Повышение долговечности рабочих органов закаточных машин
Для решения поставленной задачи необходимо обеспечить жес-тяно-баночное и консервное производство высокопроизводительным оборудованием, в частности закаточными машинами. Но существующие конструкция рабочих органов и материалы, из которых они изготовлены, сдергивают повышение производительности из-за недостаточной долговечности. Износ рабочих органов: закаточных роликов, опорных тарелок… Читать ещё >
Содержание
- ШВА I. ФОРМИРОВАНИЕ ПОПЕРЕЧНОГО ЗАКАТОЧНОГО ШВА МЕТАЛЛИЧЕСКОЙ КОНСЕРВНОЙ ТАРЫ. ЦЕЛЬ ИССЛЕДОВАНИЯ
- 1. 1. Металлическая консервная тара и анализ конструкции ее поперечного шва
- 1. 2. Анализ конструкции рабочих органов закаточных машин
- 1. 3. Износ рабочих органов закаточных машин
- I. 3. I. Предполагаемый механизм изнашивания
- 1. 4. Цель и этапы исследований
- ГЛАВА 2. ТЕОРЕТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ИЗНОСА РАБОЧИХ ОРГАНОВ
- 2. 1. Усилия и скорость при формировании двойного закаточного шва
- 2. 2. Определение предельно допустимого износа
- 2. 3. Методика оценки износа рабочих органов закаточных машин
- 2. 4. Определение контактных напряжений
- 2. 5. Оценка влияния параметров закатывания на износ закаточных роликов
- 2. 6. Исследование механизма изнашивания рабочих органов
- ГЛАВА 3. РАЗРАБОТКА МЕТОДИКИ ИССЛВДОВАНИЯ МАТЕРИАЛОВ И УСТАНОВОК, МОДЕЛИРУЮЩИХ УСЛОВИЯ ЭКСПЛУАТАЦИИ РАБОЧИХ ОРГАНОВ ЗАКАТОЧНЫХ МАШИН
- 3. 1. Испытания на относительную износостойкость материалов закаточных роликов
- 3. 2. Исследование свойств закаточных роликов повышенной долговечности
- 3. 3. Исследование эксплуатационных свойств опорных тарелок
- ГЛАВА 4. РАЗРАБОТКА СРЕДСТВ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ РАБОЧИХ ОРГАНОВ ЗАКАТОЧНЫХ МАШИН
- 4. 1. Закаточные ролики
- 4. 1. 1. Восстановление профиля
- 4. 1. 2. Применение твердых сплавов
- 4. 1. 3. Применение защитных покрытий
- 4. 1. 4. Технологические особенности изготовления
- 4. 2. Опорная тарелка
- 4. 2. 1. Конструктивные способы повышения долговечности
- 4. 2. 2. Технологические способы повышения долговечности
- 4. 3. Закаточный патрон
- 4. 4. Испытания рабочих органов повышенной долговечности
- 4. 4. 1. Закаточный ролик
- 4. 4. 2. Опорная тарелка и закаточный патрон
- 4. 5. Оценка экономической эффективности повышения долговечности рабочих органов закаточных машин
- 4. 1. Закаточные ролики
Повышение долговечности рабочих органов закаточных машин (реферат, курсовая, диплом, контрольная)
В Основных направлениях экономического и социального развития страны, принятых ХХУ1 съеадом КПСС, и Продовольственной программе /I, 2/ поставлена аадача увеличить к 1985 г. выпуск пищевых продуктов, в том числе рыбных консервов, до 3 миллиардов условных банок. Около 50% от этого количества будет изготовлено на предприятиях Дальневосточного рыбного бассейна.
Для решения поставленной задачи необходимо обеспечить жес-тяно-баночное и консервное производство высокопроизводительным оборудованием, в частности закаточными машинами. Но существующие конструкция рабочих органов и материалы, из которых они изготовлены, сдергивают повышение производительности из-за недостаточной долговечности. Износ рабочих органов: закаточных роликов, опорных тарелок и закаточных патронов снижает качество выпускаемой продукции, приводит к простоям и дополнительным затратам на эксплуатацию.
Рабочие органы — сложные дорогостоящие детали. Ежегодная потребность консервной промышленности страны только в закаточных роликах составляет 660 тыс. штук /93/. Предприятия консервной промышленности расходуют на изготовление рабочих органов и их приобретение за рубежом значительные средства. Поэтому повышение долговечности рабочих органов — актуальная научно-техническая проблема.
