Исследование и оценка технического состояния стационарных котлов на основе выявленных закономерностей изменения пластичности металла в околошовной зоне сварных соединений
Предельная несущая способность деталей конструкций при вязком состоянии материала (при котором их разрушению предшествует существенная пластическая деформация) рассматривается как такая стадия их нагружения, после которой существенное изменение размеров происходит без значительного увеличения нагрузки. В ряде конструкций предельное состояние такого типа определяется наибольшими допустимыми… Читать ещё >
Содержание
- 1. СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ МЕТОДОВ ОЦЕНКИ СРОКА СЛУЖБЫ КОТЕЛЬНОГО ОБОРУДОВАНИЯ. V/
- 1. 1. Задачи и методы обеспечения надежности функционирования потенциально -опасных объектов
- 1. 2. Определение остаточного ресурса оборудования на основе контроля за состоянием металла
- 1. 3. Анализ современных методик оценки срока службы объектов, отработавших проектный срок службы
- Выводы, постановка задачи и определение методов исследования
- 2. ИССЛЕДОВАНИЕ ЗАВИСИМОСТИ ИНФОРМАТИВНЫХ ПАРАМЕТРОВ, ОПРЕДЕЛЯЮЩИХ РЕСУРС МЕТАЛЛА КОТЕЛЬНОГО ОБОРУДОВАНИЯ
- 2. 1. Анализ эксплуатационных свойств и характеристик металла сварного соединения. .4з
- 2. 2. Исследование методов определения пластической деформации. Зависимость ударной и статической вязкости металла
- 2. 3. Определение надежности сварного шва, расчета и материала. во
- 2. 4. Исследование распределения напряжений в зоне сварного шва, возникающих в результате температурно-деформационного воздействия
- Выводы.¥
- 3. ЭКСПЕРИМЕНТАЛЬНОЕ УСТАНОВЛЕНИЕ ЗАКОНОМЕРНОСТИ ИЗМЕНЕНИЙ ПЛАСТИЧНОСТИ МЕТАЛЛА СВАРНОГО СОЕДИНЕНИЯ.?г
- 3. 1. Описание эксперимента
- 3. 2. Результаты исследования
- Выводы
- 4. РАЗРАБОТКА МЕТОДИКИ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА КОТЛА НА ОСНОВЕ ИЗМЕНЕНИЯ ПЛАСТИЧНОСТИ МЕТАЛЛА
- 4. 1. Условия определения срока службы котельного оборудования. до
- 4. 2. Задачи предварительного технического диагностирования.&
- 4. 3. Прогнозирование остаточного ресурса.¿.'
Исследование и оценка технического состояния стационарных котлов на основе выявленных закономерностей изменения пластичности металла в околошовной зоне сварных соединений (реферат, курсовая, диплом, контрольная)
При эксплуатации оборудования опасных производственных объектов все большее значение приобретают контроль их технического состояния и определение безопасного остаточного ресурса с учетом эксплуатационных повреждений [60]. Приближается время, когда значительная часть оборудования, подконтрольного Ростехнадзору, выработает заданный заводами — изготовителями ресурс. Вместе с тем, ситуация с финансированием многих муниципальных предприятий, эксплуатирующих котельные установки, трубопроводы, оборудование электростанций и т. п. оставляет желать лучшего. Однако, в полном соответствии с представлениями теории надежности и накопленным опытом вероятность отказов оборудования определяется спецификой процессов износа и их продолжительностью, то есть наработкой, а не сроком службы — календарным временем от ввода оборудования до текущего момента [1,4]. Выработка срока службы сама по себе ничего не означает, если даже расчетный срок службы рассматривать в качестве назначенного ресурса. При нормальном техническом обслуживании и эксплуатации, например, котлов (коллекторы, барабаны) [1,2, 3], они должны надежно работать до наработки 500−600 тыс. часов. В течение такого же, как минимум, срока должны эксплуатироваться и основные элементы подконтрольных сосудов.
Указанные сроки учитывают то, что котлы, сосуды и трубопроводы относятся к ремонтопригодным объектам, и, следовательно, к системам с возобновляемым ресурсом. Сроки корректны для нормальных условий эксплуатации при нормальном техническом обслуживании, а так как на это при работе в течение 70−80 лет рассчитывать не приходится, то состояние оборудования должно подвергаться периодическому техническому освидетельствованию. Однако очевидно, что его содержанием должен быть не контроль за соответствием состояния объекта и свойств металла основных его элементов техническим условиям поставки, а организация и наблюдение за приближением состояния объекта в целом или его основных элементов к предельному. После достижения предельного состояния должны последовать мероприятия по замене или ремонту соответствующих элементов.
