Исследование и разработка самонастраивающегося механизма обнаружения шва ткани для текстильных машин
Значительные темпы роста производительности труда, связанные с растущим требованием развития производства, а также требования к производству высококачественной продукции при минимальных затратах человеческого труда и экономии материальных ресурсов выдвигают перед производителями задачи наиболее эффективного использования имеющихся ресурсов. Текстильное производство, состоящее из нескольких… Читать ещё >
Содержание
- 1. Современное состояние проблемы обнаружения и пропуска шва ткани на текстильных машинах
- 1. 1. Технологические процессы отделочного производства, требующие обнаружения и пропуска швов ткани
- 1. 2. Существующие изобретения механизмов обнаружения и пропуска шва ткани через рабочие органы машин отделочного производства
- 1. 3. Классификация существующих механизмов обнаружения швов ткани
- 1. 4. Анализ существующих устройств управления рабочими органами машин отделочного производства в функции швов ткани
- 1. 5. Обзор литературных публикаций по теме: «Механизмы обнаружения шва ткани»
- 1. 5. 1. Основы создания систем автоматического пропуска шва ткани
- 1. 5. 2. Создание контактных механизмов обнаружения шва ткани 52 1. 5. 3. Построение бесконтактных механизмов обнаружения шва ткани
- 1. 5. 4. Преобразователи сигналов механизмов обнаружения шва ткани
- 1. 5. 5. Фильтрация полезных сигналов на фоне помех при обнаружении шва ткани в условиях технологического процесса
- 1. 5. 6. Повышение точности контроля шва механизмами обнаружения
- 1. 6. Выводы по первой главе
- 2. Отрицательное воздействие якоря контактных механизмов обнаружения шва ткани на свойства обрабатываемого продукта 73 2. 1. Исследование сил взаимодействия датчиков индуктируемой
- ЭДС с тканью
- 2. 2. Динамическое изменение толщины ткани при воздействии датчиков индуктируемой ЭДС
- 2. 3. Выводы по второй главе
3. Создание самонастраивающейся системы управления рабочими органами стригальной машины в функции пропуска шва ткани 83 3.1. Описание имитационной модели самонастраивающейся системы обнаружения и пропуска шва ткани
3. 1. 1. Разработка обобщенной модели исследуемой системы
3. 1.2. Описание феноменологической модели самонастраивающейся системы управления рабочими органами стригальной машины
3. 1.3. Описание концептуальной модели исследуемой системы
3. 2. Разработка новой конструкции механизма обнаружения шва ткани
3.3. Расчет формы поля в рабочем зазоре электростатического механизма обнаружения шва ткани с компланарными электродами
3. 4. Определение изменения емкости электростатического механизма, вызываемого прохождением шва ткани
3. 5. Преобразователь сигнала механизма обнаружения шва ткани 104 3. 6. Устройство для обнаружения шва ткани и определения недопустимого перекоса шва ткани
3. 7. Выводы по третьей главе
4. Компьютерное моделирование процесса обнаружения шва ткани
4. 1. Выявление требований и средств моделирования 111 4. 2. Описание возможностей и меню программной модели
4. 3. Алгоритм модели процесса обнаружения шва ткани
4. 4. Выводы по четвертой главе
5. Экспериментальные исследования параметров самонастраивающегося механизма обнаружения шва ткани
5. 1. Экспериментальное определение статической характеристики исследуемого механизма
5. 2. Экспериментальное определение динамической характеристики сигнала на выходе электростатического механизма обнаружения шва ткани с компланарными электродами
5. 3. Экспериментальное определение формы и параметров сигнала на выходе преобразователя
5. 4. Выводы по пятой главе
Исследование и разработка самонастраивающегося механизма обнаружения шва ткани для текстильных машин (реферат, курсовая, диплом, контрольная)
Технологический процесс заключительной отделки тканей требует управления рабочими органами при прохождении швов через рабочую зону машины. Попадание швов в рабочую зону ведет к увеличению брака выпускаемой продукции на расстоянии до одного метра, а также к выходу из строя текстильных машин, что, несомненно, недопустимо. Соответственно, передовое текстильное производство нуждается в надежных системах автоматического управления отделочными машинами для обнаружения и пропуска швов ткани с целью исключения монотонного человеческого труда, уменьшения брака, увеличения производительности труда и выпуска продукции высокого качества.