Анализ литературных источников показал, что опыт эксплуатации рабочих органов закаточных машин не систематизирован, -подавляющее число работ советских и зарубежных авторов посвящено вопросам геометрии рабочих органов, регулированию закаточных машин, определению усилий закатываниямало исследовавий, рассматривающих влияние износа рабочих органов на геометрию закаточного шва, и совершенно не освещены закономерности изнашивания рабочих органов и влияние режимов закатывания на их долговечностьне сформулированы предъявляемые к ним эксплуатационные требования, нет рекомендаций по выбору материала и технологии изготовления.
В соответствии с поставленной задачей — повышением долговечности рабочих органов закаточных машин — выполнена диссертационная работа, включающая следующие разделы:
1. Анализ производственного опыта эксплуатации закаточных машин и обзор литературы по этому вопросу.
2. Исследование кинематики и динамики формирования двойного закаточного шва.
3. Исследование влияния параметров закатывания на износ рабочих органов.
4. Исследование механизма изнашивания рабочих органов.
5. Разработка методик и экспериментальных установок, моделирующих условия эксплуатации рабочих органов.
6. Разработка средств повышения долговечности рабочих органов.
В результате проведенной работы выявлен необходимый уровень увеличения долговечности рабочих органов и определены факторы, влияющие на их износостойкость. Предложены конструктивные и технологические решения, позволившие повысить долговечность рабочих органов до требуемого уровня, что подтверждено опытом эксплуатации, производственными и лабораторными испытаниями.
По выполненной работе опубликовано 12 статей, получено два авторских свидетельства. Материалы работы докладывались на научно-технических конференциях НТО пищевой промышленности, технических совещаниях на предприятиях ВРИО Дальрыба и изложены в отчетах по ХДТ.
Разработанные образцы экспонировались на всесоюзных, зональных и др. выставках, в том числе пять на ВДНХ СССР. Два из них награждены бронзовыми медалями.
Экономический эффект от применения рабочих органов закаточных машин повышенной долговечности на рыбоконсервных предприятиях Дальнего Востока составит от 50 до 175 тыс. руб., в зависимости от технологических возможностей предприятий.
ШВА I. ФОРМИРОВАНИЕ ПОПЕРЕЧНОГО ЗАКАТОЧНОГО ШВА МЕТАЛЛИЧЕСКОЙ КОНСЕРВНОЙ ТАРЫ.
ЦЕЛЬ ИССЛЕДОВАНИЯ" .
I.I. Металлическая консервная тара и анализ конструкции ее поперечного шва.
Металлическая консервная тара предназначена для длительного хранения пищевых продуктов. Основные требования, предъявляемые к ней, — герметичность, прочность, коррозионная устойчивость, гигиеничность, удобство использования и привлекательный вид. Наиболее распространенным материалом для ее изготовления является белая жесть (ГОСТ 15 580−70 и ГОСТ 13 345–78) /48, 49- ИЗ/.
Несколько реже применяются алюминиевые сплавы в виде анодированной лакированной ленты (ГОСТ 4784−74) или листов (ГОСТ 2X631−76) толщиной 0,26−0,30 мм /49, 61, 96, 100/, хромированная жесть (ТУ I4-I-277I-79) /82, 101/, алюминированная жесть /82, 103/, черная лакированная жесть (ГОСТ 18 178−72) /54/. Материалам для изготовления металлической консервной тары посвящено значительное число работ отечественных и зарубежных авторов /14, 48, 49, 55, 80, 98, 113 и др./.
Металлические консервные банки для пищевых продуктов (ГОСТ 16 604−71) по способу изготовления делятся на сборные, состоящие из трех частей (корпуса, донышка, крышки), и цельные, состоящие из двух частей (корпуса и крышки).
По форме банки могут быть цилиндрическими и фигурнымипрямоугольными, овальными, эллиптическими и др.
Крышки для банок, используемых для производства рыбных консервов, изготовляют из белой жести или алюминиевых сплавов.
В большинстве случаев их покрывают лакоы с обеих сторон.
Различная конструкция крышек и способы их соединения с корпусом описаны в работах /53, 80, 94/ и патентах США № 3 403 649, N2 3 687 334, N2 3 452 897, Швейцарии № 487 776 и др.
Обзор научно-технической литературы показывает, что при существующем многообразии конструкций соединений крышки с корпусом банки наибольшее распространение имеет один вид соединения — двойной закаточный шов. Несмотря на внешнюю сложность этого шва (большое количество чередующихся слоев жести корпуса и крышки), его достоинством является ряд важных преимуществ, таких, как высокая прочность и плотность, высокая технологичность, компактность.