Решение этой задачи осложнено тем, что в представляемой заводами-изготовителями технической документации не указываются ни признаки предельного состояния объекта, ни предполагаемая наработка (ресурс).
Вместо них обычно указан срок службы, а недопустимым для дальнейшей эксплуатации объекта считается его состояние, при котором геометрические характеристики элементов или механические свойства их металла не отвечают требованиям технических условий поставки [1, 2]. Такой подход избавляет разработчиков и изготовителей от проведения должных исследований и перекладывает необходимость их проведения на потребителей заводской продукции, которые из-за разобщенности и недостаточной квалификации не в состоянии правильно формулировать задачи, и тем более их решать. Данные проблемы с успехом решают экспертно-диагностические организации, например, ЗАО «НПО «Техкранэнерго» (г. Владимир), проводя обследование оборудования по программам, рекомендуемым Ростехнадзором [97].
Отсутствие в технической документации заводов — изготовителей данных о предельном состоянии и ресурсе поставленного оборудования отрицательно сказывается на надежности его эксплуатации. Определение предельного состояния и ресурса не равнозначные по сложности задачи. Само по себе понятие предельного состояния как «состояния объекта, при котором его дальнейшая эксплуатация по соображениям безопасности или экономичности нецелесообразна» [4] предполагает субъективную заданность этого состояния. В то же время, понятие «ресурс» предполагает, что существует некий монотонный физический процесс деградации объекта, основные параметры которого обязательно поддаются расчету.
В большинстве случаев предельное состояние достигается в результате кратковременных воздействий на основные элементы объекта, каждое из которых — следствие нарушения требуемых условий эксплуатации, не может быть спрогнозировано и не поддается расчету.
Возможно, достаточно указать в технической документации на главные признаки предельного состояния объекта или его составных элементов, тогда фактический ресурс каждого объекта может быть установлен в процессе наблюдения за изменением параметров предельного состояния и будет учитывать и технологические особенности изготовления оборудования, и специфику условий его эксплуатации. Такая постановка задачи требует разработки и внедрения систем наблюдения, нацеленных на своевременное выявление предельного состояния.
В соответствии с действующей нормативно-технической документацией в настоящее время считается недопустимой дальнейшая эксплуатация объекта, если какие-либо его характеристики (геометрические размеры, механический свойства металла) не отвечают требованиям технических условий поставки [68]. Такая постановка вопроса представляется недостаточно обоснованной. С одной стороны, разработчик и изготовитель задают в паспорте срок службы оборудования и, следовательно, предполагают, что в течение заданного времени происходит какой-то процесс, например, разупрочнение металла, который, естественно, начинает сказываться на его состоянии уже на следующий день после пуска. С другой стороны, действующая нормативно-техническая документация разрешает применение металла со свойствами на нижнем пределе допустимого. А такой металл из-за монотонной деградации уже через день или год, а не после срока службы, делает эксплуатацию объекта недопустимой. Отсюда следует, что параметры предельного состояния и требования технических условий поставки обязаны отличаться друг от друга.
Очевидно, что наиболее полной характеристикой надежности материала должен служить критерий, сочетающий в себе прочностные и пластические характеристики материала, неоднозначно изменяющиеся со временем эксплуатации.
При ударной нагрузке и для оценки склонности металла к хрупкому разрушению при низких температурах косвенной характеристикой пригодности служит нормативное значение ударного изгиба КСи или КСУ, например, не менее ЗОДж/см2 [68].
При статической (или квазистатической) нагрузке ведется прочностной расчет по допускаемым напряжениям, которые определяются как отношение разрушающей нагрузки к заданному запасу прочности, то есть задаются допускаемые напряжения как доля от предела прочности Ов или предела текучести от [17]. Такие прочностные расчеты являются условными, так как не учитываются изменения, происходящие в металле в процессе эксплуатации. Время возможной эксплуатации в расчет не входит. Не учитывается прямо и изменение пластичности металла.
Следует отметить, что с целью недопускания резкого снижения пластичности, и как следствие, надежности стали при повышении твердости, введены ограничения верхнего и нижнего предела твердости (например, для сталей 10, 20, СтЗ-НВ 120−165, для 25К, 16ГТ, 16ГС, 12Х1М1Ф — НВ 130−170) [74] Если не требовалось в результате диагностики определять остаточный ресурс — такие ограничения были достаточными.
Менее известен принцип расчета остаточного ресурса по допускаемым деформациям [87]: £Раб < [е].
