Ресурсосберегающие технологии и средства их реализации по транспортировке, замене и укладке рельсовых плетей бесстыкового пути на бесподкладочных скреплениях
Результаты расчета напряженнодеформированного состояния изгиба рельсовых плетей при их погрузке и выгрузке под действием внешних сил, рассчитанные разными способами, близки по своим значениям. Это подтверждает возможность использования компьютерной программы «КАТРАН» предназначенной для прочностного анализа пластинчато-стержневых конструкций в среде графического процессора А^оСАО-14(Е.из… Читать ещё >
Содержание
- Глава. 1. Общая постановка вопроса
- 1. 1. Обоснование использования рельсовых плетей (менее 800м). Необходимость и актуальность перевозки и укладки коротких плетей
- 1. 2. Обоснование использования типового путеукладочного поезда для перевозки укладки и выгрузки рельсовых плетей
- 1. 3. Анализ особенностей используемых в технологиях замены, транспортировки и укладки рельсовых плетей со скреплениями типа АРС
- Глава 2. Разработка рельсовозного состава на базе типового путеукладочного поезда
- 2. 1. Описание и работа типового рельсовозного состава 2РС-800-П и его элементов
- 2. 2. Рельсовозный состав на базе типового хозяйственного поезда разработанный МИИТом. Конструкция съемного оборудования, устанавливаемого на состав
- 2. 3. Сравнительный анализ типового рельсовозного состава и рельсовозного состава на базе типового путеукладочного поезда
- Глава 3. Обоснование и выбор стандартной подвижной единицы в качестве концевой платформы для рельсовозного состава на базе типового хозяйственного поезда
- 3. 1. Критерии выбора стандартной подвижной единицы
- 3. 2. Расчет напряжений от заданного изменения траектории изгиба рельсовых плетей
- 3. 3. Конструкция установленного оборудования концевого вагона
- 3. 4. Расчет хребтовой балки на прочность при действии на нее веса установленного дополнительного оборудования и упругих сил от изогнутых рельсовых плетей
- 3. 5. Экспериментальная проверка напряжений, возникающих в хребтовой балке вагона от навесного оборудования и упругих сил деформированных плетей при их выгрузке и погрузке
- 3. 6. Вписывание модернизированного вагона модели ЦМВО-66 ГОСТ 12 406–79 с установленным на нем специальным оборудованием в габарит 0-Т ГОСТ
- 3. 7. Проверка величины смещения центра тяжести пассажирского вагона ЦМВО-76 после установки дополнительного оборудования
- 3. 8. Описание установленного оборудования
Ресурсосберегающие технологии и средства их реализации по транспортировке, замене и укладке рельсовых плетей бесстыкового пути на бесподкладочных скреплениях (реферат, курсовая, диплом, контрольная)
V).
Современная реструктуризация МПС направлена на улучшение работы.
Г- 1 1 —————" «— -—железнодорожного транспорта и снижение себестоимости перевозок.
Одним из резервов снижения себестоимости перевозок является уменьшение затрат в путевом хозяйстве за счет более широкого использования путеукладочных поездов, имеющихся в каждой ПМС. Их модернизация позволит использовать их дополнительно для транспортировки, выгрузки и погрузки рельсовых плетей с целью сохранения и перемещенья рельсовых плетей в процессе ремонтов на менее грузонапряженные участки для повторного их использования.
Модернизированный путеукладочный состав позволяет перевозить рельсовые плети под пакетами с рельсошпальной решеткой (РШР) одновременно. Это свойство состава дает возможность укладывать РШР и рельсовые плети в один этап.
Другим резервом снижения себестоимости перевозок в путевом хозяйстве является внедрение на железных дорогах более совершенных бесподкладочных скреплений типа АРС и ЖБР. Применение бесподкладочных скреплений в бесстыковом пути уменьшает трудозатраты на его содержание и ремонт, однако создает свои особенности в технологии ремонта. Применение бесподкладочных скреплений требует разработки новых ресурсосберегающих технологий, а также создания оборудования позволяющего оптимально реализовывать такие технологии.
