Разработка метода обеспечения гибкости систем ЧПУ лазерного технологического оборудования на основе их модульной организации архитектуры
Характеристики лазерной обработки* проиллюстрированы на интеллект-карте (рис. 1) — Как можно видеть из схемы, в некоторых случаях требуется совместное управление несколькими устройствами для позиционирования пятна лазерного луча (приводами и сканатором). Причем эти устройства могут иметь совершенно несовместимые интерфейсы, недоступные приложениям из единой операционной системы. Это требует… Читать ещё >
Содержание
- Глава 1. Анализ программного обеспечения современных систем ЧПУ и возможностей их адаптации для лазерной обработки
- 1. 1. Общая структура системы ЧПУ и геометрическая задача управления
- 1. 2. Обзор алгоритмов управления движением в системах ЧПУ
- 1. 3. Проблема управления импульсной обработкой
- 1. 4. Специфика взаимодействия системы ЧПУ с устройствами, осуществляющими автономное управление движением
- 1. 5. Анализ открытости систем ЧПУ и возможностей их адаптации для управления лазерными технологическими системами
- 1. 6. Формирование требований к структуре и функциональности системы ЧПУ
- 1. 7. Постановка задач исследования
- Глава 2. Построение модели программного обеспечения системы ЧПУ для лазерной обработки
- 2. 1. Выявление общих модулей в структуре специализированных систем управления для лазерной обработки
- 2. 1. 1. Характеристики установок и систем управления
- 2. 1. 2. Выделение совокупности компонентов для обобщенной системы управления лазерными станками
- 2. 2. Создание обобщенной структуры системы ЧПУ для управления лазерной обработкой
- 2. 3. Структура ядра обобщенной системы ЧПУ
- 2. 3. 1. Спецификация интерфейсов ядра системы
- 2. 3. 2. Формирование структуры интерполятора
- 2. 3. 3. Схема диспетчеризации потоков
- 2. 4. Метод обеспечения гибкости системы ЧПУ для лазерной обработки
- 2. 5. Выводы
- 2. 1. Выявление общих модулей в структуре специализированных систем управления для лазерной обработки
- Глава 3. Разработка механизма параметрического программирования контуров при лазерной обработке
- 3. 1. Исследование способов программирования систем ЧПУ
- 3. 2. Представление о структурированном языке высокого уровня как средстве повышения открытости систем ЧПУ
- 3. 3. Способ реализации интерпретатора структурированного языка высокого уровня
- 3. 4. Модель интеграции интерпретатора языка высокого уровня в систему ЧПУ.'
- 3. 5. Выводы
- Глава 4. Разработка архитектурной модели интерполятора и алгоритмов управления движением для лазерной обработки сложных контуров. Практические аспекты реализации интерполятора
- 4. 1. Спецификация интерфейсов блоков интерполятора
- 4. 2. Поддержка классических алгоритмов интерполяции
- 4. 3. Разработка универсального алгоритма интерполяции параметрических кривых
- 4. 4. Разработка алгоритма линейного разгона/торможения, независимого от типа интерполируемой кривой
- 4. 5. Разработка усовершенствованного алгоритма управления подачей при импульсной лазерной обработке
- 4. 5. 1. Алгоритм нахождения максимально допустимой скорости на основе опережающего просмотра кадров (Look Ahead)
- 4. 5. 2. Алгоритм синхронизации движения и импульсов излучения
- 4. 6. Практические аспекты реализации ядра системы ЧПУ
- 4. 6. 1. Общая программная структура ядра
- 4. 6. 2. Реализация механизма диспетчеризации потоков
- 4. 7. Объектно-ориентированная реализация интерполятора
- 4. 8. Выводы
- Глава 5. Проверка достоверности полученных результатов на основе сравнения аналитических и экспериментальных данных
- 5. 1. Подтверждение соответствия реализованных алгоритмов интерполяции математическому представлению кривых
- 5. 2. Измерение показателей ресурсоемкости разработанных алгоритмов управления движением
- 5. 3. Тестирование алгоритмов разгона и торможения
- 5. 4. Анализ выходных сигналов
- 5. 5. Сравнение производительности обработки
- 5. 6. Выводы
- Выводы и результаты работы
Разработка метода обеспечения гибкости систем ЧПУ лазерного технологического оборудования на основе их модульной организации архитектуры (реферат, курсовая, диплом, контрольная)
Активное использование лазерных технологий обработки в наше время обусловлено возможностью добиться во многих приложениях значительного снижения времени изготовления и сокращения технологической цепочки при обработке изделий. Широко стали применяться виды обработки, для которых использование лазеров является неотъемлемой частью технологического процесса (например, послойный синтез изделий из металлических и керамических порошков [1]). За несколько десятилетий промышленные лазеры превратились из громоздких маломощных устройств с низким КПД и почти нерегулируемым, излучением, для передачи которого требовалась целая система линз и зеркал, в небольшие по габаритам агрегаты, передающие излучение по гибкому оптоволоконному кабелю непосредственно в зону обработки и возможностью многоступенчатой регулировки мощности.