Разработка устройств для управления рабочими органами при пропуске швов началась еще в 30-х годах. Значительные результаты были достигнуты в 50-х годах, когда был разработан электромагнитный механизм обнаружения шва, устройства преобразования и обработки сигнала этого механизма. Очередной рост в развитии этих систем наблюдался в 70−80-х годах в связи с созданием емкостных датчиков и разработкой систем с возможностью подсчета количества швов с целью автоматизации процесса разбраковки продукции.
Проблема автоматизации текстильной отрасли всегда остро стояла перед производителями, стремящимися к увеличению производительности труда и выпуску высококачественной продукции. Это важно и сейчас, когда предприятия стараются развивать производство. Но движение вперед тормозиться из-за нехватки квалифицированных работников и использования устаревшего оборудования, которое не обновлялось в связи с промышленным кризисом 90-х годов. Не на всех предприятиях сохранились работоспособные устройства управления текстильными машинами при пропуске швов ткани, поэтому проблема совершенствования таких систем стоит также остро, как и другие.
Актуальность темы
Значительные темпы роста производительности труда, связанные с растущим требованием развития производства, а также требования к производству высококачественной продукции при минимальных затратах человеческого труда и экономии материальных ресурсов выдвигают перед производителями задачи наиболее эффективного использования имеющихся ресурсов. Текстильное производство, состоящее из нескольких стадий, является трудоемким. Качество производимой ткани зависит от многих параметров технологических процессов. В таких случаях огромную роль играет уровень автоматизации производственных процессов на каждой стадии изготовления продукции.
Замена уже созданных контактных механизмов обнаружения шва ткани, использующихся на стадии разбраковки ткани в ткацком производстве, не так актуальна, как в технологическом процессе стрижки ткани при заключительной отделке тканей, где требуется управление рабочими органами при прохождении швов через рабочую зону текстильных машин. Попадание швов в рабочую зону ведет к увеличению брака выпускаемой ткани, а также к выходу из строя текстильных машин. Невозможность контроля зоны непрострига ткани существующими устройствами не позволяет контролировать количество необработанного материала при изменении ширины перекоса шва ткани, а механическое воздействие на ткань со стороны контактных механизмов обнаружения (датчиков) в процессе заключительной отделки имеет пагубное влияние. Соответственно современное текстильное производство нуждается в надежных устройствах автоматического управления отделочными машинами для обнаружения швов ткани с целью исключения монотонного человеческого труда, уменьшения брака, увеличения производительности труда и выпуска продукции высокого качества.
Цель работы. Целью работы является создание самонастраивающегося механизма обнаружения шва ткани, обеспечивающего стабильную работу при смене артикула обрабатываемой ткани, вида шва ткани, условий окружающей среды и определение недопустимого увеличения ширины зоны необработанной ткани.
Задачи исследований. Для достижения поставленной цели в работе решены следующие задачи:
— систематизированы предыдущие разработки в этой области;
— выявлены наиболее приоритетные пути для дальнейшего повышения уровня автоматизации технологических процессов отделочного производства при пропуске шва ткани;
— исследованы возможные пути достижения разрабатываемыми устройствами контроля нескольких параметров при обнаружении шва ткани;
— разработан самонастраивающийся механизм обнаружения шва ткани;
— разработана методика инженерного расчета механизма обнаружения шва ткани;
— разработано устройство преобразования сигнала для предложенного механизма обнаружения шва ткани;
— разработано устройство, позволяющее определить недопустимое увеличение ширины зоны необработанной ткани;
— исследована и создана модель, позволяющую получить представление о разрабатываемом устройстве на стадии разработки;
— проведены экспериментальные исследования разработанного устройства с целью определения его основных параметров на практике.
