Применение метода свободных колебаний для определения внутренних дефектов в клееной фанере
Структура установки для нахождения внутренних дефектов фанеры в процессе производства, защищенная полезной моделью. Практическая ценность работы. Практическая ценность научной работы заключается в применении разработанной технологии, позволяющей повысить точность сортировки фанеры по наличию внутренних дефектов, автоматизировать этот процесс в процессе производства, осуществлять контроль… Читать ещё >
Содержание
- 1. АНАЛИЗ ФАКТОРОВ, ВЛИЯЮЩИХ НА КАЧЕСТВО КЛЕЕНОЙ ФАНЕРЫ
- 1. 1. Факторы, влияющие на качество клееной фанеры
- 1. 2. Дефекты склеивания фанеры и причины их возникновения
- 2. СОВРЕМЕННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
- 2. 1. Классификация методов неразрушающего контроля
- 2. 2. Характеристика акустических методов неразрушающего контроля
- 2. 3. Возбуждение акустических волн и их распространение
- 2. 4. Особенности распространения упругих колебаний в древесине
- 2. 5. Методы получения упругих колебаний
- 2. 6. Мертвые зоны и способы их сокращения
- 2. 7. Выбор метода неразрушающего контроля для определения внутренних дефектов фанеры
- 3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ НИЗКОЧАСТОТНЫХ МЕТОДОВ АКУСТИЧЕСКОГО КОНТРОЛЯ
- 3. 1. Дифференциальное уравнение колеблющейся плиты
- 3. 2. Свободные колебания ненагруженных плит, опертых по контуру
- 4. РАЗРАБОТКА УСТАНОВКИ И ПРОВЕДЕНИЕ ЭКСПЕРИМЕНТОВ ПО ОПРЕДЕЛЕНИЮ ВНУТРЕННИХ ДЕФЕКТОВ ФАНЕРЫ
- 4. 1. Разработка установки для нахождения внутренних дефектов фанеры и выбор ее элементов
- 4. 2. Проведение экспериментов по определению параметров свободных колебаний фанеры
- 5. ОБРАБОТКА РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТОВ И ВЫБОР КРИТЕРИЯ ОЦЕНКИ НАЛИЧИЯ ВНУТРЕННИХ ДЕФЕКТОВ ФАНЕРЫ
- 5. 1. Методы обработки результатов измерений
- 5. 2. Применение искусственного интеллекта для анализа результатов экспериментов. Выбор критерия оценки наличия внутренних дефектов в фанере
- 5. 3. Определение чувствительности метода
- 5. 4. Структура установки для дефектоскопии фанеры в процессе производства
Применение метода свободных колебаний для определения внутренних дефектов в клееной фанере (реферат, курсовая, диплом, контрольная)
Фанерное производство представляет собой сложную технологическую систему. В условиях рыночной экономики возросло значение рациональной организации производства фанеры, его координации и контроля. Увеличились объемы необходимой для управления информации, повысились требования к ее оперативности и точности. Возросли объемы и скорости производственных процессов.
Технологические процессы производства фанеры на современном этапе требуют значительных трудовых и материальных затрат, поэтому для эффективного управления фанерным предприятием необходимо точное знание законов техники и экономики, использование современных методов управления, основанных на оптимизации процессов с применением средств вычислительной техники.
Эффективность управления достигается, главным образом, за счет поиска оптимальных условий протекания технологического процесса на основе оперативной обработки поступающей информации о его состоянии, а также оптимальной стратегии управления процессом в реальном масштабе времени. Реализация этого направления осуществляется путем использования технологических методов контроля, оснащения технологического процесса современным точным и высокопроизводительным производственным и контрольным оборудованием, создания широкой номенклатуры средств автоматизации обработки информации.
Контроль является одним из важнейших элементов управления. В производстве применяется технический контроль. В его функции входит проверка соответствия технических параметров объекта контроля предписанным значениям. Основной задачей производственного контроля является активное воздействие на производственный процесс во избежание потерь из-за брака и низкого качества продукции. Организация производственного контроля основана на строгом соблюдении требований нормативно-технической документации и независимых органов контроля от исполнителей технических операций. Операции технического контроля являются частью производственного процесса, обеспечивающей нормальный процесс технологических операций.