Предельная несущая способность деталей конструкций при вязком состоянии материала (при котором их разрушению предшествует существенная пластическая деформация) рассматривается как такая стадия их нагружения, после которой существенное изменение размеров происходит без значительного увеличения нагрузки. В ряде конструкций предельное состояние такого типа определяется наибольшими допустимыми остаточными перемещениями из условий сопряженной работы с другими узлами. Например, допустимая вытяжка диска турбомашины зависит от регламентируемых зазоров между ротором и корпусом. Образованию предельных состояний предшествует существенное упругопластическое перераспределение деформаций и напряжений, поэтому расчетное определение усилий, отвечающих предельным состояниям, требует решения соответствующих задач методами теории пластичности и способами сопротивления материалов.
Когда нагрузка от внешних воздействий Рраб создает состояние, не достигающее предельного для детали, то запас ее прочности определяют по формуле.
Пд = С? пред/С)раб.
Но во многих случаях предельные и рабочие состояния деталей соответствуют упруго-пластическим стадиям деформирования, и деформации и напряжения непропорциональны усилиям. Поэтому запас прочности, вычисляемый по напряжениям или деформациям па = ©-пред/ страб или пе = е прСд /е раб не равен п9.
Такой же физический смысл имеет и расчет на ползучесть по апл по заданному предельному удлинению [7, 67, 80, 81]. Этот принцип расчета открывает возможность не только оценивать надежность, но и прогнозировать остаточный ресурс оборудования.
Наиболее перспективны методы определения механических свойств металла по измерению твердости в конкретном материале, ориентированные на применение к конкретным сталям. Тем не менее, в таких испытаниях (по установлению связи значений твердости с пределом прочности о в, пределом текучести, а т, относительным удлинением 5) разброс химсостава в пределах одной марки стали не учитывается.
Таким образом очевидно, что для уменьшения разброса значении с ц, о у, о в функции от твердости, необходимо конкретизировать условия эксперимента.
Другими словами, методика, учитывающая химический состав металла, позволяет обеспечивать стабильные условия для установления связи твердости с остальными механическими свойствами.
Для того, чтобы не только оценить пригодность и надежность конкретного оборудования, но и определить остаточный ресурс, предлагается учитывать, в первую очередь, относительное удлинение металла. В самом деле, по изменению предела прочности ст в ресурс не определишь, прочность может снижаться или расти, а по остаточным значениям пластичности, (выражаемой в относительном удлинении), оценка представляется возможной:
5 0™> [§].
Ресурс в данном случае рассматривается как время до исчерпания относительного удлинения 5 отп вплоть до минимально допустимых значений [5], регламентированных нормативно-технической документацией, например [74]. Реальную пластичность целесообразно определять неразрушающим методом контроля через твердость, но обязательно с учетом химического состава металла (содержания углерода).
Целью данной работы является разработка методики для определения остаточного срока службы стационарных котлов на любом этапе эксплуатации с использованием выявленной закономерности исчерпания пластичности.
Действующая нормативно-техническая документация [75, 76, 77, 78] предписывает контроль свойств не просто металла оборудования, а сварных швов, как участков с нестабильными механическими свойствами. Например, согласно принятым представлениям [25], разброс значений твердости в сварных соединениях достигает 20%. У сварного шва и в зоне термического влияния свойства могут быть совершенно отличными от свойств основного металла уже в свежесваренном соединении [25, 49, 50]. Еще большие изменения происходят в них в процессе эксплуатации и даже простого старения. Поэтому определение остаточного ресурса по остаточной пластичности (относительному удлинению) целесообразно вести по зоне термического влияния сварных соединений, в чем и состоит суть предлагаемого исследования.
Работа является составной частью исследований по повышению надежности сварных и паяных соединений, выполняемых в ЗАО «НПО «Техкранэнерго», под общим руководством А. А. Худошина. о.
Диссертация состоит из введения, обзора современного состояния и перспектив развития методов расчета, теоретических и экспериментальных исследований зависимостей параметров технического состояния, предлагаемой методики по определению остаточного ресурса котла на основе изменения пластичности металла, заключения и приложений.
Выводы.
1. Выявлена закомерность уменьшения рассеивания значений относительного удлинения металла при условии учета содержания углерода.
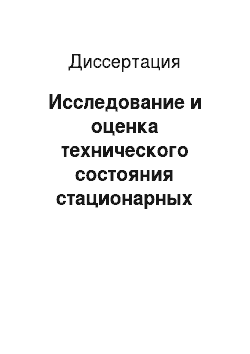
2. Отработана возможность достоверной оценки пластичности металла сварного соединения косвенными методами (неразрушающий контроль). у = -1,8596х + 152,96 ф о 16% С Я2 = 0,9723.
30 29 28 27 26 25 24 23 22 21? 20 8 19 г 18 I 17 5 16 «15 В 14 ® 13 1 12 Ё 11 | 10 п 9 * 8 7 6 5 4 3 2 1 0.