Объекты и методы исследования. Объектом исследования является самонастраивающийся механизм обнаружения шва ткани. В работе использовались теоретические и экспериментальные методы исследования. Основой теоретических исследований послужили методы теории функции комплексного переменного, теории электростатики, электротехники и электроники, теоретической механики, численного интегрирования, моделирования на ЭВМ, теории вероятностей и математической статистики. Достоверность теоретических исследований подтверждена результатами экспериментальных данных. Экспериментальные исследования проводились в лабораториях ИГТА. Обработка экспериментальных данных осуществлялась на ЭВМ. Погрешности прямых и косвенных измерений определялись с использованием положений метрологии.
Научная новизна. В процессе работы над созданием бесконтактного самонастраивающегося механизма обнаружения шва ткани впервые получены следующие научные результаты:
— на основе проведенного анализа предложена классификация механизмов обнаружения шва ткани по наличию воздействия на обрабатываемый продукт;
— разработана конструкция бесконтактного компланарного емкостного механизма обнаружения шва ткани с рабочими зазорами, расположенными параллельно направлению перемещения ткани;
— исследовано полевое взаимодействие компланарного емкостного механизма обнаружения шва ткани с тканью и разработана методика инженерного расчета параметров созданного устройства;
— разработан преобразователь выходного сигнала для такого механизма обнаружения шва ткани;
— создана компьютерная модель процесса обнаружения шва ткани, которая позволяет моделировать работу устройств в различных условиях технологического процесса на стадии разработки;
— получены экспериментальные результаты параметров работы созданного механизма обнаружения шва ткани.
Практическая ценность и реализация результатов работы. Разработанный механизм обнаружения шва ткани позволяет исключить ручную настройку при смене артикула обрабатываемой ткани, вида и параметров шва и имеет возможность автоматического контроля зоны непрострига при изменении скорости движения ткани.
Апробация работы. Основные результаты исследований были доложены и получили положительную оценку на ежегодных научнотехнических конференциях Ивановской государственной текстильной академии в 2000 — 2002 г. г.
Публикации. По материалам работы опубликованы 3 статьи в журнале «Известия вузов. Технология текстильной промышленности», 6 тезисов докладов на международных и всероссийских научно-технических конференциях. Получены 3 патента на изобретение № 2 181 806, № 2 186 892, № 2 186 893, свидетельство на полезную модель № 18 539, свидетельство об официальной регистрации программы для ЭВМ № 2 002 611 482, также получены положительные решения о выдаче патента на изобретение по заявке № 2 001 111 451 и свидетельства на полезную модель по заявке № 2 002 112 607.
Структура работы. Диссертационная работа состоит из введения, пяти глав, заключения, списка литературы и приложений. Основная часть диссертации изложена на 150 страницах машинописного текста, в число которых входят 37 рисунков, 3 таблицы, список литературы из 87 наименований.
5. 4. Выводы по пятой главе.
1. Экспериментальные данные подтверждают теоретические исследования.
2. Чувствительность механизма обнаружения шва ткани в наибольшей степени зависит от ширины рабочего зазора.
3. Полученная динамическая характеристика показывает, что соотношение «сигнал — шум», равное двум, является достаточным для уверенного обнаружения шва ткани.
4. Высокий коэффициент корреляции экспериментальной и смоделированной характеристик, позволяет сделать вывод о достоверности проведенных теоретических исследований и моделирования.
Заключение
.
1. На основе проведенного анализа предложена классификация механизмов обнаружения шва ткани по наличию воздействия на обрабатываемый продукт. Наиболее перспективными из рассмотренных систем являются бесконтактные емкостные механизмы обнаружения шва ткани.
2. Поле в рабочем зазоре электростатического механизма обнаружения шва ткани с компланарными пластинами нелинейно и имеет форму полуокружности, поэтому для повышения чувствительности расстояние между электродами и тканью следует минимизировать.
3. Длительность импульса при прохождении шва ткани в предложенной конструкции пропорциональна длине электродов и не зависит от ширины рабочего зазора, что позволяет уменьшать указанную ширину рабочего зазора для достижения необходимой величины чувствительности.