В системе контроля качества продукции различают: Входной контроль сырья и материалов. Входной контроль древесного сырья заключается в визуальнои оценке соответствия качества фанерных кряжей сортам, заявленным поставщиком. Контроль качества поступающих смол выполняется по показателям, регламентируемым соответствующими стандартами или техническими условиями.
Текущий (технологический) контроль параметров технологического процесса проводится на рабочих местах самими рабочими или с участием отдела технического контроля. Все большее применение находит постоянный автоматический контроль важнейших технологических параметров с сигнализацией об отклонениях от нормы.
Выходной контроль качества готовой продукции касается проверки соответствия фактических показателей продукции нормативным, регламентируемым в соответствующем ГОСТе или технических условиях.
С точки зрения управления процесс производства фанеры р. характеризуется многопереходностью, значительным числом переменных, влияющих на его качественное протекание, неконтролируемыми возмущениями, случайно изменяющимися характеристиками технологического процесса и недостаточной изученностью связей между входными и выходными величинами, т. е. отсутствием достаточно полного математического описания самого процесса производства фанеры [95].
При производстве фанеры возможно появление в ней внутренних дефектов (пузырей и вздутий), наличие которых в готовой продукции является недопустимым. Причины образования внутренних дефектов обусловлены, в основном, нарушениями технологического процесса производства фанеры и нестабильностью качества исходного сырья. Эти внутренние дефекты обычно обнаруживаются только при разрезании на куски или во время дальнейшей обработки потребителями, а это приводит к возвратам продукции или рекламациям по качеству.
На отечественных предприятиях, на фоне применения современных средств автоматизации на большинстве участков производства фанеры, контроль качества готовой продукции осуществляется вручную на заключительной стадии производства. Ручной метод выявления внутренних дефектов заключается в простукивании листов и определении наличия брака «на слух». Такой метод достаточно эффективен, но имеет ряд принципиальных недостатков, а именно: он не позволяет локализовать вид и размер дефектаоценка качества фанеры субъективна, зависит от квалификации работникаработа контролера физически тяжелая и монотонная. Поэтому возникла необходимость в создании оборудования неразрушающего контроля для определения расслоившихся областей на ранних стадиях производства, которое обеспечивало бы оператора данными о тенденции изменений, позволяя, таким образом, значительно снизить брак, своевременно изменяя режимы технологического процесса.
Наиболее распространенным методом автоматизированного неразрушающего контроля материалов и изделий является ультразвуковой. Исследования неразрушающих ультразвуковых методов контроля и оценки качества древесины отражены в работах В. Д. Никишова, И. А. Голубова, Н. А. Гончарова, Е. К. Ашкенази и др. Этот метод успешно используется для контроля фанеры на зарубежных предприятиях и ряде отечественных. Метод достаточно точен, технологичен, позволяет автоматизировать процесс определения внутренних дефектов фанеры. Результаты измерений можно использовать как для селективной сортировки фанеры, так и для автоматизированной корректировки технологических процессов изготовления фанеры. Однако ультразвуковой метод также имеет существенные недостатки, а именно: для контроля данным методом требуются достаточно стабильные внешние условия (температура, качество поверхности фанеры, отсутствие конвекционных воздушных потоков и т. д.), что усложняет конструкцию измерительной установкиреализация метода сравнительно дорога.
Складирование фанерного сырья.
ГидротерРазделка.
—————— 1Итнерн" ъырья мическая танерного обработка сырья Окорка.
Рубка- «Сборка, а сортировка — ишш пакетов укладка шпона шпоне и подача фанерных.
Подпрес-совка. пакетов.
IкаСишт Г Сортировка.
Сортировка] шпона.
Облагораживание шпона.
Сушка шпана ¦—Xчуракоо к лущильным станкам.
Лущение.
Рубкаукладка шпона.
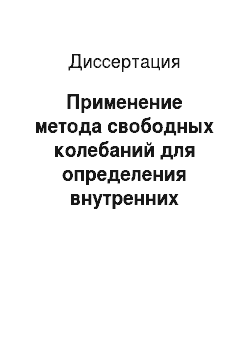
Дефектоскопия фанеры МСК.
Склеивание фанеры. Обрезка Шлифование Упаковка ЧФанеры фанеры' фанеры X—' ~.
Склад.
Ручная сортировка фанеры.