Разработка новых технологических процессов замены и укладки рельсовых плетей с использованием имеющегося и перспективного оборудования является весьма актуальной.
Основные положения, выносимые на защиту.
• Разработка рельсовозного состава на базе типового путеукладочного состава (поезда) для транспортировки старогодных рельсовых плетей при производстве ремонтов пути с целью укладки их" на менее грузонапряженных участках.
• Разработка ресурсосберегающих технологий, позволяющих производить замену и укладку рельсовых плетей в пути со скреплениями типа АРС или ЖБР с использованием разработанного оборудования.
Настоящая работа посвящена проблеме ресурсосбережения в путевом хозяйстве, которая реализуется при решении вышеуказанных задач по транспортировке, замене и укладки рельсовых плетей с бесподкладочными скреплениями.
В первой главе дано обоснование использования коротких плетей длиной менее 800 м и возможности использования путеукладочного поезда для транспортировки, погрузки и выгрузки рельсовых плетей.
Во второй главе дается описание и работа типового рельсовозного состава и модернизированного рельсовозного на базе путеукладочного поезда ПМС, сделан сравнительный анализ этих составов и выработаны определенные показатели использования для разработанного состава.
В третьей главе сделан подбор стандартной подвижной единицы для использования ее в качестве концевой платформы для погрузки и выгрузки рельсовых плетей. Сделан расчет геометрии вынужденного изгиба рельсовых плетей по программе разработанной кафедрой САПР МИИТа и определены оптимальные размеры вписывания траектории изгиба в базу стандартной подвижной единицы. Определены, какие подвижные единицы могут быть использованы в качестве концевой платформы и места установки оборудования на — нее. Представлены результаты испытания модернизированного вагона и сделаны общие выводы.
В четвертой главе представлены новые ресурсосберегающие технологии замены и укладки рельсовых плетей для бесподкладочных скреплений. Представлена новая внецентренная схема растяжения рельсовых плетей, позволяющая сократить время «окна» и общие трудозатраты.
В пятой главе представлен расчет экономического эффекта от разработки, производства и эксплуатации оборудования рёльсовозного состава на базе типового хозяйственного поезда ПМС и экономический эффект от применения новых технологий.
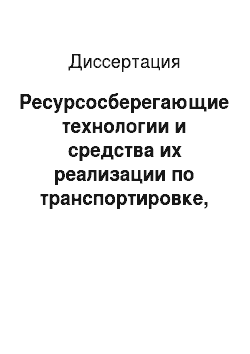
Структурная схема исследования при решении поставленной задачи представлена на рис. 1.0.
Л *.
Рис. 1.0. Структурная схема исследования.
4.4. Выводы по главе 4.
• Разработанные технологические процессы № 2 и № 3 и используемое в них оборудование, разработанные на кафедре «Путь и путевое хозяйство» с участием автора, по замене и укладке рельсовых плетей на бесподкладочном основании со скреплениями типа АРС представлены в приложении и подтверждены актами использования.
О 155 V.
• Аналитически, с помощью ЭВМ методом «конечных элементов» решена задача возможности внецентренного растяжения длинномерных рельсовых плетей и определены условия (технические и конструктивные), при которых такое растяжение возможно.
• Представлена принципиальная технологическая схема растяжения рельсовых плетей при внецентренном приложении силы. На основе этой схемы растяжения был разработан технологический процесс № 3, позволяющий существенно уменьшить трудозатраты и сократить время «окна», при выполнении работ по замене и укладке плетей на длине блок-участка и всего перегона.
• Разработанные технологические процессы № 2 и № 3 и используемое в них оборудование, разработанные на кафедре «Путь и путевое хозяйство» с участием автора, по замене и укладке рельсовых плетей на бесподкладочном основании со скреплениями типа АРС представлены в приложении и подтверждены актами использования.
• В связи с выявленными особенностями скреплений типа АРС разработан и внедрен на Московской ж.д. технологический процесс № 1 и оборудование конструкции МИИТа для замены рельсовых плетей. Технологический процесс представлен — в приложении и используется в учебнике для ВУЗов «Технология, механизация и автоматизация путевых работ» под редакцией Э. В. Воробьева, К. Н. Дьякова. М. «Транспорт» 1996 г.