4. Разработанный преобразователь сигнала механизма обнаружения шва ткани позволяет определить недопустимое увеличение ширины зоны необработанной ткани и имеет возможность автоматической настройки при смене артикула контролируемой ткани, вида шва ткани и условий окружающей среды.
5. Полученная компьютерная модель процесса обнаружения шва ткани дает возможность моделирования, проектирования и сравнения электростатических механизмов обнаружения шва ткани с учетом скорости перемещения ткани с целью выявления подходящих параметров механизма обнаружения шва ткани для заданных условий технологического процесса.
6. Чувствительность механизма обнаружения шва ткани в наибольшей степени зависит от ширины рабочего зазора между положительными и отрицательными электродами.
7. Полученная динамическая характеристика показывает, что соотношение «сигнал — шум», равное двум, является достаточным для уверенного обнаружения шва ткани.
8. Высокий коэффициент корреляции экспериментальной и смоделированной характеристик, позволяет сделать вывод о достоверности проведенных теоретических исследований и моделирования.
9. Новизна разработанных устройств и программных средств подтверждена патентами РФ, свидетельством на полезную модель, свидетельством об официальной регистрации программы для ЭВМ.
Список литературы
- Расторгуев А. К. Системы автоматического управления машинами при отделке ткани. -М: Легкая индустрия, 1977. 150 с.
- А. с. 535 380 СССР, МПК D 06 С 13/02. Датчик шва / В. И. Шатков, Г. Н. Ильин. 1976.
- А. с. 1 227 742 СССР, МПК D 06 С 13/02. Устройство для обнаружения шва движущегося материала / И-В. Ю. Габрис, Р. А. Курклетис, Ю. В. Куликовский. 1986.
- А. с. 612 982 СССР, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / В. Н. Юричев, В. М. Федоров. 1977.
- А. с. 678 108 СССР, МПК D 06 С 13/02. Устройство пропуска шва ткани на многосекционной машине / А. К. Расторгуев, К. А. Харахнин, С. Ю. Павлычев, Д. В. Ветчинин. 1979.
- А. с. 757 616 СССР, МПК D 06 С 13/02. Датчик швов ткани / А. К. Расторгуев, С. Ю. Павлычев, К. А. Харахнин, Д. В. Ветчинин. 1980.
- АС 821 596 А. К. Расторгуев, К. А. Харахнин, С. Ю. Павлычев, Д. В. Ветчинин Устройство для обнаружения шва ткани. 1981.
- А. с. 878 837 СССР, МПК D 06 С 13/02. Датчик шва ткани / А. К. Расторгуев, С. Ю. Павлычев, Д. В. Ветчинин, К. А. Харахнин, Г. В. Виолентов. 1981.
- А. с. 953 039 СССР, МПК D 06 С 13/02. Устройство пропуска шва ткани на многосекционной машине / А. К. Расторгуев, К. А. Харахнин, С. Ю. Павлычев, Д. В. Ветчинин. 1982.
- А. с. 962 376 СССР, МПК D 06 С 13/02. Датчик шва ткани / А. К. Расторгуев, С. Ю. Павлычев, Д. В. Ветчинин, К. А. Харахнин. 1982.
- А. с. 1 002 429 СССР, МПК D 06 С 13/02. Датчик швов ткани / А. К. Расторгуев, С. Ю. Павлычев. 1983.
- А. с. 1 004 502 СССР, МПК D 06 С 13/02. Датчик швов ткани / А. К. Расторгуев, С. Ю. Павлычев. 1983.
- А. с. 1 040 003 СССР, МПК D 06 С 13/02. Устройство пропуска шва ткани на многосекционной машине / А. К. Расторгуев, С. Ю. Павлычев, Д. В. Ветчинин. 1983.
- А. с. 1 802 012 СССР, МПК D 06 С 13/02. Устройство управления рабочими органами при обнаружении шва ткани / А. К. Расторгуев, А. В. Иванов, К. А. Расторгуев, И. А. Артемьев. 1993.