Рис. 1. Технологическая схема производства фанеры. Место контроля фанеры при использовании метода свободных колебаний (МСК).
В связи с этим была поставлена задача: проведя предварительный анализ существующих методов неразрушающего контроля, создать систему автоматизированной сортировки фанеры по наличию внутренних дефектов, исключающую указанные выше недостатки. За основу взят метод свободных колебаний, теоретические и экспериментальные основы которого изложены в работах Полищука А. Н., Пижурина A.A. и других в области деревообработки, Б. А. Глаговского, И. Б. Московенко и других применительно к изделиям машиностроительной промышленности. Метод свободных колебаний технически достаточно просто реализуется, система может быть более мобильной, что делает возможным ее установку и после заключительного этапа производства, и непосредственно после прессования (рис.1). В последнем случае брак определяется на ранней стадии производства, что позволит исключить дефектные листы из дальнейшей обработки и получить, таким образом, дополнительный экономический эффект.
Данная диссертационная работа посвящена созданию автоматизированной системы для определения внутренних дефектов фанеры.
Цель работы: Цель диссертационной работы заключается в теоретическом и экспериментальном исследовании определения внутренних дефектов фанеры методом свободных колебаний и практическая реализация этого метода для дефектоскопии фанеры в процессе ее производства.
Направление исследований. Для достижения поставленной цели необходимо решение следующих основных задач:
1. Анализ технологического процесса производства фанеры, факторов, влияющих на ее качество, и определение рационального местоположения установки неразрушающего контроля фанеры в технологической цепочке.
2. Выявление рационального метода неразрушающего контроля фанеры.
3. Проведение исследований свойств фанеры с точки зрения информативности о наличии в ней внутренних дефектов и выбор критерия для их определения.
4. Разработка структуры установки для нахождения внутренних дефектов фанеры в процессе производства.
Методы исследований. В основе исследований использован системный подход и методы статистического анализа, теория колебаний, теория управления, методы технологических измерений, технология ** обработки информации с применением метода искусственного интеллекта.
Достоверность результатов диссертационной работы. Достоверность научных положений, содержащихся в работе, подтверждена экспериментальными исследованиями и опытно-промышленными испытаниями.
Научную новизну работы составляет:
1. Выявленное влияние внутренних дефектов фанеры на параметры ее свободных колебаний и предложенный на этой основе технологический метод неразрушающего контроля.
2. Предложенный критерий для определения внутренних дефектов фанеры, основанный на трехпараметровой обработке сигнала (по изменению амплитуды, частоты и декременту затухания), что значительно повышает чувствительность к дефекту.
3. Методика обработки результатов измерения, базирующаяся на основе настраиваемой на различные виды фанеры искусственной нейронной сети.
4. Разработанная структура установки для дефектоскопии фанеры в процессе производства. ч.
На защиту выносятся:
1. Результаты теоретических исследований параметров свободных колебаний и их связь с внутренними дефектами фанеры.
2. Результаты анализа экспериментальных исследований и полученный критерий для определения наличия в фанере внутренних дефектов.
3. Применение искусственной нейронной сети для идентификации свойств фанеры.
4. Структура установки для нахождения внутренних дефектов фанеры в процессе производства, защищенная полезной моделью. Практическая ценность работы. Практическая ценность научной работы заключается в применении разработанной технологии, позволяющей повысить точность сортировки фанеры по наличию внутренних дефектов, автоматизировать этот процесс в процессе производства, осуществлять контроль на ранних стадиях, что позволит исключить дефектные листы из дальнейшей обработки, уменьшить число контролеров и дает возможность оперативного влияния на ход технологического процесса для снижения количества бракованной продукции.
Реализация результатов работы. Основные научные и практические результаты работы реализованы в виде опытной установки для дефектоскопии фанеры, прошедшей производственные испытания на фанерных комбинатах ОАО «Фанплит» г. Костромы и ОАО «Фанком» г. Мантурово.