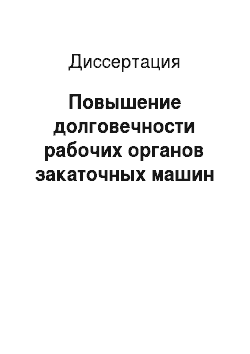
Двойной закаточный шов, показанный на рис. 1.1, состоит из пяти слоев жести, из которых три принадлежат концу, а двакорпусу банки. На угловом шве за счет нахлестки продольного шва поперечный шов состоит из семи слоев.
Основными размерами двойного шва являются толщина — Т, ширина — L, ширина крючка корпуса — В^, ширина крючка крышкиВа «ширина перекрытия — Е, глубина посадки — С.
Герметичность и прочность закаточного шва зависит от точности его изготовления. Отклонения размеров шва не должны выходить за пределы допускаемых, а шов должен быть достаточно уплотненным, но не раздавленным.
Большое количество научных работ посвящено вопросам, относящимся к конструкции двойного закаточного шва, его качеству и контролю.
Большинство авторов: М. Я. Дикие /23, 24/, А. Е. Розенбелов /70/, В. М. Чупахин /94/, Г. X.Молдавский /53/ основными показателями качества двойного закаточного шва считают размеры отдельных его элементов, особенно нижней части. Некоторые авто.
Рис. 1.1. fДвойной закаточный шов.
— Г-., • ры считают, что шов необходимо закатывать настолько интенсивно, чтобы слои жести в нижней части шва раскатывались, т. е. уменьшались в толщине /53/. Другие авторы /70, 98/ считают раскат шва нежелательным, приводящим к появлению заостренной нижней кромки, в которой могут появиться трещины вследствие перенаклепа. В технической литературе не обнаружено данных о практике закатывания шва с раскаткой. В своих работах А. Е. Розенбелов /70/, Дж. Флемингхэм (Q.Flermnqham) /Ю2/ и другие авторы /29, 112/ считают, что о качестве шва можно судить по его геометрическим параметрам, причем основным фактором, определяющим качество соединения, принято считать ширину перекрытия.
Обзор способов формирования поперечного шва доказал, что их можно разделить на два класса:
— формирование шва штамповкой;
— формирование шва закатыванием.
При первом способе (патенты США № 3 403 649 и № 3 452 897) шов образуется по всей его длине, а при втором — последовательными участками при вращении банки относительно инструмента, причем для снижения сил трения инструмента о материал закаточного шва движение банке и инструменту сообщается с такой скоростью, чтобы мгновенные центры их относительного движения находились достаточно близко от зоны обработки.
Двойной закаточный шов формируется в две операции. Закатывание осуществляется при неподвижной или вращающейся банке, которая зажимается между патроном и опорной тарелкой. Ролики, обкатываясь вокруг шва, совершают планетарное движение, приближаясь при вращении к оси банки. Из этих двух движений радиальное перемещение является главным (формирующим), а вращательное — круговой подачей. Ролики первой операции предварительно подкатывают фланец крышки под фланец корпуса банки (рис. 1.2а). Ро.
Q) 5).
Рис. 11.2. Последовательность образования двойного.
8акаточного шва (а — роликом первой операции,. б — роликом второй операции) лики второй операции завершают закатывание, окончательно оформляя шов, плотно сжимая его и формируя прочно-плотное соединение крышки с корпусом банки (рис. 1.26).
При обкатывании роликами второй операции шов сплющивается. В начале второй операции одновременно с расплющиванием завитка продолжается втягивание его конца внутрь шва. При приближении ролика к центру банки ширина шва увеличивается в результате вытягивания нижней его части. В конце второй операции внешний контур шва приобретает форму профиля ролика, а внутренний контур — форму профиля закаточного патрона. Нижняя часть шва обжата сильнее верхней, что придает шву большую жесткость и прочность.
Утолщение на угловом шве у сборных банок при высокой скорости вращения шпинделя (7−15 с" *) создает ударную нагрузку на закаточные ролики второй операции, которая, передаваясь другим деталям закаточного устройства, вызывает вибрацию. Удары значительно снижают надежность работы закаточной машины и могут преждевременно вывести из строя отдельные ее детали. Наличие углового шва служит препятствием для увеличения скорости и тем самым ограничивает повышение производительности закаточных машин.