- Патент 2 038 438 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани на отделочных машинах текстильного производства / А. К. Расторгуев, А. В. Иванов, К. А. Расторгуев, И. А. Артемьев. 1995.
- А. с. 825 738 СССР, МПК D 06 С 13/02. Датчик шва ткани / А. К. Расторгуев, С. Ю. Павлычев, Д. В. Ветчинин, К. А. Харахнин. 1981.
- Патент 2 004 655 РФ, МПК D 06 С 13/02. Устройство для управления текстильными машинами при пропуске швов ткани на отделочных машинах текстильного производства / А. К. Расторгуев, А. В. Иванов, Е. И. Власов, И. А. Артемьев. 1993.
- Патент 2 010 055 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / А. К. Расторгуев, А. В. Иванов, К. А. Расторгуев, И. А. Артемьев. 1994.
- А. с. 1 180 423 СССР, МПК D 06 С 13/02. Датчик шва ткани / А. К. Расторгуев, Е. А. Разумова, Д. В. Ветчинин, С. Ю. Павлычев. 1984.
- А. с. 1 189 911 СССР, МПК D 06 С 13/02. Устройство для управления текстильной машиной при пропуске шва ткани / А. К. Расторгуев, Е. А. Разумова. 1985.
- А. с. 1 381 215 СССР, МПК D 06 С 13/02. Устройство для контроля шва ткани / В. JI. Шушкевич, А. А. Джерора, М. А. Шайдотов. 1988.
- Патент 2 064 986 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / Д. Д. Ветчинин. 1996.
- А. с. 848 507 СССР, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / Ю. В. Курманов, JI. К. Таторенко, С. И. Рабчевский. 1981.
- А. с. 990 908 СССР, МПК D 06 С 13/02. Датчик шва ткани / П. А. Басин,
- А. В. Сударев, С. Ю. Коломишин, А. А. Кузьмин, A. JI Амбройтис, К. А. Адамонис, И. JI. Вайдада. 1983.
- А. с. 1 011 744 СССР, МПК D 06 С 13/02. Устройство для пропуска шва ткани / А. К. Расторгуев, Д. В. Ветчинин, С. Ю. Павлычев. 1983.
- А. с. 1 015 017 СССР, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / С. Ю. Павлычев, С. С. Стогов. 1983.
- А. с. 1 186 716 СССР, МПК D 06 С 13/02. Устройство для пропуска шва ткани / П. С. Мирошниченко, В. А. Стегнин. 1985.
- А. с. 1 236 027 СССР, МПК D 06 С 13/02. Устройство для управления рабочими органами технологической машины при пропуске шва ткани / А. К. Расторгуев, Н. А. Кулида, С. Ю. Павлычев, К. А. Харахнин, Д. В. Ветчинин. 1986.
- А. с. 1 348 421 СССР, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / А. К. Расторгуев, С. Ю. Павлычев. 1987.
- А. с. 927 872 СССР, МПК D06 С 13/02. Швоуловитель / В. А. Стегнин, Н. И. Якимычев, А. А. Жарычев. 1988.
- А. с. 1 060 725 СССР, МПК D 06 С 13/02. Швоуловитель / В. А. Стегнин, Н. И. Якимычев. 1988.
- А. с. 1 622 464 СССР, МПК D 06 С 13/02. Устройство для управления рабочими органами технологической машины при пропуске шва ткани / А. К. Расторгуев, С. Ю. Павлычев, С. Э. Быстров. 1991.
- А. с. 1 650 822 СССР, МПК D 06 С 13/02. Устройство управления рабочими органами технологической машины при пропуске шва ткани / А. К. Расторгуев, С. Ю. Павлычев, Д. Д. Ветчинин. 1991.
- Расторгуев А. К. Основные уравнения электростатических и электромагнитных датчиков // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1986. — № 6. — С. 71.
- Расторгуев А.К., Иванов А. В., Расторгуев К. А. Расчет и проектирование датчиков систем автоматического контроля ткани в отделочном производстве: Учеб. пособие. Иваново: Изд-во ИвТИ, 1992. — 124 с.