Апробация работы. Материалы по теме диссертационной работы докладывались на:
• Всероссийской научно-технической конференции «Проблемы лесного комплекса России в переходный период развития экономики» (Вологда, 2002);
• Международной научно-технической Интернет-конференции «Лесной комплекс: состояние и перспективы развития» (Брянск, 2003);
• Всероссийской научно-технической конференции «Проблемы лесного комплекса России в переходный период развития экономики» (Вологда, 2003);
• Расширенном заседании кафедры автоматики и микропроцессорной техники КГТУ (Кострома, 2003);
• Научно-технической конференции профессорско-преподавательского состава и аспирантов МГУЛ по итогам научно-исследовательских работ за 2003 год (Москва, 2004);
• Расширенном заседании кафедры механической технологии древесины КГТУ (Кострома 2004);
• XVII Международной научной конференции «Математические методы в технике и технологиях» (Кострома, 2004).
Публикации. Основные результаты исследований, выполненных в рамках настоящей диссертационной работы, опубликованы в девяти статьях во всероссийских научных журналах и сборниках научных трудов, а также отражены в зарегистрированном отчете о НИР и патенте на полезную модель.
Структура и объем работы. Диссертационная работа состоит из введения, пяти глав, заключения, списка литературы, включающего 108 наименований и приложений. Основное содержание изложено на 131 странице «включая 59 рисунков и 15 таблиц.
ОБЩИЕ ВЫВОДЫ ПО РАБОТЕ.
Основным результатом диссертационной работы является разработка автоматизированной установки для дефектоскопии фанеры в процессе производства.
Результаты диссертационной работы сводятся к следующему: на.
1. Проведен анализ факторов, влияющих качество клееной фанеры.
2. Определено рациональное местоположение установки для нахождения внутренних дефектов фанеры в технологической цепочке ее производства (после прессования).
3. На основе анализа существующих методов неразрушающего контроля выбран наиболее рациональный по простоте и экономичности метод неразрушающего контроля — метод свободных колебаний.
4. Проведены теоретические исследования параметров свободных колебаний фанеры и их связь с внутренними дефектами.
5. Исследованы возможности применения в качестве приемников свободных колебаний микрофона и пьезодатчика. Наиболее эффективным является пьезодатчик.
6. На основании проведенных исследований фанеры выбран комплексный критерий для оценки наличия в ней внутренних дефектов. Предложена трехпараметровая обработка сигнала, что значительно повышает точность контроля.
7. Разработано программное обеспечение в среде Borland Delphi для управления процессом измерения и для подготовки полученной информации к обработке искусственной нейронной сетью.
8. Разработана структура автоматизированной установки для нахождения внутренних дефектов фанеры с применением системы искусственного интеллекта — искусственной нейронной сети, настраиваемой на фанеру различного вида.
9. Проведенные опытно-промышленные испытания автоматизированной установки для дефектоскопии фанеры показали, что предложенный метод имеет достаточную точность для выполнения поставленных задач.
В ходе диссертационной работы разработаны модели, методы и программное обеспечение, позволяющие автоматизировать процесс нахождения внутренних дефектов фанеры, т. е. цель диссертационной работы достигнута.
Список литературы
- Агранат Б.А., Дубровин М. Н., Хавский H.H. Основы физики и техники ультразвука. М Высшая школа — 1987.
- Ашкенази Е.К. Анизотропия древесины и древесных материалов. М.- ¿-¿-Лесная промышленность", 1978. 224 с.
- Ашкенази Е.К., Гершберг М. В., Капустин М. Г. Импульсный метод определения модулей упругости древесины. «Заводская лаборатория» № 8, 1976. с. 982−986.г
- Батуев Г. С., Голубков Ю.В, Ефремов А. К., Федосов A.A. Инженерные методы исследования ударных процессов. М., «Машиностроение», 1997.
- Беденко и др. Автоматический отметчик дефектов. A.c. № 763 079, 1977.
- Безухов Н.И. Основы теории упругости, пластичности и ползучести. -М.: Высш. шк., 1968. 512 с.
- Белазовский М.Я. Неразрушающие методы контроля. М.: Машиностроение, 1964.— 43 с.
- Боровиков A.M., Уголев Б. Н. Справочник по древесине/ Под ред. Б. Н. Уголева.- М.: Лесн. пром-ть, 1989. 296 с.
- Бреховских Л.М., Годин O.A. Акустика слоистых сред. — М.: Наука, гл. ред. Физ-мат. лит., 1989.
- Васечкин Ю.В. Технология и оборудование для производства фанеры. М.: Лесная промышленность, 1983. — 312 с.