Существуют различные схемы формирования двойного закаточного шва /8, 76/, но массовое распространение получило закатывание в две операции (рис. 1.2). Однако в литературе отсутствует детальный анализ кинематики и динамики процесса формирования двойного закаточного шва, который необходим для разработки средств повышения долговечности рабочих органов закаточных машин.
Исследованием качества закаточного шва занимались многие авторы /29, 49, 50, 53, 70, 73, 94, 98, 114/. Анализ указанных работ позволил нам систематизировать причины, вызывающие дефек.
Таблица I.I.
Дефекты закаточных швов и вызывающие их причины.
Вид дефекта.
Погрешности.
Изготовления Настройки зазадекат кат таропатлей лиробанков нов ки.
Расположение роликов относительно высоко далеко близко.
Регулировки усилий.
Наяим роликами 2 операции.
Поджим столом чрез мерный точный.
— fa" .
НЫ] недо-стат очный.
Изшас рабочих органов ролика I операции рсши-ка Z опера-цик патрона 8.
10 II.
15 14.
Накат на патрон Верхний подрез шва Зубцы.
Фальшивый шов Язык.
Короткий крючок конца Волнистость Большой крючок конца Малый крючок корпуса + +.
А + + + + + + опорной тарелки.
15 со.
Большой крючок корпуса.
Морщинистый шов после первой операции.
Морщинистый шов после второй операции.
Большая ширина шва после второй операции.
Малая ширина шва после второй операции.
Подрезы низа шва.
Раскат низа шва.
Недожатый шов.
Нарушение защитного покрытия поверхности шва.
Таблица I. I (продолжение).
10 | II | 12 | 137Ъ I 15.
7 | 8 | 9 • • + + л «» + ты закаточного шва, и установить влияние износа рабочих органов на нарушение геометрических параметров и защитного покрытия табл.1.1). Следует отметить, что в перечисленных работах от0 сутствует количественная оценка влияния износа на качество шва и не упоминается о возможности применения неразрушающего контроля.
ОБЩЕ ВЫВОДЫ.
1. В результате анализа опыта эксплуатации закаточных машин рыбоконсервных предприятий Дальнего Востока установлено определяющее влияние на долговечность рабочих органов воздействия коррозионно активных пищевых сред. Износ характеризуется:
— закаточных роликов — увеличением ширины и глубины рабочей канавки и увеличением шероховатости поверхности;
— опорных тарелок — изменением геометрии выступов;
— закаточных патронов — уменьшением диаметра рабочей поверхности. Определены предельно допустимые значения износа рабочих органов.
2. Металлографическими, электронномикроскопическими исследованиями рабочей поверхности, расчетом максимальных контактных напряжений установлен преимущественно усталостный характер изнашивания, усиленный абразивным и окислительным воздействием пищевой среды.
3. Предложены аналитические зависимости, характеризующие влияние режимов закатывания и прочностных свойств материала на интенсивность изнашивания рабочих органов.
Исследованиями образцов на специальных установках в условиях, соответствующих натурным, определен ряд повышения износостойкости закаточных роликов, изготовленных из известных конструкционных материалов: XI2M, ХВГ борированная, ТС40ХН, сталь с защитным хромовым покрытием, BKI5.
Испытания износостойких покрытий поверхности опорных тарелок показали преимущества эксплуатационных свойств рабочей поверхности, сформированной зернами сплава СНГН.
5. Производственными испытаниями предложенных рабочих органов закаточных машин повышенной долговечности доказана их технологическая приемлемость и подтверждено повышение долговечности:
— закаточных роликов — в 9−15 раз;
— опорных тарелок — в 20 раз;
— закаточных патронов — в б раз.
6. Экономический эффект от внедрения рабочих органов закаточных машин повышенной износостойкости на предприятиях Дальневосточного рыбного бассейна составит от 50 до 175 тыс. руб. в зависимости от технологических возможностей предприятий. i.
Список литературы
- Основные направления экономического и социального развития СССР на I98I-I985 гг. и на период до 1990 года. Материалы ХХЛ съезда КПСС. М.: Политиздат- 1981 г., с.223
- Продовольственная программа СССР на период до 1990 года и меры по ее реализации. Материалы майского Пленума ЦК КПСС 1982 г. М.: Политиздат- 1982 г., с. III
- Александров А.Я., Ахметдянов М. Х. Поляризационно-оптические методы механики деформируемого тела. М.: Наука, 1973 г.