- Разумова Е. А. Расчет емкости полевого датчика // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1983.-№ 2.-С. 86.
- Расторгуев А.К., Расторгуев К. А. Бесконтактный контроль текстильного продукта // Изв. вузов. Технология текстильной промышленности. -Иваново: Изд-во ИвТИ, 1992. № 3. — С. 66.
- Расторгуев А. К., Ветчинин Д. Д. Анализ систем автоматического управления рабочими органами стригальной машины в функции движущегося шва ткани // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1990. — № 5. — С. 77.
- Расторгуев А. К., Петров А. В. Исследование динамики механизма пропуска шва ткани // Известия вузов. Технология текстильной промышленности. Иваново: Изд-во ИГТА, 2000. — № 3. — С. 110.
- Расторгуев А. К., Расторгуев К. А. Электростатический преобразователь // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1991. — № 4. — С. 76.
- Расторгуев А. К., Расторгуев К. А. Методика инженерного расчета датчика шва ткани с преобразователем индуктируемой ЭДС // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1991.-№ 6.-С. 70.
- Расторгуев А. К. Полевые датчики с цилиндрическими электродами для контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1993. — № 2. — С. 91.
- Расторгуев К. А. Определение чувствительности емкостных датчиков систем контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1992. — № 4. — С. 63.
- Расторгуева Е. А. Полевой датчик // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1983. — № 1. — С. 73.
- Джерора А. А., Шушкевич В. Л., Щербаков В. В., Кондрацкий Э. В. Анализ электрического поля проходного датчика // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1989. -№ 4.-С. 85.
- Разумова Е. А. Полевые датчики для контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1985. -№ 3.- С. 78.
- Расторгуев А.К., Расторгуев К. А. Бесконтактный контроль текстильного продукта // Изв. вузов. Технология текстильной промышленности. -Иваново: Изд-во ИвТИ, 1992. № 3. — С. 66.
- Разумова Е. А., Расторгуев А. К. Трехслойный электростатический датчик параметров текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1987. — № 2. — С. 75.
- Разумова Е. А. Влияние входного воздействия полевого датчика на частоту колебаний автогенератора // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1984. — № 4. — С. 75.
- Разумова Е. А. Применение полевых датчиков с измерительной цепью постоянного тока для контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1985.-№ 5.-С. 60.
- Расторгуев А. К. Расторгуев К. А. Мостовой преобразователь устройств контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1990. — № 1. — С. 70.
- Расторгуев А. К., Артемьев И. А., Расторгуев К. А. Система автоматической стабилизации мостового преобразователя в устройствах контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1990. — № 2. — С.
- Расторгуев А. К. Мостовой автогенераторный измерительный преобразователь // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1995. — № 4. — С. 91.
- Расторгуев А. К. Параметрические датчики в мостовом автогенераторном измерительном преобразователе // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1995. — № 5.-С. 98.
- Расторгуев К. А. Фазовый преобразователь частотного сигнала в системах контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1995. — № 5. — С. 105.
- Расторгуев К. А., Расторгуев А. К. Система автоматической стабилизации частотного преобразователя в устройствах контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1992. — № 5. — С. 59.
- Расторгуев А. К. Выбор фильтра системы автоматической стабилизации преобразователя сигналов в устройствах контроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. -Иваново: Изд-во ИвТИ, 1991. № 1. — С. 82.
- Кулида И. А., Харахнин К. А. Повышение точности контроля шва ткани на стригальных машинах // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1987. — № 2. — С. 78.
- Расторгуев А. К., Расторгуев К. А. Коррекция динамики датчиковконтроля текстильного продукта // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1992. — № 1. — С. 76.
- Расторгуев А. К. Расчет формы электродов полевых датчиков // Изв. вузов. Технология текстильной промышленности. Иваново: Изд-во ИвТИ, 1987. -№ 6.-С. 80.
- Лабораторный практикум по текстильному материаловедению / А. И. Кобляков, Г. Н. Кукин, А. Н. Соловьев и др. М.: Легпромбытиздат, 1986.-224 с.