N. N V = 2.0914Х + 173,82.
V И2 = 0,9909 ч у =, 2,1935х + 18.
Щ1 п2 — 0,9812 ч.
Ч у = - 2.1495х + 183.45.
Ч ¦ Н2 = 0,9627 ч 4 ^ ж У = -2, 1436х+ 18Ь,.
I N И 2 = < 3 9798.
Ч, в ч ж • N V = - 0 + 1Ш ЛК.
В = и. уэ^т.
Ч г г.
•.
Ч ж.
А.ж.
-¦ - К VЧ-Ч > к-Чг- •ч* ;
86 0,17% С 0,18% С 0,19% С ж 0,20% С • 0,21% С.
— Линейный (0,16% С).
— Линейный (0,17% С) Линейный (0,18% С) -Линейный (0.19% С).
65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 Линейный (0,20% С).
Твердость НРБ.
Рис. 3.2. Графики зависимости относительного удлинения от твердости Линейный (0 21% С) при различных значениях содержания углерода.
РАЗРАБОТКА МЕТОДИКИ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА КОТЛА НА ОСНОВЕ ИЗМЕНЕНИЯ ПЛАСТИЧНОСТИ МЕТАЛЛА.
Настоящая «Методика.» разработана с учетом требований Правил устройства и безопасной эксплуатации паровых и водогрейных котлов (ПБ 10−574−03), а также Методических указаний о техническом диагностировании котлов с рабочим давлением до 4,0 МПа (РД 34.17.435−95).
Методика." определяет необходимый перечень работ, испытаний и расчетов, позволяющих провести оценку остаточного ресурса стационарных котлов, основана на индивидуальной диагностике обследуемого котла неразру-шающими методами контроля.
4.1 Условия определения остаточного срока службы котельного оборудования.
Остаточный ресурс — продолжительность безопасной эксплуатации котла на допустимых параметрах от данного момента времени до его прогнозируемого предельного состояния. Прогнозирование остаточного ресурса осуществляется в единицах времени (годы).
Остаточный ресурс определяется для котлов, если они:
— выработали установленный заводом-изготовителем расчетный срок службы,.
— не имели установленного расчетного срока службы или расчетного ресурса и находились в эксплуатации 20 лет и более,.
— временно находились при условиях нарушения режима эксплуатации на параметрах, превышающих расчетные (например, при аварии, пожаре).
Остаточный ресурс котлов устанавливается на основании технического диагностирования по программе, включающей в себя следующий комплекс работ:
— обследование технического состояния котла,.
— исследование твердости и содержания углерода в металле,.
— поверочный расчет на прочность на основании данных диагностики, прогнозирование остаточного ресурса котла,.
— составление заключения.
Определение остаточного ресурса котлов проводится организациями (или предприятиями) имеющими лицензию (разрешение) органов Ростехнадзора при обязательном участии лица, ответственного за безопасную эксплуатацию котла.
Техническое диагностирование, выполняемое для определения остаточного ресурса, должно проводиться во время плановых остановок объектов. Подготовку котлов к обследованию и необходимую безопасность при проведении работы обеспечивает предприятие-владелец.
Настоящая «Методика.» не распространяется на котлы, для которых в силу конструктивных особенностей имеются специальные нормативные документы, регламентирующие порядок их работы.
4.2. Задачи предварительного технического диагностирования.
Обследование производится с целью оценки технического состояния котла и включает в себя:
— изучение технической документации, условий эксплуатации, информации о ранее проведенных ревизиях, выполненных ремонтах, имевших место причинах отказов;
— наружный осмотр;
— толщинометрия;
— дефектоскопия сварных соединений одним из методов неразрушающего контроля (ультразвуковой, магнито-порошковый, метод аккустической эмиссии);
— внутренний осмотр сварных швов, зачистка металла и замер твердости;
— отбор пробы металла в виде стружки из места наибольших показаний твердости.
Качество сварных швов считается удовлетворительным, если при обследовании не будет зафиксировано дефектов, превышающих допускаемымые нормами Ростехнадзора и техническими условиями на изготовление.
Значения твердости металла основных элементов по данным измерения переносными приборами должны быть в следующих пределах: для сталей марок 10, 20, 20К и СтЗ — от 120 до 165 НВ.
При необходимости производится вырезка металла элементов котла для определения состояния микроструктуры и прочностных характеристик.
Структура металла по результатам металлографических исследований по вырезкам, сколам, репликам не должна иметь аномальных изменений по сравнению с требованиями к исходному состоянию.