- Балакир Э.А., Кагановский И. А., Филиппов Г. С. Повышение износостойкости опорных тарелок для закаточных машин. В сб.: Оборудование для мясо-молочной, рыбной и мельнично-элеваторной промышленности. М.: ЦНИИТЭИлегпищемаш, 1979, № I, с.1−4
- Балакир Э.А. и др. Повышение стойкости закаточных роликов автоматов для герметизации консервированной продукции. -Оборудование для пищевой промышленности. Науч.-техн. реф. сб. (ЦНИИТЭИлегпищемаш), 1979, вып.4, с.10−14
- Бернштейн М.Л., Займовский В. А. Структура и механические свойства металлов. М.:Металлургия, 1979, 495 с.
- Бершадский Г. Ю., Локшин Л. М. Расчет усилий, возникающих при закатывании жестяной консервной тары. Консервная и овощесушильная промышленность. 1958, № 6, с.24−27
- Бершадский Г. Ю. и др. Ролик для окончательной закатки шва. Авторское свидетельство № 259 812. Бюллетень изобретений, 1970, № 8
- Бершадский Г. Ю. и др. Ролик первой операции для закатки шва. Авторское свидетельство № 262 071. Бюллетень изобретений, 1970, № 12
- Вайнштейн В.Э., Трояновская Г. И. Сухие смазки и самосмазывающиеся материалы. М.: Машиностроение, 1968, с.180
- ВНИИТС. Руководящие технические материалы РТМ 10−004−72 Способы нанесения износостойких материалов на основе карбидно-борадных соединений и литых твердых сплавов. М.: Из-в о. ВНИИТС, 1972, с.45
- ВНИИТС. Временная технологическая инструкция по механической и термической обработке сплава ферротикар. М.: 1976, с.21
- Володина Л.М., Леонов И. Т. Методика расчета усилий закатывания. Труды ВНИЭКИПродмаш, 1972, вып.31, с.46−52
- Воробьев А.И., Белоусова Г. А. Потребительская тара для установки рыбных производств. Состояние и перспективы развития.- М.: 1977, с. 58 (ЦНИЙТЭИРХ. Обзор информации. Сер. «Технологическое оборудование рыбной промышленности», вып.5)
- Воробьев Е.И. К вопросу об износостойкости и проектировании кулачковых механизмов. В кн. Анализ и синтез машин автоматов. М.: Наука, 1965, с.49−61
- Воробьев Б.И. Влияние параметров кулачкового механизма на износ профиля кулачка в условиях пластического контакта.- Машиноведение, 1965, № 3, с.50−55
- Воронков В.Д. Подшипники сухого трения. М.-Л.: Машиностроение, 1968, с.138
- Восстановление работоспособности закаточных роликов и контроль за их состоянием резерв долговечности: Отчет (Даль-рыбвтуз- руководитель работы Кагановский И. А. — Тема 221/75−76, № IV 75 024 539. — Владивосток, 1976, с.58
- Гимбицкая И.В., Белоглазов С. М., Волкова М. Е. Коррозионная стойкость алюминия и его сплавов в рыбообрабатывающих средах. Рыбное хозяйство, 1973, № II, с.68−71
- Головин С.А., Пушкар А. Микропластичность и усталость металлов. -М.: Металлургия, 1980, 240 с.
- Горский Б.Г., Адлер Ю. П., ТалалаЙ A.M. Планирование промышленных экспериментов. М.: Металлургия, 1978, 112 с.
- Грачев Ю.П. Математические методы планирования экспериментов. М.: Пищевая промышленность, 1979, с.200
- Дикие М.Я., Мальский А. Н. Технологическое оборудование консервных заводов. М.: Пищевая промышленность, 1973, с.777
- Дикие М.Я. Машины-автоматы для герметизации консервной тары. Киев: Машгиз, 1955, с.205
- Дунин-Барковский И.В., Карташова А. В. Измерения и анализ шероховатости, волнистости и некруглости поверхности. М.: Машиностроение, 1978, с.232
- Елизаветин М.А., Сатель Э. А. Технологические способы повышения долговечности машин. М.: Машиностроение, 1969, с.440
- Зайцев А.К. Основы учения о теории, износе и смазке машин. 4.2. М.-Л.: Машгиз, 1947, с.220
- Ивенсен Б.А. Изготовление многолезвийного цельнотвер-досплавного инструмента и изделий сложной формы из пластифицированных заготовок. М.: Цветметинформация, 1963, с.90
- Инструкция технологическая № 4 по эксгаустированию, закатке, мойке и стерилизации консервов, закатке пресервов. М.: МРХ СССР, 1975, с.50
- Исследование износа закаточных роликов и пути повышения их долговечности: Отчет (Дальрыбвтуз- руководитель темы Кагановский И. А. Тема Ш 71−72/9- БИНИТИцентр- инв. № Б 209 497, Владивосток, 1972, с.72
- Кагановский И.А. Восстановление работоспособности закаточных роликов, (технический листок) Владивосток: ОНТИ ЦПКТБ ВРИО Дальрыба, 1981, с. З
- Кагановский И.А. Способ укупорки тары крышками. Авторское свидетельство 466 180 (СССР) Дальрыбвтуз заявл. 18.06.73,1 939 671/28−13- опубл. в В.И., 1975, № 13
- Кагановский И.А. Измерение высотных параметров закаточных роликов. Владивосток: ОНТИ ЦПКТБ ВРПО Дальрыба, 1981, (Т.Л. № Д-78(Ю54)
- Карташова А.И. Шероховатость поверхности и методы ее измерения. М.: Стандарты, 1964, с.164
- Кацнельсон М.У. и др. Тензометрические исследования усилий закатывания жестяных банок. Труды ВНИЭКИПродыаша. -19Ю, вып.23, с.41−51
- Кислик В.А. Износ деталей паровозов. М.: Трансжелдор-издат, 1948, 332 с.