При помощи лазерного технологического оборудования! решаются задачи лазерной маркировки, послойного порошкового синтеза, графики в прозрачных средах, сварки, закалки" резки листового металла и комплексной ме-хано-лазерной обработки [2]. В ряде установок системы дефлекции лазерного луча совмещаются, с приводами" подач для обеспеченшг обработки заготовок с большими габаритами и возможности проводить несколько технологических операций на одном станке.
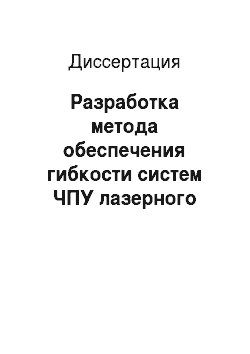
Характеристики лазерной обработки* проиллюстрированы на интеллект-карте (рис. 1) — Как можно видеть из схемы, в некоторых случаях требуется совместное управление несколькими устройствами для позиционирования пятна лазерного луча (приводами и сканатором). Причем эти устройства могут иметь совершенно несовместимые интерфейсы, недоступные приложениям из единой операционной системы. Это требует особого подхода к построению архитектуры системы управления. Следует обратить внимание на то, что лазеры по виду излучения разделяются на импульсные и непрерывные. Алгоритмы управления движением пятна луча для них могут принципиально отличаться.
Тип лазера.
По типу тела накачки Твердотельный.
Газовый.
По виду излучения Непрерывный Импульсный.
Лазерная Обработка.
Тип обработки I.
Гравировка.
Графика в прозрачных средах.
Послойный синтез Маркировка.
Сварка.
Закалка Резка.
Оборудование для позиционирования луча лазера.
Комбинированная Механо-лазерная обработка.
Приводы Сканатор
Приводы + сканатор
Требования к обработке.
Размер заготовки Материал заготовки.
Рис. 1. Характеристики лазерной обработки.
Основными тенденциями в развитии систем ЧПУ последнего десятилетия являются: постоянное совершенствование алгоритмов интерполяции с целью улучшения скоростных и качественных характеристик обработки, обеспечение открытости архитектуры для повышения гибкости систем при реализации специальных требований заказчика [3]. Анализ архитектуры систем ЧПУ ведущих мировых (Fanuc, Siemens, Heidenhein, Bosch Rexroth, Fagor, Mitsubishi Electric) и отечественных (Балт-Систем, Модмаш-софт, Микрос, МГТУ «СТАНКИН») фирм-разработчиков выявил следующие проблемы:
— ограниченность механизма расширения геометрической задачи управления. Специалист без глубокого знания методики реализации интерполятора системы ЧПУ и наличия исходного кода не может добавить собственные алгоритмы интерполяции для выполнения специфических задач;
— отсутствие механизма совместного управления разнородными устройствами (дефлектором* и приводами подач), осуществляющими перемещение пятна лазерного луча в рабочем поле в рамках выполнения одной управляющей программы;
— отсутствие единой методики реализации параметрического программирования для лазерной обработки;
— у станкостроителей и конечных пользователей отсутствует возможность реализовывать синхронизацию движения с импульсами лазера.