• Предлагаемая автором технология работ по перекладки плетей с переменой рабочего канта и с применением инвентарных плетей наиболее эффективна на бесподкладочных скреплениях типа АРС и ЖБР при использовании собственных рельсовозов и высокопроизводительных устройств для замены плетей. Разработанный технологический процесс № 4, описанный в главе 4.2, представлен в приложении.
Глава 5. Определение экономического эффекта от разработки, производства и эксплуатации оборудования рельсовозного состава на базе типового хозяйственного поезда ПМС.
Для определения экономического эффекта от использования разработанного оборудования составляем сравнительную характеристику составов и применяемого оборудования.
По сравнению с типовым рельсовозным составом 2РС-800-П производства Царскосельского завода (в дальнейшем базовый вариант), состав на базе типового хозяйственного поезда ПМС (в дальнейшем предлагаемый вариант) имеет ряд преимуществ:
• Погрузка рельсовых плетей производится без применения грузоподъемных устройств.
• Все устройства состава обеспечивают пропуск через них стыковых накладок.
• Оборудование состава позволяет производить непосредственно на составе стыкование и расстыковку смежных рельсовых плетей.
• Типовые автосцепки позволяют формировать состав любой длины в соответствии с длиной перевозимых плетей.
• - В составе не используются новые специальные подвижные единицы, все оборудование — съемное.
В дополнительное оборудование состава включены устройства для автоматического направленияшетей при погрузке и автостыкования плетей при выгрузке. Рельсовозный состав более мобилен, не завязан с технологической линией РСП, постоянно находится в распоряжении ПМС. Оборудование не препятствует использованию хозяйственных поездов по их прямому назначению. Рельсовозный состав на базе типового хозяйственного поезда ПМС позволяет сохранять и повторно использовать старогодные рельсовые плети бесстыкового пути любой длины в пределах длины состава. Исходя из средней длины путеукладочного состава ПМС (16 портальных платформ) общая, длина перевозимых плетей составит, с учетом 4-х дополнительных платформ с оборудованием: при погрузке — 1480 м, при выгрузке — 1580 м. Средняя длина одной плети составляет 250 м. Длина плетей может быть увеличена за счет добавления в состав портальных платформ.
Сравнительный анализ базового и предлагаемого вариантов составов представлен в табл.5.1.
Заключение
.
В результате выполненной работы сделаны следующие основные выводы:
1. Анализ данных по железным дорогам России показал, что средняя длина кривых участков составляет 430 м. В частности, по Московской железной дороге длина кривых участков составляет 390 м. Важной причиной появления коротких плетей является сохранение старых плетей для перекладки их на менее грузонапряженные участки пути. Поэтому, наряду с укладкой плетей длиной 800 м, существует необходимость транспортировки, замены и укладки более коротких плетей длиной 300−500(м).
2. Для погрузки, выгрузки и транспортировки коротких плетей наиболее целесообразным является обычный путеукладочный поезд, имеющийся в каждом ПМС. Путем его модернизации он приобретает новые дополнительные возможности для выполнения выше указанных: задач. Оптимальная длина плетей, перевозимых: на предлагаемом составе, составляет 300−500(м). Длина состава может быть увеличена путем добавления промежуточных платформ с целью транспортировки рельсовых плетей длиной до 800 м.
— 3. Оборудование, устанавливаемое на состав, не мешает использовать его по прямому назначению, то есть для транспортировки пакетов с рельсошпальной решеткой. Транспортировка плетей может осуществляться одновременно с рельсошпальной решеткой под пакетами.
4. Оборудование, установленное на состав, позволяет сократить трудозатраты на погрузку и выгрузку рельсовых плетей. Новый способ погрузки существенно уменьшает затраты энергетических показателей и увеличивает производительность работ. Предлагаемый рельсовозный состав на базе путевого хозяйственного поезда не заменяет полностью работу типового рельсовозного состава, а лишь частично заменяет его, в основном на капитальных ремонтах для сохранения рельсовых плетей, а так же на отдельных работах по замене рельсовых плетей с заменой рабочего канта.