- Коденев А.Г. Повышение стойкости молотков молотковых дрооилок комбикормовой промышленности. Дис. кан. техн. наук. — М.: 1979, с.170
- Корниенко В.Г. Износостойкие закаточные ролики. Консервная и овощесушильная промышленность, 1980, № 9, с.9−10
- Костецкий Б.И. Трение, смазка и износ в машинах. -Киев: Техника, 1970, с.395
- КрагельскиЙ И. В. Трение и износ. М.: Машиностроение, 1968, с.480
- КрагельскиЙ И.В., Алисин В. В. Расчетный метод оценки трения и износа эффективный путь повышения надежности и долговечности машин. — М.: Знание, 1976, с.65
- КрагельскиЙ И.В., Храч Г. М. О расчете износа поверхностей трения. В сб.: «Расчетные методы оценки трения и износа», Брянск: Приокское кн. из-во, 1975, с.24−37
- КрагельскиЙ И.В., Добычин М. И., Колебалов B.C. Основы расчетов на трение и износ. М.: Машиностроение, 1977, с.526
- КрагельскиЙ И. В. Основы закономерности внешнего трения и износа твердых тел. В сб.: Теория трения, износа и проблемы стандартизации. Брянск: Приокское кн. из-во, 1978, с.12−41
- Кремень З.И., Палючук А. И. Абразивная доводка. Л. Машиностроение, 1967, с.114
- Круман Б.Б., Крупицына В. А. Коррозионно-механический износ оборудования. -М.: Машиностроение, 1968, с.104
- Кудинов В.В. Нанесение покрытий распылением. В сб.: «Плазменные процессы в металлургии и технологии неорганических материалов». -М.: Наука, 1973, с.158−186
- Ларионов В.Г. Применение жестяной консервной тары за рубежом: НТРС/ЦНИИТЭИпшцепром, М.: 1979, вып.2, с.15−18. Сер. Консервная, овощесушильная и пищеконцентратная промышленность,
- Ларионов В.Г. и др. Производство и применение металлической тары. М.: Пищевая промышленность, 1980, с.224
- Леонов И.Т. Прочность и герметичность жестяных консервных банок. Труды ВНИЭКИНродмаш, 1970, вып.24, с.3−21
- Линьков В.Г. Плазменное напыление деталей в отраслях Минлегпищемаша. ЦНМТЭИминпищемаш СССР, М.: 1977
- Логинов В.Н. Электрические измерения механических величин. М.: Энергия, 1970, с.80
- Локшин Я.Ю. и др. Автоматы для производства жестяных банок. -М.: Машиностроение, 1966, с.347
- Локшин Я.Ю., Локшина Н. Н., Мыцик П. А. Применение хромированной жести в консервной промышленности. Консервная и овощесушильная промышленность, 1973, № 3, с.14−17
- Майданов В.Г. По пути технического прогресса. В журн.