Указанные проблемы не позволяют использовать одну многофункциональную систему ЧПУ для решения класса технологических задач по управлению лазерной обработкой, поэтому на рынке существует множество специализированных систем управления. Разработка обобщенного решения, обеспечивающего" возможность компоновки систем управления для разных установок на основе единойархитектуры, позволит значительно снизить затраты на разработку, и обслуживание установок для лазерной обработки, а также на обучение персонала. Кроме того, реализация в системе ЧПУ возможности синхронизации движения с лазерным излучением значительно повысит эффективность импульсной обработки.
Исходя из сказанного, можно заключить, что тема диссертации, направленная на разработку метода обеспечения гибкости систем ЧПУ лазерного технологического оборудования на основе их модульной организации архитектуры, является актуальной.
Цель исследования. Целью данного исследования является повышение эффективности процесса разработки систем ЧПУ лазерного технологического оборудования на основе модульной организации архитектуры, обеспечивающей гибкость системы управления.
Предполагается достичь:
1. Сокращения времени обработки изделий низкочастотным импульсным лазерным излучением (по сравнению с обработкой на системах, не реализующих синхронизацию движения с импульсами).
2. Упрощения программирования сложных контуров.
3. Обеспечения расширяемости геометрической задачи системы ЧПУ и реализации совместного управления дефлектором и приводами подач, осуществляющими перемещение пятна лазерного луча в рабочем поле, в рамках выполнения одной управляющей программы.
На лазерных станках с применением низкочастотного лазерного излучения (с частотой импульсов в несколько десятков Гц) предполагается сократить время обработки на 20−50% по сравнению с многофункциональными системами ЧПУ общего назначения, имеющимися на рынке.
Практическая ценность работы заключается в:
— методике компоновки системы управления для задач лазерной маркировки, графики прозрачных средах, послойного синтеза и комбинированной механо-лазерной обработки на основе предложенного единого архитектурного решения, позволяющей сократить время и себестоимость процесса разработки систем управления для лазерных станков;
— разработанных программных модулях управления движением, использующих сплайновую интерполяцию и алгоритм опережающего просмотра кадров, что повышает эффективность импульсной* низкочастотной лазерной обработки.
Результаты работы использованы для создания систем управления и установок по темам: «Создание многофункционального интеллектуального контроллера движения с открытой архитектурой для управления технологическим оборудованием» (г/б НИР 10−52/р, госконтракт № П926 от.
20.08.2009 г.), «Создание многофункциональной компьютерной системы управления для промышленных лазерных приборов послойного порошкового синтеза» (г/б НИР 10−41/р, госконтракт № П500 от 13.05.2010 г.), «Создание 8 многофункциональной системы ЧПУ для управления станками лазерной гравировки в объеме и на плоскости» (г/б НИР 10−69/р, госконтракт № 14.740.11.0541 от 01.10.2010 г.). На основе результатов работы созданы объекты интеллектуальной собственности (свидетельства о государственной регистрации программ для ЭВМ: № 2 010 613 433 от 25.05.2010, № 2 010 617 383 от 14.09.2010, № 2 011 610 552 от 11.01.2011, № 2 011 610 554 от 11.01.2011, № 2 011 611 201 от 04.02.2011, № 2 011 614 339 от 01.06.2011).
Методы исследования. Теоретические исследования в работе базировались на1 методах системного анализа, объектно-ориентированного проектирования (декомпозиции, абстракции), концепции объектно-ориентированного1 программирования. Использовались технологии .Net (для • Windows), DCOM (distributed component object model), автоматизация OLE (object linking and embedding).
Научная, новизна. В диссертационной работе получены следующие научные результаты:
— установлены взаимосвязи между аппаратными и программными компонентами систем ЧПУ для лазерных станков, позволившие выделить совокупность общих модулей и создать на их основе единое архитектурное решение для задач лазерной обработки;
— на основании установленных взаимосвязей разработана архитектурная модель обобщенной системы ЧПУ для управления установками лазерной маркировки, графики в прозрачных средах, послойного синтеза и комбинированной механо-лазерной обработки, основанная на архитектуре системы управления класса PCNC;
— разработаны алгоритмы опережающего просмотра траектории и управления движением по параметрическим кривым для импульсных лазерных систем, позволяющие исключить остановки в обрабатываемых точках и обеспечить постоянную контурную скорость.