5. Результаты расчета напряженнодеформированного состояния изгиба рельсовых плетей при их погрузке и выгрузке под действием внешних сил, рассчитанные разными способами, близки по своим значениям. Это подтверждает возможность использования компьютерной программы «КАТРАН» предназначенной для прочностного анализа пластинчато-стержневых конструкций в среде графического процессора А^оСАО-14(Е.из), разработанной кафедрой САПР института ИПСС МИИТа, для решения нестандартных прикладных задач.
6. Для создания плавной и равномерной укладки рельсовых плетей в середину колеи возможно использование в качестве концевой платформы рельсовозного состава, модернизированного, старогодного пассажирского вагона имеющего хребтовую балку.
7. Проведено расчетно-теоретическое обоснование, геометрии траектории вынужденного напряженно — деформированного состояния рельсовых плетей при выгрузке — погрузке с целью вписывания ее в базу типовой подвижной единицы.
8. При использовании в рельсовозном составе в качестве концевой, обычную грузовую платформу для выгрузки плетей, необходимо применить дополнительную прицепную опору на жесткой сцепке, с целью уменьшения свободной траектории изгиба плетей под воздействием собственного веса, для получения большей равномерности укладки рельсовых плетей.
9. Проведен анализ существующих технологических процессов и используемого оборудования для бесподкладочных скреплений с целью выявления особенностей транспортировки, замены и укладки рельсовых плетей с этими скреплениями и разработки новых ресурсосберегающих технологий с использованием разработанного оборудования учитывающего эти особенности.
10. Разработаны технологические процессы, полностью решающие вопросы транспортировки, замены и укладки длинномерных рельсовых плетей с бесподкладочным скреплением, а так же разработано оборудование позволяющее реализовать эти процессы.
11. Аналитически методом «конечных элементов» решена задача возможности внецентренного растяжения длинномерных рельсовых плетей и определены условия (технические и конструктивные) при которых такое растяжение возможно.
12. На основе выявленной новой возможности такого растяжения, был разработан новыйтехнологический процесс № 3 (см. приложение № 1) позволяющий существенно уменьшить трудозатраты и сократить время «окна», на длине блок — участка и всего перегона за счет применения разработанной технологической схемы внецентренного натяжения для введения рельсовых плетей в оптимальный температурный интервал закрепления.
13. Реализация результатов диссертационной работы позволяет получить:
— Экономию расходов от использования разработанного состава в течении года, по сравнению с типовым рельсовозным соствавом в размере 358,386 (тыс.руб.). Интегральный экономический эффект получаемый за 10 лет эксплуатации составляет 1050 (тыс. руб.).
— Стоимость устанавливаемого борудования на модернизированный состав с учетом стоимости монтажа составляет.
1700 (тыс. руб.). ~.
— Срок окупаемости затрат составит: Ток = 3,6года.
— Экономический эффект получаемый за год от внедрения новых технологий за счет применения разработанного оборудования и технологической схемы внецентренного растяжения, позволяющей сократить время «окна» на 1,3 часа, составляет 826,410 (тыс.руб.).
Список литературы
- Айзенман И. Теория и практика бесстыкового пути // Жел. дороги мира. 1986. № 8.С.64- 68.
- Альбрехт В. Г. Бромберг Е.М. Бесстыковой путь. М. Транспорт.1982.С.206.
- Анализ состояния безопасности движения в путевом хозяйстве ж.д.за 1999−2002г.г. № ЦПР-2/4 от 26.09.01 г., № ЦПР-5/7 от 17.02.99 г., № ЦПР-2/9 от 11.03.02 г.
- Анализ работы предприятий путевого хозяйства Московской ж.д. 2003.
- Альбрехт В.Г. Барабошин В.Ф, Совершенствование бесстыкового пути и расширение сфер его применения на дорогах Советского Союза / Соверщенствование конструкции и эксплуатация бесстыкового пути: Сб. науч.тр. М. Транспорт.1988.С.4−13.
- Альбрехт В.Г., Бромберг Е.М, Зверев Н. Б. и др.-Бесстыковой путь / М.: Транспорт. 1982. 206с.