Механические свойства, определенные при комнатной температуре на образцах, полученных из вырезок металла основных элементов котла, должны удовлетворять следующим требованиям:
— прочностные характеристики металла (временное сопротивление или условный предел текучести) не должны отличаться более, чем на 5% в меньшую сторону от значений, регламентированных действующими нормативными документами;
— отношение условного предела текучести к временному сопротивлению металла не должно превышать 0,75 для углеродистых сталей и 0,8 для легированных сталей;
— относительное удлинение не должно менее 16%;
— ударная вязкость на образцах с острым надрезом должна быть не менее.
2 2 2 2 25 Дж/см, (2,5 кгс/см) более 16 мм и не менее 20 Дж/см, (2,0 кгс/см) для элементов с толщиной стенки менее 16 мм.
Результаты обследования технического состояния котла должны быть отражены в заключении.
По результатам диагностики проводится поверочный расчет с указанием возможных параметров работы оборудования.
4.3 Прогнозирование остаточного ресурса.
Прогнозирование остаточного ресурса производится только для объекта, техническое состояние которого, по результатам обследования, оценивается как удовлетворительное, и поверочный расчет по данным диагностики указывает на возможность дальнейшей эксплуатации котла.
Определение остаточного ресурса котла производится косвенным методом по данным оценки пластичности металла сварного соединения обечайки. Расчет ведется по результатам измерений значений твердости переносным твердомером.
Для расчета необходимы следующие данные:
— время эксплуатации Т, лет;
— измеренная твердость околошовной зоны сварного соединения выбирается наибольшее значение);
— содержание углерода (определяется по стружке, взятой с места определения наибольшей твердости).
Этапы определения остаточного ресурса.
1. Максимальное значение остаточного удлинения 8тах выбирается, исходя из содержания углерода в металле по таблице 2 (составленной по данным эксперимента).
ЗАКЛЮЧЕНИЕ
.
Теоретические и экспериментальные исследования, выполненные в настоящей диссертационной работе, позволили получить следующие основные результаты.
1. На основании сравнения статистических данных технического состояния потенциально-опасного оборудования в момент начала эксплуатации и в момент окончания установленного ресурса можно сделать вывод о том, что значительная часть объектов может успешно эксплуатироваться и по исчерпании расчетного срока службы.
2. Анализ существующих методик для определения остаточного ресурса показал, что ни одна из них в должной мере не учитывает механические характеристики металла оборудования, изменяющиеся в процессе эксплуатации.
3. Впервые предложена методика, основанная на уменьшении важнейшего механического свойства — пластичности металла сварного соединения.
4. Для реализации идеи контроля состояния металла без разрушения впервые предложен способ определения остаточной пластичности косвенным методом — измерением твердости переносным твердомером.
5. Экспериментально установлена линейная зависимость относительного удлинения от твердости металла с учетом содержания углерода: изменение пластичности omax — 0ф = -1,9HRB + 153, если содержание углерода в металле — 0,16%- изменение пластичности omax — 0ф = -2,1HRB + 174, если содержание углерода в металле — 0,17%- изменение пластичности omax — 0ф = -2,2HRB + 185, если содержание углерода в металле — 0,18%- изменение пластичности omax — 0ф = -2,1HRB + 183, если содержание углерода в металле — 0,19%- изменение пластичности omax — бф = -2,1HRB + 186, если содержание углерода в металле — 0,20%- изменение пластичности omax — бф = -2,2HRB + 194, если содержание углерода в металле — 0,21%. Величины достоверности аппроксимации составляют соответственно: R2 = 0,97, R2 = 0,99, R2 = 0,98,.
R2 = 0,96, R2 = 0,98, R2 = 0,95.
6. Результаты проведенных исследований апробированы и успешно используются с 2003 г. на предприятиях НЦТД (г. Нижний Новгород) и ЗАО НПО «Техкранэнерго» (г. Владимир).
7. Разработанная методика реализуется в ЗАО «НПО «Техкранэнерго» при проведении экспертизы и оценке остаточного ресурса котлов. Методика позволяет определять остаточный срок службы объектов в конкретном количестве лет, а не в оставшемся количестве циклов, зачастую более 1000, согласно РД 34.17.435−95, (что для котлов, работающих в режиме 2−4 цикла в год представляется некорректным).
Автор благодарит за научные консультации по теме диссертации профессора, доктора технических наук Иванова Г. П., кандидата технических наук Ху-дошина A.A., научного руководителя, профессора, доктора технических наук Козырева В.В.
Список литературы
- Аксельрод М.А. Остаточный ресурс и надежность оборудования // Безопасность труда в промышленности. — 1994. — № 3.-С. 37 — 39.
- Аксельрод М.А. Основные составляющие системы эксплуатационной надежности // Безопасность труда в промышленности. — 1995. № 12.1. С. 26−28.
- Аксельрод М.А. Эксплуатационные дефекты трубных систем теплоэнергетического оборудования // Безопасность труда в промышленности. -1996. — № 2. С. 23−27.