Выводы и результаты работы.
1. В работе решена задача, имеющая существенное значение для машиностроения, заключающаяся в разработке метода обеспечения гибкости систем^ ЧПУ лазерным' технологическим оборудованием на основе обобщенного модульного архитектурного решения, позволяющего компоновать и расширять систему управления для конкретных технологических задач.
2. Установленные взаимосвязи между аппаратными и программными компонентами лазерных станковс ЧПУпозволили выделить совокупность общих модулей, необходимых для построения базовой системыЧПУ для широкого класса лазерного технологического оборудования.
3. На основании установленных взаимосвязей разработана архитектурная модель обобщенной системы ЧПУ для управления установками лазерной маркировки, графики в прозрачных средах, послойного синтеза и комбинированной механо-лазерной обработки, основанная на архитектуре системы управления класса РС>ГС.
4. Разработаны1 алгоритмы опережающего просмотра траектории и управления^ движением по параметрическим кривым для импульсных лазерных станков, позволяющие исключить остановки в обрабатываемых точках и обеспечить постоянную контурную скорость. Применение разработанных алгоритмов приводит к сокращению времени обработки изделий на 30−50% на станках с приводами подач по сравнению с использованием алгоритмов, не учитывающих синхронизацию движения с импульсами лазера.
5. Построение интерпретатора структурированного языка управляющих программ высокого уровня на основе метода рекурсивного нисходящего анализа обеспечило возможность применения параметрического программирования при сохранении совместимости с.
109 программами в коде ISO-7bit. Предложенный способ интеграции интерпретатора в архитектурную модель системы ЧПУ в виде препроцессора позволил реализовать поддержку языка высокого уровня без изменений базовых модулей системы ЧПУ.
6. Созданные в рамках диссертационной работы программные компоненты позволили на единой программно-аппаратной платформе практически реализовать управление комбинированной механо-лазерной обработкой (система AxiOMA Ctrl), маркировкой и графикой в прозрачных средах (система ArtNC), а также послойным порошковым синтезом (система AxiOMA Laser Ctrl).
7. Разработанная методика компоновки системы управления для задач лазерной обработки на основе предложенного единого архитектурного решения позволяет сократить время и себестоимость процесса разработки систем управления для лазерных станков.
8. Полученные теоретические и практические результаты рекомендуется применять на предприятиях машиностроительного профиля, использующих лазерное технологическое оборудование, а также в учебном процессе по направлению «Автоматизация технологических процессов и производств» (220 700).
Список литературы
- Нежметдинов P.A., Соколов C.B., Обухов А. И., Григорьев A.C. Расширение функциональных возможностей систем ЧПУ для управления механо-лазерной обработкой // Автоматизация в промышленности, 2011. № 05. С. 49−53.
- Сосонкин В. Л., Мартинов Г. М. Тенденции развития архитектуры и математического обеспечения систем ЧПУ // Стружка. 2006. № 3. С. 30, 32−36.
- Сосонкин B.JI. «Задачи числового программного управления и их архитектурная реализация».// Станки и инструмент. 1988, № 10, с. 39−40.
- Сосонкин В. JL, Мартинова Г. М. Концепция числового программного управления мехатронными системами: анализ современного мирового уровня архитектурных решений в области ЧПУ. //Мехатроника, автоматизация, управление. 2002. № 7. С. 11−17.
- Сосонкин В. JL, Мартинов Г. М. «Системы числового программного управления», Логос, 2005.
- Мартинова Л.И., Мартинов Г.М: Практические аспекты реализации модулей открытой системы ЧПУ // Автотракторное электрооборудование, 2002. № 3. С. 31−37.
- Мартинова Л.И., Мартинов Г. М. Организация межмодульного взаимодействия в распределенных системах ЧПУ. Модели и алгоритмы реализации //Мехатроника, автоматизация, управление. 2010. № 11. С. 50−55.