- Рыбное хозяйство, 1970, № 7, с.21−25
- Малков Ю.В. Исследование процесса укупорки бутылок с пищевыми жидкостями отрывными алюминиевыми колпачками с прокладкой. Дис. канд. техн. наук. М.: 1973, с.135
- Медовой И.А., Уманский Я.1, Журавлев Н. М. Исполнительные размеры калибров: Справочник, в 2-х кн. Кн.1 М.: Машиностроение, 1980, с.384
- Мельников П.С. Справочник по гальванопокрытиям в машиностроении. М.: Машиностроение, 1979, с.296
- Методические указания по определению экономической эффективности использования в рыбном хозяйстве новой техники, изобретений и рацпредложений. Л.: Гипрорыбфлот, 1979, с.162
- Морозенко B.C. Экспериментальная установка для изучения силового режима закатки жестяной консервной тары. В сб. Труды Дальрыбвтуза. — Владивосток, 1967, с.38−43
- Нормы расхода материалов при производстве консервов и пресервов из рыбы, морских беспозвоночных и водорослей. М.: Пищевая промышленность, 1978, с.86
- Оборудование для плазменного напыления. В обзоре: Современные процессы металлизации напылением и их практическое применение. Минск, БелНШНТИ, 1980, с. 16−28
- Петрусевич А.И. Роль гидродинамической масляной пленки в стойкости и долговечности поверхностей деталей машин. Вестник машиностроения, 1963, № I, с.20−26
- Повышение износостойкости деталей газопорошковой наплавкой. Липецкий ЦНТИ, 1980, (И.Л. № 180)
- Повышение качества закаточных инструментов. Отчет/Даль-рыбвтуз- руководитель работы Кагановский И. А. Тема 73/80−82
- ГР 81 044 087. Владивосток, 1982, с.34
- Потапов Г. К., Мамлеев Ч. М., Смирнов В. П. Плазменная и загоплазменная наплавка и напыление в машиностроении. М.:
- ЦНЙИТЭИминлегпищемаш СССР, 1972, с.26
- Прейс Г. А., Сологуб Н. А., Некоз А. И. Повышение износостойкости оборудования пищевой промышленности. М.: Машиностроение, 1979, с.208
- Пригоровский Н.И. (ред.). Поляризационно-оптический метод исследования напряжений. — М.: Наука, 1965, с.224
- Ребиндер П.А. Влияние активных смазочных сред на деформирование сопряжений поверхностей трения. Труды всесоюзного симпозиума о природе трения твердых тел. Минск, 1969
- Розенбалов А.Е. Регулирование закаточных машин. М.: Пищепромиздат, 1961, с.84
- Ротман О.Э., Дикие М. Я., Мальский А. Н. Технологическое оборудование консервных заводов. М.-Л.: Пищепромиздат, 1938, с.624
- Садык A.M. Исследование и рекомендации по износоустойчивости роликов для закаточных машин. Труды Дальрыбвтуза. Владивосток, 1967, вып.5, с.38−44
- Савченко А.И. Построение профилей закаточных роликов. В журн. Рыбное хозяйство, 1957, № 5, с.23−27
- Савченко А.И. Усилия, необходимые для закатывания поперечного шва жестяной консервной тары. В журн. Консервная и овощесушильная промышленность, 1957, № 5, с.27−30
- Савченко А.Ф. Динамика нагрузок и остаточных напряжений при формировании двойного закаточного шва. В сб.: Промышленное рыболовство и механизация, вып.6 — Владивосток: ТИНРО, 1971, с.115−121
- Савченко А.Ф. Построение профилей закаточных роликов для герметизации крупногабаритной тары. В сб.: Промышленное рыболовство и механизация, вып.6 — Владивосток: ТИНРО, 1971, с.121−124
- Савченко А.Ф. Влияние геометрической формы формующей поверхности закаточного ролика на его износостойкость. В сб.: Промышленное рыболовство и механизация, вып.6 — Владивосток: ТИНРО, 1971, с.124−128
- Сборник технологических инструкций по производству рыбных консервов и пресервов / Гипрорыбфлот М.: Пищевая промышленность, 1978, с.368
- Соколов А.В. Математико-статистические методы исследования хозяйственных процессов на мукомольных предприятиях.- М.: Пищевая промышленность, 1963, с.76
- Соколов А.Я. Основы расчета и конструирования машин и аппаратов пищевых производств. М.: Пищепромиздат, I960, с.741
- Сорокин Л.М. Упрочение деталей борированием. М.: Машиностроение, 1972, с.64