- Аксельрод М.А. Основные типы деградации металла объектов котлонадзора // Безопасность труда в промышленности. 1995. — № 8. — С. 27−31.
- Алешин Н.П. Работы МГТУ им. Н. Э. Баумана в области неразрушающего контроля материалов и изделий // Сварочное производство. 2003. — № 1. -С. 35−38.
- Александров A.B., Потапов В. Д., Державин В. П. Сопротивление материалов. М.: Высшая школа, 1995. — 464 с.
- Антикайн П.А. Металлы и расчет на прочность котлов и трубопроводов. — М.: Энергосервис, 2001.-439 с.
- Беленький Д.М., Вернези H.JI., Черпаков A.B. Изменение механических характеристик стыкового сварного соединения при упругопластическом деформировании // Сварочное производство. 2003. — № 10. — С. 3−5.
- Болховитинов Н.Ф. Металловедение и термическая обработка. М.: Машиностроение, 1965. — 500 с.
- Бронштейн И.Н., Семендяев К. А. Справочник по математике. М.: Высшая школа, 1980. 974 с.
- Быков В.А., Разов И. А., Художникова Л. Ф. Циклическая прочность судо-корпусных сталей. Л.: Судостроение, 1968. 216 с.
- Гольденблат И.И., Копнев В. А. Критерии прочности и пластичности конструкционных материалов. М.: Машиностроение, 1968. — 374 с.
- ГОСТ 27.002 89. Надежность в технике. Основные понятия. Термины и определения. М., Госкомитет СССР по стандартам.
- ГОСТ 380–94. Сталь углеродистая обыкновенного качества. Минск, Межгосударственный совет по стандартизации и сертификации.
- ГОСТ 1050–88*. Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. М., Госкомитет СССР по стандартам.
- ГОСТ 22 762–77. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара. М., Госкомитет СССР по стандартам.
- ГОСТ 14 249–89. Сосуды и аппараты. Нормы и методы расчета на прочность. М., Госкомитет СССР по стандартам.
- ГОСТ 25 859–83*. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках. М., Госкомитет СССР по стандартам.
- ГОСТ 9454–78. Металлы. Метод испытаний на ударный изгиб. М., Госкомитет СССР по стандартам.
- ГОСТ 8.207−76. Прямые измерения с многократными наблюдениями. Методы обработки результатов наблюдений. М., Госкомитет СССР по стандартам.
- ГОСТ 1497–84. Металлы. Методы испытаний на растяжение. М., Госко митет СССР по стандартам.
- ГОСТ 5639–82*. Стали и сплавы. Методы выявления и определениявеличины зерна. М., Госкомитет СССР по стандартам.
- ГОСТ 5520- 79*. Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия. М., Госкомитет СССР по стандартам.
- Гривняк И. Свариваемость сталей. М.: Машиностроение, 1984. 216 с.
- Григорович В.К. Твердость и микротвердость металлов. М.: Наука, 1976.-592 с.
- Гуляев А.ГТ. Металловедение. М.: Металлургия, 1986. 542 с.
- Дель Г. Д. Определение напряжений в пластичной области по распре- делению твердости. М.: Машиностроение, 1971. — 286 с.
- Дегтярев В.П. Пластичность и ползучесть машиностроительных конструкций. М.: Машиностроение, 1967. 130 с.
- Дрейер Г. Учение о прочности и упругости. М.: Машиностроение, 1964. -416с.
- Дрозд М.С. Определение механических свойств металла без разрушения. М.: Металлургия, 1965.- 171 с.
- Дубов A.A. Проблемы оценки остаточного ресурса стареющего оборудования // Безопасность труда в промышленности. 2003. — № 3. -С.46−49
- Журавлев В.Н., О.И.Николаева. Справочник машиностроительных сталей. М.: Машиностроение, 1981. 548 с.
- Зайцев Г. П., Смолич С. А. Определение параметров пластичности методом вдавливания конусов // Заводская лаборатория. 1950. -№ 11. -С. 10−12.
- Земзин В.Н., Шрон Р. З. Термическая обработка и свойства сварныхсоединений. Л.: Машиностроение, 1978. 367 с.
- Золоторевский B.C. Механические свойства металлов. М.: Металлургия, 1979.-352 с.
- Зубченко М. Марочник сталей и сплавов. М.: Машиностроение. 2001. — 671 с.
- Иванов H.H. Сопротивление материалов. М Л.: ОГИЗ, 1933. — 482 с.
- Иванов Г. П., Худошин A.A., Котельников B.C., Кадушкин Ю. В. Надежность материала в технических расчетах. Владимир, 2002. 423 с.