- Мартинов Г. М., Пушков Р. Л., Евстафиева C.B. Основы построения одно-компьютерной системы ЧПУ с программно реализованным ядром и открытой модульной архитектурой // Вестник МГТУ «Станкин». 2008. № 4. С. 82−93.
- Ю.Мартинова Л. И., Григорьев A.C., Соколов C.B. Диагностика и прогноз износа режущего инструмента в процессе обработки на станках с ЧПУ // Автоматизация в промышленности. 2010. № 5. С. 46−50.
- Киселев С. А. Григорьев А.С., Геранюшкин A.B., Прутков Р. Л. Прогнозирование стойкости инструмента при чистовой обработке // Вестник МГТУ «Станкин». 2008. № 4. С. 23−32.
- Мартинов Г. М. Алгоритм опережающего просмотра Look-ahead в современных системах ЧПУ и параметры его настройки // Стружка. 2007. № 3. С. 52−5413.3авьялов Ю.С., Квасов Б. И., Мирошниченко В. Л. «Методы сплайн-функций». М.: Наука, 1980.
- Мартинова Л.И., Мартинов Г. М. Сплайн-контуры в системе ЧПУ // Стружка. 2007. № 1. С.-74−77.
- Siemens. SINUMERIK 840D/840Di/810D. Руководство по программированию. Расширенное программирование. — Siemens AG, 2001.
- Лазерная импульсная сварка (http://www.laser-bulat.ru/technology).
- Klotzbach U. Internal sculpturing of glass by subsurface laser engraving / Fraunhofer Institute for Material and Beam Technology IWS Dresden. IWS Info. P. 60−61.
- Xiaoying Rong Gravure Printability Comparisonof Laser & Electromechanical-ly Engraved Cylinders // GRAVURE/April 2004. P. 30−36.
- Мартинов Г. М., Любимов А. Б., Обухов А. И. Проблема адаптации систем ЧПУ класса PCNC к станкам лазерной графики // Мехатроника, автоматизация, управление. 2009. № 1. С. 59−62.20.0фициальный сайт компании Raylase (http://www.raylase.com).
- Мартинов Г. М., Мартинова Л. И., Григорьев A.C. Специфика разработки программного обеспечения для систем управления технологическим оборудованием в реальном времени // Спецвыпуск T-Comm, июль 2009. С.121−124.
- Официальный сайт компании 3D Systems (http://3dsystems.com).
- Официальный сайт компании EOS (http://www.eos.info).
- Официальный сайт компании GCC (http://www.gccworld.com/).
- Мартинов Г. М., Сосонкин B.JI. «Концепция числового программного управления мехатронными системами: проблема реального времени». // Мехатроника. 2000, № 1, с. 26−29.
- Мартинова Л.И., Козак Н. В., Нежметдинов P.A., Пушков Р. Л. Реализация открытости управления электроавтоматикой станков в системе ЧПУ класса PCNC // Приборы и системы. Управление, контроль, диагностика.2011. № 02. С. 11−16.
- Григорьев С.Н., Мартинов Г. М. Перспективы развития распределенных гетерогенных систем ЧПУ децентрализованными производствами // Автоматизация в промышленности. 2010. № 5. С. 4−8.
- Круглински Д., Уингоу С., Шеферд Дж. «Программирование на Microsoft Visual С++ 6.0 для профессионалов», Русская Редакция, 2004.
- Мартинов Г. М., Григорьев A.C. Разработка пользовательских токарных циклов в системе ЧПУ WinPCNC // Объединенный научный журнал. 2007. № 6. С. 8−50. У
- Сосонкин В: Д., Мартинов Г. М. Методика разработки управляющей программы ЧПУ соответственно стандарту ISO 14 649 STEP-NC (Standard for the Exchange of Product model data for NC) // Мехатроника, автоматизация, управление. 2005. № 6. С. 45−52.
- Мартинов Г. М., Мартинова Л. И. Анализ систем ЧПУ, представленных на Международной выставке «Металлообработка-Технофорум-2009», их новизна и особенности // Автоматизация в промышленности. 2009. № 12. С. 59−65.