- Справочное пособие. Производство и применение металлической консервной тары. Под ред. Локшина Я. Ю. М.: Пищевая промышленность, 1980, с.224
- Тененбаум М.М. Износостойкость конструкционных материалов и деталей машин при абразивном изнашивании. М.: Машиностроение, 1966, с.333
- Техническая документация автоматической закаточной машины НСМ-449-США, ССС, 1975, с.217
- Техническое описание вакуум-закаточной машины типа I6M3 Япония: ТЬйо-Сейкан, 1979, с.105
- Технология изготовления твердосплавных закаточных роликов. Отчет/Дальрыбвтуз- руководитель работы Кагановский И. А. Тема № 76. Владивосток, 1968, с.32
- Томашевский В.А. и др. Потребительская тара, ее производство и применение. М.: Пищевая промышленность, 1965, сА51
- Трение, изнашивание и смазка: Справочник. В 2-х кн. Под ред. Крагельского И. В., Алисина В. В. М.: Машиностроение, — Кн.1, 1978, с.400
- Третьяков И.В. Основы металловедения и производства спеченных твердых сплавов. М.: Металлургия, 1976, с.527
- Трояновская Г. И. Применение самосмазывающихся материалов при ротапринтной смазке. Вестник машиностроения, 1974,4, с.51−54
- Хрущоб М.М. Достижения и задачи при исследовании изнашивания машин. В сб.: Надежность и долговечность машин и приборов. Вып.1. — М.: НЙИМАШ, 1966, с.151
- Хрущов М.М., Бабичев М. А. Абразивное изнашивание. М.: Машиностроение, 1970, с.252
- Чайка Г. В., ИцковичМ.С., Тверской В. Г. Твердосплавные закаточные ролики. Рыбное хозяйство, 1978, to 9, с.74
- Чупахин В.М., Леонов И. Т. Производство жестяной консервной тары. М.: Пищепромиздат, 1967, с.432
- Шулев Г. С. Электроферромагнитная обработка деталей машины (Обзор). М.: 1973, ЦНИИТЭИминлегпищемаш (Технология машиностроения), с.20−21
- Шумейко Н.П. и др. Некоторые вопросы производства консервов в алюминиевой банке. Рыбное хозяйство, 1972, № 5,с.71−73
- Хасуй А. Техника напыления. М.: Машиностроение, 1975, с. 228
- Aulich W. Das Wershlieben von Blechdosen, die dabei auftretenden Fahler und deren Beseitingung, I. «Leben smittel-IndM 1972, 19 No 6, c. 229−234- No 7, c. 257−278
- Colbi E.E., Minesinger O.E. Gas-tight seaming of fiber cans. „Modern Packag „, 1972, No 2, c. 52−58
- Conversion from steel to aluminium cans. „Brew Guard“, 1982, 111, No 1, c.19−20,22−23
- Fidler F. New materials and methods in can manufacture. „Food manufact“, 1967, 42, No 9, c. 44
- Flemingham „Т.О. Canning practice: establishing a procedure. Heat pressing of foods 2 „Food Manufact“. 1967, 42, No 7, c. 29−33 103* Hofman L. Ebal-ein neuer Verpackung swekshtoff. „Verpackung“ (DDR). 1973, 14, c. 115−118.
- Grether D. Tout sur la boite metal de demain. „Inds aliment et agric“, 1978. 5. No 5, c. 597−602 105“ Mayo H.G. L’alluminio per i contenihori „ad appertura stoppo“. „Confez e imball“, 1969, 8, No 51', c. *1~3
- Guers I. Le sertissage des boites metaliques pour concerves. ievue de la concerve“. 1968,25, No 6, c. 109−116
- Kaerher R.W. Drown-and-irond still cans. „Modern Packag“ 972,4−5, No 10, c. 66−67
- Mehring P. Korrosionsprobleme beimetallihen Verpackungen. Gordian“. 1972,72, No 12, с. 427−435 109* Norman G.E., Rees I.A.G. New era for metal containers. Food manufact 1980, 4−7, No 9, c. 27−31
- Pabst A. Die WeiBblechdose ohne Eaht. Verfahren mit Zukunft-trotinvestitionen. „Neue Verpackung“ 1972, No 25
- Roberts I.T. Spring pressure adjusting tool for canclosingmachine. Пат. США, кл. 113/7* (B2I D 51/2*6) № 4 257 341, заявл. a .09.79, № 79 532, опуОл. 24.03.81
- Steele R.I., Board P.W. Assessment of can double seams: metric tables and monograms. „CSIRO Pood Research. Quaterly“, 1980, 4−0, No 2, c. 35−42
- Tinplate from South Wales. „Steel Metal Ind“, 1980, 57, No 11, c.982,984, 987−988 114. Vanghan G.A. Metol cans. „Modern Packag“, 1978,41, No 7, c. 293−296 115» Wuich W. Das Metallspritzen. Aberflache Surface. '1979,20,' CT 7, c. 158−165