука, 1977. — 224 с
- Псреаерзев, П.П. Теория и методика расчёта оптимальных циклов обработки деталей на круглошлифовальных станках с программным управлением: автореферат дне. докт. техн. наук: 05−02−08 Челябинск, 1999
- Пнлйиский, В.И. О хрупком разрушении абразивных зёрен / В .И. Пили некий // Процессы и оборудование абразивно-алмазной обработки: межвед сб. под редакцией Б, И, Горбунова. Вып. № 1 Мл 1977, -С. 142−143.
- Прочность зерен абразивного порошка / Сзймнку Кнкай, т. 26, -I960.-№ 8.-С. 476−481
- Радзевич, С П Прогрессивные способы и оснастка для фасонной правки шлифовальных кругов / СП. Родзсвич, ИВ Винокуров И Обзорная информация М ВНИИТЭМР, 1991 — Вып. 4. — с
- Редько, С Г. Расположение абразивных зерен на рабочей поверхности шлифовального круга / С. Г Редько, А В, Королев И Стоики и инструмент 1970 -,%5.-С. 40−4 L
- Резников, АН. Исслсдовш1ие условий разрушения зерен шлифовального круга при правке i А.Н. Резников. В. А- Сондлер И Сверхтвердые материалы 19?1 — Hi 2, — С, 43−47.
- Решетов, А Г. Автоматизация шлифования н размерного kwt-троля деталей / А, Г Решетов. СПб.: Политехника, 2003. — 193 с.
- Рогов, В. А- Методика и практика технических эксоернмигтов / В, А. Рогов, Г-Г. Познях. М.: Нзд цс! пр „Академия“. 2005 — 2S8 с.
- Рогов, В В К вопросу о мешшипю алмазного шлифования хрупких неметвллнческик материалов/ В. В. Рогов И Сверхтвёрдые материалы. 1989 С, 57−6t,
- Романов. В.Ф. Применение алмазных правящих инструментов на ВАЗе и КАМАЗе / В, Ф. Романов, В В. Атнкяи, Н В Будиик // Станки и инструмент 1977 — № 2. — С. 35−36.
- Семенов, С В. Исследование технологических жидкостей, применяемых При Правке шлифовальных кругов, на эффектигиюсть шлифования- автореферат дне,. канл. техн. иаук: 05.02,08 Одесса, 1982.
- Семко, М.Ф. Алмюиое шифоммие синтетических еверхтвер-дых материалов t М Ф Семко. А И Грабченко. М, Г Холоровскнй -Харьков: Ниша школа, 19S0. 192 с.
- Стефвненков, П.Н. Исследование н разработка способа нанесения регулярного рельефа иа поверхность шлифовального круга при правке за счет возбуждения автоколебаний правящего инструмента: автореферат дне. канд. техн. иаук: 05.03 01- Одесса. 1982.
- Сукенним. ИЛ. Правящие ролики из синтетических алмазов на гальванической связке и их работоспособность: автореферат дие.. канд. техн. иаук: 05.02.08. Киев. 1983.
- Таборкин, Г Я Динамика взаимодействия соударяемых тел / Г. Я Таборкин М: Изд-во МГТУ им. НЭ Баумана, 2003. — 276 с.
- N2. Теумнн, И. И, Ультразвуковые колебательные системы 1 Н И. Теумин М: Машгаз, 1959. — 231 с.
- Тхагзнсоев, ХГ Пошшаак эффективности использования алмаза и качества алмазных инструментов I X Г Тхагопсосв, В. Ш. Хажуев, А-А- Гоов // Алмазы и сверхтвердые материалы. 1977. — Выи, 8, — С, 4−5
- Тхагапсое®-, Х, Г Ресурс работы правящих инструментов с кристаллами алмаза разной формы У Х Г Тхагопсосв, В. Ш. Хажуев, А, А Гоов И Сверхтвердые материалы 1989 — № 3. — С. 36—40.
- П8. Федхжии. В К Управление качеством процессов t В. К, Федю-кик. СПб.: Питер, 20<М — 208 с.
- Хвлафян, А-А. Статистический анализ данных STATISTICA 6,0 i, А .А. Халафян. 2-е изд., ненр. и доп.: учеб. пособие. — Краснодар: КубГУ, 2005, — 307 с.
- Харадл, Н. Способы правки кругов с наложением ультразвуке-вых и жгзкочастотных вибраций t Н Харала И Ссймицу Китай. 196 В -№ 3,-С. 75−86.