- Иванов Г. П., Худошин A.A., Котельников B.C., Кадушкин Ю. В. -Надежность материала в прочностных расчетах. (Вопросы и ответы). Владимир, 2002. 298 с.
- Иванов Г. П. Исследование несовершенной упругости металлов. Автореферат диссертации. Минск, 1973.
- Кондрашов А.П., Шестопалов Е. В. Основы физического эксперимента и математическая обработка результатов измерений. М.: Атомиздат, 1977. 198 с.
- Кудрявцев В.И. Материалы в машиностроении, т.2, Конструкционная сталь. М.: Машиностроение, 1967. -258 с.
- Куфарев Г. Л., Дель Г. Д., Гольдшмидт М. Г. О методе исследования пластической деформации измерением твердости // Заводская лаборатория. — 1965.-№ 8.-С. 12−14.
- Лахтин Ю.М., Рахштадт А. Г. Термическая обработка в машиностроении. М.: Машиностроение, 1980. -402 с.
- Лахтин Ю. М. Металловедение и термическая обработка металлов. М.: Металлургия, 1979. 320 с.
- Лившиц Л.С. Металловедение для сварщиков— М.: Машиностроение, 1979.-253 с.
- Лившиц Л.С., Хакимов А. Н. Металловедение сварки и термическая обработка сварных соединений. М.: Машиностроение, 1989. — 334 с.
- Либовиц Г. Разрушение, т.4. М.: Машиностроение, 1977. 426 с.
- Лупин В.А., Губин А. И. О дополнительном нормировании характеристик баллонов для обеспечения их безопасности // Безопасность труда в промышленности. 2003. — № 10. — С. 35−37.
- Ляхович Л.С. Специальные стали. Минск: Вышейшая школа, 1985. -365 с.
- Макаров Э.Л., Выборное А. П. Моделирование критериев трещиностой-кости для расчета надежности и ресурса сварных соединений из низколегированных и среднелегированных сталей // Сварочное производство. — 2003.- № 1.-С. 7−11
- Макаров Э.Л., Куркин A.C., Выборное А. П., Сухарев С. Н. Программный комплекс для оценки надежности и остаточного ресурса сварного соединения // Сварочное производство. 2001. — № 10. — С. 4−8.
- Махутов H.A., Шаталов A.A., Лепихин А. М., Москвичев В. В., Черняев А. П. Методические аспекты оценки остаточного ресурса оборудования потенциально опасных промышленных объектов // Безопасность труда в промышленности. 2002. -№ 11.-С. 19−23.
- Медведев С.Ф. Циклическая прочность металлов. М.: Машгиз, 1961. -187 с.
- Методические указания по проведению поверочных расчетов котлов и их элементов на прочность. АОЗТ «ДИЭКС», М., 1996.
- Методика прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния. М., 1993.
- Методика определения остаточного ресурса технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств (МОООР 98). Волгоград, 1998.
- Методика оценки остаточного ресурса технологических трубопроводов. (Согласовано с Горгостехнадзором РФ 24.07.96).
- Мозберг Р.К. Материаловедение. М.: Высшая школа. 1991. 326 с.
- Нейбер Г. Концентрация напряжений. M.-JL: Гостхиздат, 1947. — 204 с.
- Новиков И.И. Теория термической обработки металлов. М.: Металлургия, 1974.-400 с.
- Одесский П.Д., Кулик Д. В., Толмачева Н. В. О нормативных подходах к оценке свариваемости строительных сталей для металлических конструкций // Технология металлов. 2003. — № 3. — С. 20−26.
- ОСТ 34−70−690−96. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации. М., 1997.
- ПБ 10−574−03. Правила устройства и безопасной эксплуатации паровых и водогрейных котлов. М.: ГУП «НТЦ «Промышленная безопасность», 2003.
- ПБ 10−573−03. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды. М.: ГУП «НТЦ «Промышленная безопас ность», 2003.
- Погодин-Алексеев Г. И. Справочник по машиностроительным материалам, т.1. Сталь. М.: Машгиз, 1959. 908 с.
- Проников A.C. Надежность машин. М.: Машиностроение, 1978. -452 с.
- РД 12−411−01. Инструкция по диагностированию технического состояния подземных стальных газопроводов. М.: ГУП «НТЦ «Промышленная безопасность», 2001.
- РД 34.17.435−95. Методические указания о техническом диагностировании котлов с рабочим давлением до 4,0 МПа. М., 1995.
- РД 153−34.0−17.464−00. Методические указания по контролю и продлению срока службы трубопроводов II, III, IV категорий. М., 2001.
- РД 10−249−98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды (с изменениями). АООТ «НПО ЦКТИ», 2000.