- HEIDENHAINОфициальный сайт, (http://www.heidenhain.de).
- Емельянова Е.А., Григорьев A.C., Пушков Р. Л., Мартинова Л. И. Программирование систем ЧПУ «HEIDENHAIN». Учебное пособие. М.: МГТУ «Станкин», 2010. — 87с.
- Шилдт Г. «Полный справочник по С, 4-е издание», Вильяме, 2005.
- Мартинов Г. М., Сосонкин В. Л. Перспективные технологии разработки математического обеспечения систем управления: использование регулярных выражений // Мехатроника, автоматизация, управление. 2006. № 2. С. 40−46.
- Мартинов Г. М., Обухов А. И., Пушков Р. Л. Принцип построения универсального интерпретатора языка программирования высокого уровня для систем ЧПУ // Мехатроника, автоматизация, управление. 2010. № 6. С. 4250.
- Мартинов Г. М., Пушков P.JI. Построение инструментария отладки управляющих программ систем* ЧПУ на языках высокого уровня // Приборы и системы. Управление, контроль, диагностика. 2008. № 11. С. 19−24.
- Григорьев С.Н., Мартинов Г. М. Концепция построения базовой системы числового программного управления мехатронными объектами // Информационные технологии в. проектировании и производстве, 2011. № 2, с.21−27.
- Шилдт Г. «Полный справочник по С++, 4-еиздание», Вильяме, 2003.
- Мартинов Г. М., Сосонкин В. JI. Проблемы использования сплайновой интерполяции в системах ЧПУ при обработке скульптурных поверхностей // Автоматизация в-промышленности. 2006. № 11. С. 3−9.
- Кудрявцев Л.Д. «Математический анализ».
- Киреев В.И., Пантелеев А'.В. «Численные методы в примерах и задачах», М.: Высшая школа, 2004.
- Ли Кунву. «Основы САПР (САГ>/САМ/САЕ)», СПб.: Питер, 2004:
- Мартинова Л.И., Мартинов Г. М. Современные тенденции развития систем ЧПУ // Стружка. 2009,2010. № 1−2 (26−27). С. 38−45.54.http://www.rational.com Официальный сервер компании Rational Software.
- Рихтер Дж. «Windows для профессионалов», Русская Редакция, 2004.
- Мартинов Г. М., Козак Н. В., Нежметдинов P.A., Любимов А. Б. Специфика построения панелей управления систем ЧПУ по типу универсальных программно-аппаратных компонентов // Автоматизация и современные технологии. 2010. № 7. С. 34−40
- Мартинов Г. М. Университетская система ЧПУ WinPCNC для обучения и производства // Стружка. 2008. № 1. С. 29−30.58.0фициальный сайт LaserGraphicArt (http://www.lasergraphicart.com).
- Научно-исследовательская лаборатория систем ЧПУ (http://www.ncsystems.ru).
- Мартинов Г. М. Современные тенденции развития компьютерных систем управления технологического оборудования // Вестник МГТУ «Станкин». 2010. № 1. С. 74—79.
- Мартинов Г. М., Григорьев А. С. Принцип построения и интеграции в системах ЧПУ класса PCNC подсистемы трехмерной визуализации управляющих программ // Мехатроника, автоматизация, управление. 2009. № 9. С. 26−31.
- Мартинов Г. М., Плихунов В. В., Коваленко A.B. Расширение функциональных возможностей системы ЧПУ для управления установкой электронно-лучевой сварки // Авиационная промышленность. 2009. № 1. С. 1621.
- Мартинов Г. М. Развитие систем управления технологическими объектами и процессами // Мир техники и технологий. 2009. — № 6. — С. 34−35.
- Вадковский пер., д. 1, Москва, ГСП-4,127 994. Тел.- (499) 973−30−76. Факс: (499) 973−38−85
- Проректор по научной работе! ФГБОУ ВПО МГТУ «СТАНКИН» «' J ш^Шштг^^УШ^тсош М. А./1. А»./Г4″ сентября 2011 года