- Ващев Н.В. Влияние влажности воздуха и древесины на прочность клеевых соединений. М.: Лесная пром-ть, 1966. — 87 с.
- Волынский В.Н. Технология клееных материалов. Архангельск: Изд-во АГТУ, 2003. — 280 с.
- Выборное Б.И. Ультразвуковая дефектоскопия. М.: Металлургия, 1985.-256 с.
- Выявление нарушений технологического процесса изготовления древесностружечных плит. Auf einem Monitor wird. // HK: Holz- und Kunststoffverarb, 1998. 33, № 11.
- Глаговский Б.А., Московенко И. Б. Низкочастотные акустические методы контроля в машиностроении, Л., Машиностроение, 1977.
- Глаговский Б.А., Московенко И. Б. Способ обнаружения трещин в изделиях. A.c. № 1 167 492,1983
- Голубов И.А. и др. Устройство для контроля качества изделий из древесины. A.c. № 1 437 992/29−33,1972.
- Голубов И.А. Методы неразрушающего контроля древесных плит. — М.: Лесн. пром-сть, 1982. 152 с.
- Гончаров H.A. Применение ультразвука в деревообработке. -Л.: Ленинградская лесотехническая академия им. С. М. Кирова, 1973. -44 с.
- Гончаров H.A. Производственный контроль качества склеиваемых строительных конструкций из древесины без их разрушения. В кн. «Новое в производстве деревянных строительных конструкций». — JL: 1973. с. 104- 108.
- Горбунов А.И. Неразрушающие методы контроля клеевых соединений строительных конструкций. — М.: Стройиздат, 1975.
- Древесина. Метод определения плотности ГОСТ 16 483.1−84 (CT СЭВ 388 76). М.- Гос. комитет СССР по стандартам.
- Заенцев И.В. Нейронные сети: основные модели. Воронеж, 1993. -76 с.
- Исследование степени упрессовки клееной фанеры. Wplyw wybranych czynnikow technologicznych na stopien sprasowania i inne wlasciwosci sklejek grubych / Starecki Andrzej // Przem/ drzem/, 1991. 42, № 6.
- Иориш Ю.И. Виброметрия. M.: Машгиз, 1963. 771 с.
- Кайно Г. Акустические волны: Устройства, визуализация и аналоговая обработка сигналов: Пер. с англ. — М.: Мир, 1990.
- Каневский И.Н. Фокусирование звуковых и ультразвуковых волн. — М.: Наука, 1977.
- Кикучи Е. Ультразвуковые преобразователи. — М.: Мир, 1972.
- Ковальчук JI.M. Качество деревянных клееных конструкций. — М.: ВНИПИЭИлеспром, 1978. 40 с.
- Ковальчук Л.М., Гурин О. В. Контроль качества фанеры акустическими методами. Деревообрабатывающая промышленность, 1991.-№ 1.
- Колесников А.Е. Акустические измерения. — Л.: Судостроение, 1983.
- Колесников А.Е. Ультразвуковые измерения. М.: Издательство стандартов, 1982.
- Контроль неразрушающий акустический. Термины и определения. ГОСТ 23 829– — 85. Государственный комитет СССР по стандартам. Москва.
- Ланге Ю.В. Акустические низкочастотные методы и средства неразрушающего контроля многослойных конструкций. М.: Машиностроение, 1991.
- Лакатош Б.К. Дефектоскопия древесины. Под ред. Уголева Б. Н. М.: Лесн. пром., 1966. 182 с.
- Методы неразрушающих испытаний. Под ред. Р.Шарпа. М.: Мир, 1972.-494 с.
- Леонов Л.В., Вороницин В. К. Технологические измерения и контрольно-измерительные приборы в деревообрабатывающей промышленности. — М.: Лесная пром-ть, 1976. 280 с.
- Михайлов А.Н. Пути совершенствования технологии и техники склеивания фанеры. Л.: ВЗЛТИ, 1964. 55 с.
- Михайловская Г. Е., Панов В. В. Непрерывный контроль прессования древесностружечных плит. Тез. докл. науч.-тех. конф., Ивано-Франковск, 5−6 дек., 1990/ Ивано-Франк. ПКТИ.- Киев, 1990.