- РД 153−112−017−97. Инструкция по диагностированию и оценке остаточного ресурса вертикальных стальных резервуаров. АО «Нефтемонтаж-диагностика», 1997.
- РД 03−421−01. Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов. М.: ГУП «НТЦ «Промышленная безопасность», 2002.
- РД 26−6-87. Методические указания. Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек. М., 1987.
- РД ЭО 0186−00. Методика оценки технического состояния и остаточного ресурса сосудов, энергоблоков АЭС. М.: Концерн «Росэнергоатом», 1999.
- РД 10−262−98. Типовая инструкция по контролю и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций. М.: СПО ОРГРЭС, 1999.
- Решетов Д.Н. Детали машин. М.: Машиностроение, 1989. 486 с.
- РУА 93. Руководящие указания по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,07 МПа (0,7 кгс/см) и вакуумом. М., 1993.
- Руге Ю. Техника сварки. М.: Металлургия, 1984. 550 с.
- Ривлин Ю.И., Короткое М. А., Чернобыльский В. Н. Металлы и их заменители. М.: Металлургия, 1973. 241 с.
- Сараев Ю.Н., Полетика И. М., Козлов A.B., Кириллова Н.В., Никонова
- И.В., Салько A.E. Влияние режима сварки на структуру, распределение твердости и механические свойства сварных соединений паропроводов // Сварочное производство. 2002. — № 8. — С. 3−8.
- Серенсен C.B., Когаев В. П., Шнейдерович P.M. Несущая способность и расчет деталей машин на прочность. М.: Машиностроение, 1975. 488 с.
- Сичиков М.Ф., Захаров Б. П., Козлова Ю. В. Определение предела текучести высокохромистых нержавеющих сталей методом вдавливания конусов // Заводская лаборатория. 1947. — № 7. — С. 21−22.
- Солнцев Ю.П., Пряхин Е. П. Материаловедение. М.: МИСиС, 1999. -600 с.
- Склерометрия. Теория. Методика. Применение испытаний на твердость царапанием. М.: Наука, 1968. 216 с.
- Сорокин В.Г. Марочник сталей и сплавов. М.: Машиностроение, 1989. -639 с.
- Сидорин И.И. Основы материаловедения. М.: Машиностроение, 1976. — 440 с.
- Скуднов В.А. Предельные пластические деформации металлов. М.: Металлургия, 1989. 194 с.
- Танасиенко А.Г., Сунцов С. И., Дубов А. А. Контроль за оборудованием химического производства с использованием метода магнитной памяти металла // Безопасность труда в промышленности. 2003. — № 9. —1. С. 7−10.
- Тихомиров А. А, Суслов А. Н. Сборник правил и нормативно-технических документов по котлонадзору. М.: Машиностроение, 1993. документов по котлонадзору. М.: Машиностроение, 1993. 543 с.
- Трейер В.Н. Методологические основы науки о надежности и долговечности технических средств. Минск, 1973. 215 с.
- Федеральный закон «О техническом регулировании» (Принят Государственной Думой 15.12.2002 г.)9S
- Фридман Я.Б. Механические свойства металлов, т. 1. М.: Машиностроение, 1974.-472 с.
- Федюкин В.К., Береговой В. А. Влияние термоциклической обработки на механические и теплофизические свойства металлических материа лов. С-П, 1992.-235 с.
- Фролов В.В. Теоретические основы сварки. М.: Высшая школа, 1970. -592 с.
- Хапонен H.A., Иванов Г. П., Абрамов В. Ф. Методика комплексного не разрушающего контроля стали у оборудования повышенной опасно сти // Безопасность труда в промышленности. -2001. № 8. — С. 34−36.
- Хапонен H.A., Горшков Ю. П., Филичкин A.A. Оценка остаточного ресурса элементов котлов, сосудов и трубопроводов. — Безопасность труда в промышленности. — 2002. № 11. — С. 24−27.
- Хевиленд Р. Инженерная надежность и расчет на долговечность. М.: Наука, 1966.-230 с.
- Хромченко Ф.А. Ресурс сварных соединений паропроводов. М.: Машиностроение, 2002. 351 с.
- Хромченко Ф.А., Лапа В. А., Калугин Р. Н. Диагностика и ресурс сварных соединений паропроводов ТЭЦ // Сварочное производство. 2001.- № № 7,9. С. 21 -25, с. 21 -23, с. 15−18.
- Худошин A.A. Уравнение прочности // Бергколлегия. 2003. — № 1. -С.10−11.
- Шапошников H.A. Механические испытания металлов. М.: Машгиз, 1954.-621 с.
- Энциклопедия. Машиностроение, т.2. Стали и чугуны. М.: Машиностроение, 2001. 702 с.