- Альбрехт ВТ, Виногоров Н. П, Зверев Н. Б. и др. Бесстыковой путь / -М.: Транспорт. 2000. 408с.
- Боченков М.С. О нецелесообразности сезонной разрядки температурных «напряжений в рельсовых плетях бесстыкового пути / Труды-НИИЖТ71 977. Вып. 185.С.17−24.
- Бромберг Е. Г, Зверев Н. Б. Бесстыковой путь с костыльным скреплением // Железнодорожный транспорт. 1973.№ 6.С.61−64.
- Вериго М.Ф. Новые методы в установлении норм устройства и содержания бесстыкового пути / ВНИИЖТ. М.: Интекст, 2000.184с.
- Верхнее строение пути при высоких скоростях движения// БТЭИ. 1973.№ 2. С. 52−68.
- Виногоров Н.П., Порошин В. Л. Восстановление поврежденных рельсовых плетей бесстыкового пути.- М.: НТОж.- д. транспорта.1983. 29с.
- Виногоров Н. П, Несвит Б. А. Новые способы разрядки температурных напряжений в рельсовых плетях. // Совершенствование конструкции и эксплуатация бесстыкового пути. Сб.науч.тр. М. Транспорт.1988. С. 108−117.
- Виногоров. Н.П. Бесстыковому пути — вторую жизнь „Путь и путевое хозяйство“ № 1, 1997г.
- Виногоров Н.П. Перекладка плетей с заменой рабочего канта./ „Путь и путевое хозяйство“ № 8, 1998 г.
- Воробьев Э. В. Дьяков К.Н. Технология, механизация и автоматизация путевых работ.-М.Транспорт. 1996.375с.
- Волков Б.А. Экономическая эффективность инвестиций на ж.д. в условиях рынка. М. Транспорт. 1996 г. 192с.
- Ермаков В.М. Комплексная система реализации ресурсосбережения в современных условиях работы железнодорожного пути / Автореферат диссертации на соискание ученой степени д.т.н. Москва.2000.
- Ершов В. В. Жулев Г. Г. Способ восстановления расчетного напряженного состояния рельсовой плети бесстыкового пути / A.c. № 1 686 053. 1991. Бюл. № 39.
- Ершов В.В. Устройство для механического изменения длины рельсовых плетей УРГ- 001 / Иф. Листок № 9592(п) ДСНТИ Куйбышевской ж.д. 1995.
- Ершов B. B, Нефедов A.A. Температурные эквиваленты неисправностей бесстыкового пути // Путь и путевое хозяйство. 1995.№ 11.
- Ершов В. В, Нефедов A.A. Еще одна ресурсосберегательная технология // Путь и путевое хозяйство. 1995.№ 8.
- Ершов В.В. Способ укладки рельсовой плети / патент № 2 076 536.1997. Бюл. № 9.
- Ершов В. В. Беляев Г. П. и др. Противокантовочное устройство / Свид. Роспатента № 4976 на полезную модель. 1997.
- Ершов В.В. Погрузка старогодних рельсовых плетей на перегоне. / Инф. листок № 1274 (П-40)-296−46. Куйбышевская ж.д. 1996.
- Ершов В. В. Беляев Г. П. и др. Исследование напряженно — деформированного состояния и устойчивости рельсовой плети i Деп.в ВИНИТИ № 3125-В96.1996.
- Ершов В. В. Беляев Г. П. и др. Устойчивость рельсовой плети при подъеме ее на платформу / Экспресс- информация. Серия „Путь и путевое хозяйство“. 1997 № 4.
- Ершов В. В. Беляев Г. П. и др. Исследование напряженно-деформированного состояния и устойчивости рельсовой плети при ее погрузке//Вестник ВНИИЖТа. 1999.№ 1.
- Ершов В. В. Адонин В.П. и др. Способ погрузки длиномерных изделий на железнодорожный подвижной состав.-/ Патент-№ 2 117 088 от 10.08.98.1997. Бюл. № 4.
