Поперечно-прессовые соединения.
Основы технологии машиностроения
Увеличение прочности таких соединений позволяет уменьшить расчетный натяг на 10…30%, что снижает напряжения растяжения и повышает усталостную прочность, особенно у деталей, работающих в условиях знакопеременных нагрузок. Обычно температуру нагрева охватывающей детали ограничивают 350 °C, так как дальнейшее ее увеличение нецелесообразно, ибо ведет к снижению твердости, появлению окалины (оксидных… Читать ещё >
Поперечно-прессовые соединения. Основы технологии машиностроения (реферат, курсовая, диплом, контрольная)
В поперечнопрессовых соединениях сближение сопрягаемых поверхностей происходит радиально, т. е. нормально к поверхностям. Это осуществляется либо нагреванием охватывающей, либо охлаждением охватываемой детали перед сборкой.
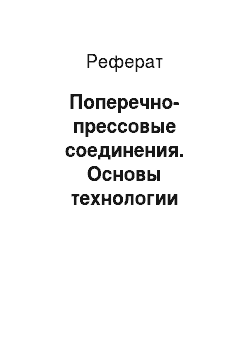
В одних и тех же условиях прочность тепловых посадок при передаче крутящего момента в 2. .3 раза выше, чем у продольно-прессовых соединений. Это объясняется тем, что в процессе сопряжения микронеровности сопрягаемых поверхностей не сглаживаются, а как бы сцепляются между собой, что увеличивает фактическую площадь контакта (рис. 1.74).

Рис. 1.74. Контакт микронеровностей в соединении с натягом:
а — продольная запрессовка;
б — тепловая сборка с охлаждением охватываемой детали При сборке с тепловым воздействием необходимо рассчитать температуру, время нагрева или охлаждения и ряд других данных.
Для облегчения процесса сборки температурные деформации сопрягаемых деталей должны не только превышать максимальный натяг в соединении, но и создавать монтажный зазор, облегчающий выполнение соединений. Максимальный зазор рекомендуется выбирать равным 0,0006…0,0007d для диаметров 30…40 мм. При автоматической сборке соединений монтажный зазор должен быть не менее 0,03 мм, чтобы обеспечить безотказное соединение простыми по конструкции и надежными в работе исполнительными механизмами.
При перемещении детали из нагревающего или охлаждающего устройства неизбежны ее охлаждение или нагрев. Приближенно можно считать, что эта температура составляет 25… 30 °C.
Несмотря на бесспорные преимущества тепловых методов сборки, их технологические возможности ограничены рядом причин.
Обычно температуру нагрева охватывающей детали ограничивают 350 °C, так как дальнейшее ее увеличение нецелесообразно, ибо ведет к снижению твердости, появлению окалины (оксидных пленок).
Тепловая сборка не дает нужного эффекта, если диаметр соединения d < 15 мм (увеличения или уменьшения размера детали недостаточно, чтобы вместо посадки с натягом получить посадку с зазором), а при 15 мм < d 40…50 мм с тепловым воздействием на одну из собираемых деталей. При этом необходимо учитывать, что сборка с охлаждением охватываемой детали обеспечивает прочность соединения на 10… 15% выше, чем сборка с нагревом охватывающей детали. Применение гальванических покрытий толщиной ~20 мкм из таких металлов, как Pb, Zn, Си, повышает прочность соединения в.
1,4… 1,7 раза, так как этот слой заполняет все микронеровности и площадь контакта сопрягаемых поверхностей возрастает (оптимальная шероховатость Ra = 2,5…3,2 мкм). Вследствие того что эти металлы обладают хорошими антикоррозионными свойствами, снижается фреттинг-коррозия сопрягаемых поверхностей. При распрессовке таких соединений разрушение происходит по слою гальванического покрытия и основной металл не повреждается.
Увеличение прочности таких соединений позволяет уменьшить расчетный натяг на 10…30%, что снижает напряжения растяжения и повышает усталостную прочность, особенно у деталей, работающих в условиях знакопеременных нагрузок.
Сборку как продольно, так и поперечно-прессовых соединений достаточно легко механизировать и автоматизировать, первые как соединения с натягом, вторые — с зазором (тепловым).
При автоматической сборке, для нагрева охватывающих деталей вместо электропечей и масляных ванн целесообразно использовать индукционные нагревательные устройства, позволяющие нагревать деталь прямо на сборочной позиции перед выполнением соединения.
Для автоматизации процесса охлаждения охватываемых деталей разработаны установки для поштучной выдачи охлажденных деталей прямо на сборочную позицию. В противном случае необходимо применять роботы-манипуляторы или специальные механизмы для переноса охлажденных деталей из сосудов Дьюара на сборочную позицию.