- Хрущов. М М, Абразивное изнашивание < М М, Хрущов, М-А. Бабичев М: Наука, 1970. -252с,
- Худобин. Л В. СЫВЭОЧiю-охляждающ и е средство, применяемые при шлифовании ¦' Л, В, Худобин. М Машиностроение. 1971 — 214 с.
- Худобин, J1.В. Зависимость эффективности шлифования от состоя. мя режущего контур» шлифовального круга t Л, 8. Худобин, А. Н Самсонов И Труды Ш1ИИАШ 1973. 14 С 45−52
- Цуни. X Влияние условий и режимов правки шлифовального круга на производительность и качества шлифования ! X Цувл пер. с ял. НКнкай, но НЭНКЮ 1464 — № I -С. 123−136
- Шальное. В, А Шлифование и полирование высокопрочных материалов I1 В. А. Шальиов М, Машиностроение, 1972, — 272 с,
- Шлифование фасонных поверхностей (А Н. Исаев, АН Фнлнн. М. С. Слотинкоа, В. Ф. Совкин М: Машиностроение, 1980 152 е
- Штаерман. И. Я, Контактная задача теории упругости / ИЛ. Штаерман. М.: Госгехиэдат, 1949.-53 с.
- Ящсрнцын, П-И. Тонкие доводочные процессы обработки деталей мрщни и приборов! ПИ. яшернцын. А Г Зайцев, А. И. Барбогьжо. Минск: Наука и техника. 1976. — 328 с.
- Coping with Compliance tn the Control of Grinding Processes / D R. Allanson, S. Kelty, J. L Mornzzi, W B Rowe Si Annats of llie CIRP 1989-- Vol, 38/1, — P 178−194.
- Inasaki, I- Monitoring of Dressing and Grinding Processed with Acoustic Emission Signals /1. Inasaki, К Okamura U Annals of the CIRP -.985. Vol. 34i4. — P, 277−280
- Jofcogavta, K. Emlluss dor Abrichi und Schlif bedingungen auf Rauheii und Rundhei geschliflenev Qfcerflflchen .' K- Jofcogawa ti Werkstatt omt Belrieb, 1974 — №. 9. — P. 513−525,
- KOnig, W Three dimensional measurement of the grinding wheel surface evaluation and effect of cutting Iwhaviour / W. K6nig, W Lortz // Annals of the CtRP — 1976. — Vol. 25/1. — P, 197−202.
- Lindsay, B P On the Basic Relationships between Grinding Pa-«metre / B. P Lindsay, R.S. Hnhn // Annals of the CIRP. 1971. — Vol. 19. -P 657−666.
- Malkin. S Burning Limit for Surface and Cylindrical Grinding of Steel / S. Malkin If Annals of the CIRP 1978, — Vol. 27. — P. 233−236.
- Malkin. S, Grinding Cycle Optimization / S. Malkin U Annal* of the CIRP 1981. — Vol- 30/1. — P. 233−226
- Malkin, S. Off Line Grinding Optimization vith о Micro-Cemptrtir / S, Malkin, V, Клгеп U Annals of the CIRP — 1980 — Vol. 29. -P. 213−216
- Pahlitzch, G. Bedeutung des Schncdflfldienzusfniides von Schleif-scheibcn fiir den SchletfproMs / G Pahlitzch H Jnduurie Dianiaut Rundschau 1974.-Xi3 >P 158−168.
- Patented 3. 212, 491 Okt. 19. 1965 (США) Method and Apparatus for tnieing and forming the working surface of a grinding wheel Lewis Balamut and Arthuf Kuris. Filed Aug. 21.1961, Scr. No. 132,685 15 claims. 125 p,
- Salie, E Grinding of Cylindrical Blanks with Controlled Work"-peed / E Satie. W. Horsemann, M, Klyfc // Aimats of the CIRP- 1989 -Vol.38/1.-P. 303−306
- Schwnra, K.E. Zeopanungsvogange und Sehleifergebni» beim Ab-rtchtcn von Grinding ! K. E Schwarz // Journ. of Manufacluring Science and Engineering 2001-- Vol. 123, — P. 319−324.
- Sclhy, J. S Wheel dressing with dionjond toots t J.S. Sclby // Machine Shop and Engineering Manufacture 1969- - Vol 30/10. — P 14−40.