- Тамм И. Е. Основы теории электричества. М: Наука, 1989. — 258 с.
- Кукин Г. Н., Соловьев А. Н. Текстильное материаловедение. Часть III. -М.: Легкая индустрия, 1967. 302 с.
- Иващенко Н. Н. Автоматическое регулирование. М.: Машиностроение, 1978.-740 с.
- Лаврентьев М. А., Шабат Б. В. Методы теории функций комплексного переменного. М: Наука, 1973. — 488 с.
- Свидетельство на полезную модель № 18 539 РФ. МПК D 06 С 13/02. Устройство для обнаружения шва ткани и определения ширины перекоса / Петров А. В., Расторгуев А. К. 2001.
- Дамянов Г. Б. и др. Строение ткани и современные методы ее проектирования / Дамянов Г. Б., Ц. 3. Бачев, Н. Ф. Сурнина. М: Легкая и пищевая промышленность, 1984. — 240 с.
- Герасимович А. И. Математическая статистика. Мн.: Выш. школа, 1983.-279 с.
- А. с. 1 289 933 СССР, МПК D 06 С 13/02. Устройство для автоматического подъема цилиндров стригальных машин / А. А. Подольский, А. П. Храпицкий, С. В. Метелов, М. А. Подольский. 1987.
- А. с. 1 170 022 СССР, МПК D 06 С 13/02. Устройство для обработки ленточного материала / Г. Я. Эстрайх, Н. И. Сарбатова, А. Л. Койлич. 1985.
- А. с. 1 320 301 СССР, МПК D 06 С 13/02. Устройство для управленияпроцессом обработки текстильного корда / А. А. Шалыгин, Г. С. Шелест, Г. Я. Эстрайх. 1987.
- Патент 49−66 115 Япония. Устройство управления стригальной машины для стрижки ворса сшитых кусков ткани. Необ Пикнон. 1984.75. Патент 2 440 782 ФРГ.76. Патент 3 217 815 ФРГ.77. Патент 3 395 846 Англия.
- Додонкин Ю. В., Кирюхин С. М. Ассортимент, свойства и оценка качества тканей. М.: Легкая индустрия, 1979. — 192 с.
- Петров А. В. Анализ механизмов обнаружения шва ткани // Известия вузов. Технология текстильной промышленности Иваново: Изд-во ИГТА, 2001. -№ 4.-С. 73.
- Патент 2 181 806 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани и определения ширины перекоса / Петров А. В., Расторгуев А. К. 2002.
- Патент 2 186 892 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани и определения недопустимого перекоса / Расторгуев А. К., Петров А. В. 2002.
- Патент 2 186 893 РФ, МПК D 06 С 13/02. Устройство для обнаружения шва ткани / Петров А. В., Расторгуев А. К. 2002.
- Свидетельство об официальной регистрации программы для ЭВМ № 2 002 611 482 РФ. Моделирование процесса обнаружения шва ткани / Петров А. В., Зубко Д. П. 2002.
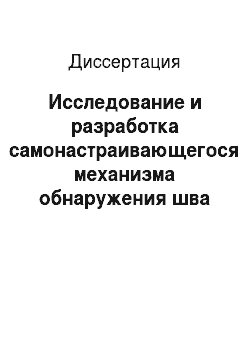
- Окно сравнения с используемыми параметрами изображено на рис. 1. П1.1.
- Параметры компланарного механизма обнаружения с рабочими зазорами, расположенными параллельно направлению движения ткани: длина пластины датчика 25 мм, ширина пластины датчика — 5 мм, ширина рабочего зазора — 1 мм, количество рабочих зазоров — 5.
- Параметры компланарного механизма обнаружения с рабочими зазорами, расположенными перпендикулярно направлению движения ткани: длина пластины датчика 80 мм, ширина пластины датчика — 25 мм, ширина рабочего зазора — 1 мм.
- Параметры механизма обнаружения с параллельными пластинами: длина пластины датчика 80 мм, ширина пластины датчика — 25 мм, ширина рабочего зазора — 1.5 мм.