- Модифицированная древесина и древесные пластики. Вып. 1, Л., 1974. с. 22 24. Ашкенази Е. К., Капустин М. Г., Райхельгауз Р. С. Неразрушающий контроль прочности анизотропных древесных материалов в изделиях.
- Морз Ф. Колебания и звук. М. Л.: Гос изд-во ТТЛ, 1949
- Немецкое оборудование для деревообработки 2002 2003. Каталог-справочник. Ассоциация производителей деревообрабатывающегооборудования союза немецких машиностроителей. (FV Holz im VDMA), 2002.-200 с.
- Неразрушающие испытания./ Под ред. Мак-Мастера, кн.2, 1965.
- Неразрушающие методы контроля материалов и изделий. Сборник статей под ред. проф. С. Т. Назарова. М.: ОНТИПРИБОР, 1964.
- Неразрушающий контроль и диагностика. Справочник под ред. В. В. Клюева. М.: Машиностроение, 1995.
- Неразрушающий контроль металлов и изделий. Справочник. Под ред. Самойловича Г. С. М., «Машиностроение», 1976.
- Неразрушающий контроль./ Под ред. Сухорукова. В 5 книгах. Кн. 2. Акустические методы контроля. М.: Высш. шк., 1991
- Неразрушающий метод контроля качества древесноплитных материалов. А.с.268 557 ЧСФР, МКИ4 G 01 N 29/04 /Benicak Jozeff № 9823 86- 3аявл.23.12.86- Опубл. 31.08.90.
- Пановко Я.Г. Введение в теорию механических колебаний. — М.: Наука, 1991.-256 с.
- Петровский B.C. Анализ нестационарных акустических процессов. -М.: Изд-во стандартов, 1987.
- Петровский B.C., Харитонов В. В. Автоматика и автоматизация производственных процессов лесопромышленных предприятий. — М.: Лесная промышленность, 1984. — 240 с.
- Полищук А.Н., Пижурин A.A. Способ контроля качества клеевого соединения. A.c. № 231 879, 1968.
- Полищук А.Н. и др. Устройство для контроля качества клеевого соединения. A.c. № 238 214, 1968.
- Полищук A.H., Пижурин A.A. Новый метод контроля качества фанерования мебели. М.: ЦБНТИ, 1970. 26 с.
- Полищук А.Н. и др. Устройство к дефектоскопу. A.c. № 624 160, 1978.
- Полищук А.Н. и др. Микрофон. АС № 216 450,1977.
- Преобразователь пьезоэлектрический виброизмерительный ДН-3-М1. Паспорт 5Ф2.781.102 ПС, 1991.
- Приборы для неразрушающего контроля материалов и изделий. В 2-х книгах. Кн. 2./ под ред. Клюева B.B. М.: Машиностроение, 1986. -488 с.
- Производственный контроль изготовляемых древесных плит. Spalterkennung, Dickenmessung und Plattengewicht kombinieren // HK: Holz- und Kunststoffverarb, 1998. 33, № 11.
- Производственный контроль отпрессованных плит. Einheitliche Handhaburg durch Windous NT // HK: Holz- und Kunststoffverarb, 1998.
- Розенберг Л.Д. Физические основы ультразвуковой технологии. М.: Наука, 1970.
- Саликова Е.В., Староверов Б. А., Чулков В. П. Автоматизированный контроль качества фанеры // Материалы Всероссийской научно-технической конференции «Проблемы лесного комплекса России в переходный период развития экономики», Вологда, 2003.
- Саликова Е.В., Староверов Б. А., Чулков В. П. Автоматизированный контроль качества фанеры методом звуковой диагностики //Вестник КГТУ. Сборник научных трудов № 7, Кострома, 2003.
- Саликова Е.В., Староверов Б. А., Изотов В. А. Автоматизация разбраковки фанеры методом свободных колебаний // Сборник трудов лесоинженерного факультета ПетрГУ, Петрозаводск, 2003.
- Саликова Е.В., Изотов В. А., Чулков В. П. Определение качества фанеры методом свободных колебаний // Журнал «Лиственница». Сборник научных трудов № 2, СибГТУ, Красноярск, 2003.
- Саликова Е.В., Староверов Б. А., Чулков В. П., Лапшин В. В. Автоматизация определения качества фанеры в процессепроизводства. Зарегестрированный отчет по НИР № 0120.402 569, 2004.