- Ершов ВтВ. Жулев Г. Г. и др. Способ перекладки рельсовых плетей бесстыкового пути в криволинейных участках / Патент № 2 112 825.1998. Бюл. № 18.
- Ершов В.В. Выбор температуры закрепления рельсовых плетей для климатических условий Куйбыщевской дороги// Журнал „Путь и путевое хозяйство“. 1997.№ 12.
- Ершов В. В. Адонин В.П. и др. Новая технология погрузки рельсовых плетей // Журнал „Путь и путевое хозяйство“. 1997.№ 10.
- Ершов В. В. Шабанов JI.A. Определение усилий и перемещений рельсовой плети при ее механическом удлинении. / Деп. В ВИНИТИ РАН № 697-В98.1998.
- Ершов В. В, Шабанов JI.A. Как равномерно распределить напряжение в плетях // Журнал „Путь и путевое хозяйство“. 1998.№ 9.
- Ершов В. В, Шабанов JI.A. Ввод в расчетный температурный интервал рельсовых плетей путем принудительного их удлинения / Экспресс- информация. Серия „Путь и путевое хозяйство“ 1998. № 2.
- Ершов В.В. Крепление старогодних рельсовых плетей // Журнал „Путь и путевое хозяйство“ 1998. № 11.
- Ершов В. В. Барсегов Э.Б. и др. Устройство для продольного перемещения рельсовых плетей / Свид. На полезную модель № 9230. от 16.02.99.
- Ершов В. В, Шабанов JI.A. Удлинение рельсовой плети и ее взаимодействие с примыкающими участками / Тр. СамИИТа. 1999.
- Ершов В.В. Подвижная противокантовочная опора // „Путь и путевое хозяйство“. 1999.
- Ершов В.В. Устойчивость бесстыкового пути с учетом возведения поездов и разработка технологии по ее обеспечению. Диссертация на соискание ученой степени д.т.н. Самара -2003.
- Зверев НгБ., Хвостик Г. С. Устройство и эксплуатация бесстыкового пути в России //Железные дороги мира.1994.№ 9.С.45−51.
- Зверев Н. И, Чернышев Ю. Я, и др. Разрядка напряжений не потребуется //Путь и путевое хозяйство» 1983. № 3. С.28−29.
- Исследование применения рельсовых плетей бесстыкового пути, равных длине блок-участка. Отчет/ Куйбышевский институт инженеровжелезнодорожного транспорта, Рук. темы В. И. Новакович. №ГР 76 055 938-Куйбышев.1976. 60 с.
- Исследования взаимодействия пути и подвижного состава, Межвузовский сборник научных трудов. Днепропетровск.1984г. В. П. Шраменко Влияние продольной силы на напряженно-деформированное состояние рельсовых плетей при их транспортировке. С 93−100.
- Инструкция по сборке и эксплуатации рельсовых скреплений АРС-4, М. 2003 г. (Утвержд. Рабчуком С. А. и Алексеевой Л.П.).
- Карпущенко Н.И. Надежность связей рельсов с основанием. М.Транспорт. 1990.234 с.
- Лебедев В. Г. Славиковский H.A. Укладка и эксплуатация бесстыкового пути. М. Транспорт. 1987.206с.
- Лысенко H.H. Немкова В. Е. Анохин А.Л. «Устройство для смены рельсошпальной решетки"',-К.с. на изобретение № 1 162 883−23 -1985.v
- Лысенко Н. Н- «Путеукладчик» A.c. на изобретение № 1 175 998−32 -1985.
- Лысенко H.H. Немкова В. Е. Анохин А.Л. «Устройство для отвинчивания и завинчивания гаек рельсовых скреплений». A.c. -на изобретение № 1 569 359−21 -1990.
- Лысенко H.H. Немкова В. Е. Анохин А.Л «Рельсовозный состав».A.c. на изобретение № 1 608 281−43−1990.
- Лысенко H.H. Немкова В.Е «Погрузочно-выгрузочное устройство рельсовозного состава». A.c. на изобретение № 1 618 807−1-1991.
- Лысенко H.H. «Устройство для отворачивания и заворачивания гаек рельсовых скреплений» A.c. на изобретение № 1 687 697−40 -1991.