- Значения параметров взяты наиболее близкие к реальным. Ширина рабочего зазора параллельного механизма обнаружения шва принята 1.5 мм, так как меньшее значение недопустимо при заданной толщине ткани.
- Получены следующие значения начальных емкостей (емкость при наличии ткани без шва), рассчитанных в процессе моделирования:1. Ска*п.пар =2пф ^с, о, п. пеРп = 30−0/7ф1. Qnapcu, -/^2пФ
- Для компланарного датчика с рабочими зазорами, расположенными параллельно направлению движения ткани: д = 0.215 -0,207 0,207
- Для компланарного датчика с рабочими зазорами, расположенными перпендикулярно направлению движения ткани:0,7178 -0,7167 0,7167
- Для датчика с параллельно расположенными пластинами:0.9460 -0,9435 0,9435
- Рис. П1.2. Выходные динамические характеристики емкостных бесконтактных механизмов обнаружения шва ткани, полученные при моделировании
- П2. Расчет предполагаемого годового экономического эффекта
- П2. 1. Определение оптовой цены новой конструкции разрабатываемого устройства
- П2. 1. 1. Определение стоимости комплектующих деталей, идущих на изготовление разрабатываемого устройства
- Расчет стоимости комплектующих деталей, идущих на изготовление одного устройства, оформляется в виде таблицы (табл. П2. 1).1. Табл. П2. 1.
- Наименование комплектующих изделий Количество на одно изделие Единица измерения Рыночная цена комплектующих изделий, руб. Стоимость комплектующих изделий, руб.
- Резистор MJIT-0,125 20 шт. 0,1 2,0
- Конденсатор полярный 10 шт. 0,5 5,0
- Конденсатор неполярный 10 шт. 0,5 5,0
- Транзистор КТЗ15Е 2 шт. 1,5 з, о1. Диод Д9Б 2 шт. 0,5 1,0
- Микросхема К1533 ЛАЗ 3 шт. 2,0 6,0
- Микросхема К1533ИЕ9 2 шт. 10,0 20,0
- Микросхема К157УД2 2 шт. 5,0 10,0
- Текстолит 100×100 1 шт. 60,0 60,0
- Оптопара АОТ 128 Б 1 шт. 10,0 10,0
- Корпус прибора 1 шт. 3,0 3,01. Прочие элементы — - 10,01. Припой 0,05 кг 72 3,61. Всего 138,6
- П2. 1. 2. Определение тарифного фонда заработной платыосновных рабочих
- Проведём расчет повременно-премиальной заработной плат рабочих, при изготовлении одного механизма обнаружения шва ткани. В табл. П2. 2 приведен расчет основной заработной платы в расчете на единицу продукции.1. Табл. П2. 2.
- Виды работ Исполнитель Норма времени на выполнение работы, н/час Часовая заработная плата, руб. Стоимость работ, руб.
- Изготовление технологического чертежа Инженер-технолог 1 категории 3,0 15 45,0
- Заливка тушью копировщик 0,75 20 15
- Изготовление фотошаблона Фотограф 0,25 17 4,25
- Разметка, раскрой, сверловка Инженер-технолог 1 категории 0,75 10 7,5
- Монтаж Инженер-испытатель 0,75 13 9,75
- Наладка Инженер-испытатель 0,25 13 3,251. Всего 89,75
- В нашем случае премия составляет 40% от прямой заработной платы. Таким образом, премиальные выплаты составляют 35,9 руб. Основная заработная плата производственных рабочих, занятых изготовлением устройства составляет 125,65 руб.
- Дополнительная заработная плата составляет 14% от основной заработной платы. Таким образом, выплаты дополнительной заработной платы составляют 17,59 руб.
- Таким образом, заработная плата производственных рабочих, занятых изготовлением указанного устройства составляет 143,24 руб.
- П2. 1.3. Расчет себестоимости устройства и его оптовой цены
- С целью определения себестоимости единицы устройства, применим классификацию по калькуляционным статьям затрат. В таблице П2. 3 приведены используемые статьи калькуляции.