- Саликова Е.В., Староверов Б. А., Чулков В. П. Дефектоскопия фанеры методом свободных колебаний // Сборник трудов МГУЛ, Москва, 2003.
- Саликова Е.В., Чулков В. П. Автоматизация определения качества фанеры акустическими методами в процессе производства // Сборник научных трудов «Лесной комплекс: состояние и перспективы развития», выпуск 6, Брянск, 2003.
- Саликова Е.В., Староверов Б. А., Чулков В. П. Теоретические основы и экспериментальные исследования дефектоскопии фанеры методом свободных колебаний // Сборник трудов молодых ученых ЮТУ № 5, Кострома, 2004.
- Саликова Е.В., Староверов Б. А., Чулков В. П., Лапшин В. В. Дефектоскоп для нахождения внутренних дефектов фанеры. Патент на полезную модель № 37 228, 2004.
- Саликова Е.В. Применение искусственной нейронной сети в автоматизированной установке разбраковки фанеры. // Сборник трудов XVII Международ, науч. конф. ММТТ-17, том 6, Кострома, 2004.
- Северденко В.П. и др. Ультразвук и пластичность. Мн., «Наука и техника», 1976.
- Соболев Ю.С., Дмитриев Е. И., Загородников Ф. А., Рыжов А. И. Непрерывный неразрушающий контроль прочностикрупногабаритных деталей мебели.// Научные труды МЛТИ, выпуск 214, Москва, 1989.
- Способ определения дефектности древесных плит: A.c. № 1 677 596 СССР, МКИ5 G 01 N 19/08 Кулижников В. Н., Хорсов H.H., Богданов B. JL- Том. политехи, ин-т. № 4 621 356/28- Заявл. 19.12.88- Опубл. 15.09.91. Бюл.№ 34.
- Справочник по древесиноведению, лесоматериалам и деревянным конструкциям. Кн. 1 -2. -М. Л.: Гослесбумиздат, 1959.
- Справочник фанерщика / Под ред. Шейдина И. А. М.: Лесная пром-ть, 1968. — 832 с.
- Справочное руководство по древесине/ Лаборатория лесных продуктов США- Пер. с англ. Горелика Я. П., Михайловой Т.В.- под ред. Горшина С. Н. и др. М.: Лесная пром-ть, 1979. — 544 с.
- Стрижев Ю.Н. Автоматизация производства фанеры. М.: Лесн. пром-сть, 1987. — 216 с.
- Тарасов И.Е. Теоретическое обоснование автоматизированного способа обработки акустического сигнала на основе вейвлет-анализа для создания ультразвуковых интерферометров переменной базы. Автореферат. Владимир, 1999.
- Тимошенко С.П., Янг Д.Х., Уивер У. Колебания в инженерном деле/ Пер. с англ. Корнейчука- Под ред. Э. И. Григолюка. — М.: Машиностроение, 1985.
- Уголев Б.Н. Древесиноведение с основами лесного товароведения.- М.: МГУ Л, 2001.
- Ультразвук и его применение для предпосевной обработки семян сельскохозяйственных культур. Под ред. А.П. Бушмина- Краснодар, 1969.
- Ультразвук. Маленькая энциклопедия. Глав. Ред. И. П. Голямина. -М.: «Советская энциклопедия», 1979.
- Ультразвуковое устройство для контроля качества прессуемой древесностружечной плиты. Schallbild weistauf Produktionsstorungen hin // HK: Holz- und Kunststoffverarb, 1998. 33, № 11.
- Ультразвуковые пьезопреобразователи для неразрушающего контроля. Под общ. ред. И. Н. Ермолова. — М.: Машиностроение, 1986.
- Федосьев В.И. Сопротивление материалов. М.: Изд-во МГУ им. Н. Э. Баумана, 1999. — 592 с.
- Филиппов А.П. Колебания деформируемых систем. — М.: «Машиностроение», 1970. 736 с.
- Харкевич A.A. Спектры и анализ. М.: Физматгиз, 1962.
- Хрулев В.М. Долговечность клееной древесины. М.: Лесная лром-ть, 1971.-160 с.
- Шрайбер Д.С. Ультразвуковая дефектоскопия. М.: Металлургия, 1965.
- Шутилов В.А. Основы физики ультразвука. Л., Изд-во ЛГУ, 1980.