- Лысенко H.H. Путеперекладчик, «Путь и путевое хозяйство» № 8 -1998.
- Лысенко H.H. «Укладка рельсовых плетей бесстыкового пути до длины блок-участка или перегона» Международная научно-техническая конференция Труды МИИТа Д9−20октября 2004г. Москва, Россия.
- Новакович В. И. Ершов В.В. Способ разрядки температурных напряжений бесстыкового пути / А.с.№ 855 109.1981 .Бюл.№ 30.
- Новакович В.И. Бесстыковой железнодорожный путь с рельсовыми плетями неограниченной длины.-Львов: Вища школа.1984. 98 с.
- Нормы для расчета и проектирования новых и модернизированных вагонов ж.д. МПС. Колеи 1520 мм (несамоходных) ВНИИВ-ВНИИЖТ.1988.250с.
- Никулин А.Н., Перекладка рельсов в кривых, «Путь и путевое хозяйство» № 8 1992 г.
- Опытный технологический процесс монтажа рельсошпальной решетки на ж.б. шпалах со скреплениями АРС на производственной базе.2003. (Утверж. Виногоровым Н. П. и Червяковым В.Ю.).
- Опытный технологический процесс укладки рельсовых плетей бесстыкового пути со скреплениями АРС, ввода их в оптимальный температурный интервал закрепления и сварки до длины блок-участка. Утв. В. Б. Каменским 2003 г.
- Отчет московской ж.д. за 2003 г.
- Першин С.П. О напряженно-деформированном состоянии рельсов при изменении температуры / Вестник ЦНИИ МПС. 1967.№ 5.С25−28.
- Постановление .расширенного заседания Коллегии Министерства путей сообщения Российской Федерации № 3 от14.03.2001.
- Румшинский JI.3. Математическая обработка результатов эксперимента.М.Наука. 1971Л 91 с.
- Сборник отдельных технологических процессов по ремонту и содержанию пути и стрелочных переводов. ПТКБ ЦП МПС. Вып.1.1997.194 с.
- Сборник технологических процессов транспортировки, укладки, сварки, длиномерных рельсовых плетей с постановкой их в расчетный интервал температур закрепления. ПТКБ ЦП МПС. Вып.3.2000. 141 с.
- Семенов В.Т., Карпущенко Н. И. Состояние и перспективы развития путевого хозяйства. Новосибирск: Изд-во СГУПСа (НИИЖТа). 2000.246с.
- Тихомиров В.И. Содержание и ремонт железнодорожного пути. Изд-4.М. Транспорт. 1987.336с.
- Технические условия по укладке и содержанию бесстыкового пути.-М Транспорт. 19−82. 164 с.
- Технические условия по укладке, содержанию и ремонту бесстыкового пути с рельсовыми плетями длиной более 950 м.-М. МПС.1986.13с.
- Технические указания по устройству, укладке, содержанию бесстыкового пути/ МПС России.-М. Транспорт.2000. 96с.
- Инструкция пол сборке и эксплуатации рельсовых скреплений АРС-4. «Депертамент пути и сооружений» МПС РФ. 1997. 23с.
- Технологические процессы ремонта бесстыкового пути на железобетонных шпалах.-М. Транспорт 1973. 319с.
- Типовые технически обоснованные нормы времени для учета работ по текущему содержанию пути. Раздел П.-М.Транспорт.1972.
- Указание по применению габаритов подвижного состава. ГОСТ 9238–73 МПССССР.М. Транспорт. 1974.160с.
- Яковлева Т. Г, «Железнодорожный путь» М.Транспорт. 1999 С. 410.81. «Методические рекомендации по обоснованию эффективности инноваций на железнодорожном транспорте» МПС РФ от 26.04.1999г№ Цтех0−11.
- Яковлева Т. Е^ Карпущенко М.Транспорт. 1999.С.405.
- Памятка дорожному мастеру и бригадиру пути по устройству, укладке, содержанию и ремонту бесстыкового пути. МПС М. Транспорт 2000.24с.т
- Технологические процессы замены и укладки рельсовых плетей с бесподкладочными скреплениями АРС-4.