Повышение стойкости цельных червячно-модульных фрез на основе установления закономерностей влияния положительных передних углов на точность профиля зубьев прямозубых колес
Известно, что с увеличением положительных передних углов до допускаемых значений период стойкости фрез возрастает, а точность профиля зубьев колес снижается на величину дополнительных погрешностей, зависящую от типа основного червяка и метода аппроксимации профиля зубьев фрезы, формы стружечных канавок, величины заднего угла, наружного диаметра фрезы и числа заходов ее зубьев, модуля зацепления… Читать ещё >
Содержание
- Список основных сокращений и обозначений
ГЛАВА 1. ЦЕЛЬНЫЕ ЧЕРВЯЧНО-МОДУЛЬНЫЕ ФРЕЗЫ С РАЦИОНАЛЬНОЙ ГЕОМЕТРИЕЙ РЕЖУЩИХ ЗУБЬЕВ.
1.1. Эффективность зубофрезерования цельными фрезами с рациональной геометрией режущих зубьев.
1.2. Профилирование червячно-модульных фрез с положительными передними углами и точность обработки зубчатых колес.
1.3. Параметры оценки точности профиля зубьев эвольвентных цилиндрических колес.
1.4. Выводы. Цель и задачи исследований.
ГЛАВА 2. РАЗРАБОТКА КОМПЬЮТЕРНОЙ ИМИТАЦИОННОЙ МОДЕЛИ КИНЕМАТИКИ ПРОЦЕССА ЗУБОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС.
2.1. Определение траектории движения базовых точек производящего профиля зубьев фрезы в системе координат заготовки.
2.2. Определение производящего профиля зубьев червячно-модульной фрезы с положительными передними углами.
2.3. Разработка алгоритма и программы моделирования кинематики процесса зубофрезерования цилиндрических прямозубых колес.
2.4. Определение параметров аппроксимирующей эвольвенты профиля зубьев колеса.
2.5. Верификация программных продуктов «PROJECT5» и «PROJECT8».
2.6. Верификация программного продукта «Model milling».
2.7. Выводы.
ГЛАВА 3. ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПРОИЗВОДЯЩЕГО ПРОФИЛЯ ЗУБЬЕВ ФРЕЗЫ НА ТОЧНОСТЬ ПРОФИЛЯ ЗУБЬЕВ КОЛЕС И ФОРМЫ СРЕЗАЕМЫХ СЛОЕВ МАТЕРИАЛА ЗАГОТОВКИ.
3.1. Влияние отклонения профиля зубьев фрезы на точность профиля зубьев прямозубых колес.
3.2. Исследование влияния производящего профиля зубьев, наружного диаметра фрез и режима резания на точность профиля зубьев прямозубых колес.
3.3.Исследование влияния задних углов и переточенности фрез с положительными передними углами на точность профиля зубьев прямозубых колес. Ш
3.4. Исследование влияния модуля и числа зубьев колес на точность профиля их зубьев при зубофрезеровании фрезами с положительными передними углами.
3.5. Рациональные схемы резания червячно-модульных фрез и формы срезаемых слоев материала заготовки.
3.6 Выводы.
ГЛАВА 4. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРИМЕНЕНИЯ ЧЕРВЯЧНО-МОДУЛЬНЫХ ФРЕЗ С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ И ИХ СОЧЕТАНИЙ С НОВОЙ СХЕМОЙ РЕЗАНИЯ.
4.1. Исследования влияния положительных передних углов и их сочетания с новой схемой резания фрез на составляющие силы резания.
4.2. Исследования влияния положительных передних углов и их сочетания с новой схемой резания на период стойкости фрез.
4.3. Опытно-промышленные испытания червячно-модульных фрез с положительными передними углами и новой схемой резания.
4.4. Выводы.
ГЛАВА 5. РЕКОМЕНДАЦИИ ПО ВНЕДРЕНИЮ И ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРИМЕНЕНИЯ ПРЕДЛОЖЕННОЙ КОНСТРУКЦИИ ЧЕРВЯЧНО-МО ДУЛЬНОЙ ФРЕЗЫ.
5.1. Рекомендации по внедрению.
5.2. Экономическая эффективность от внедрения фрез № 15−740 на операции зубофрезерования шестерни 3162−1 802 112−01 на ОАО «УАЗ».
Повышение стойкости цельных червячно-модульных фрез на основе установления закономерностей влияния положительных передних углов на точность профиля зубьев прямозубых колес (реферат, курсовая, диплом, контрольная)
Во многих отраслях машиностроения широко используются зубчатые передачи внешнего зацепления на основе эвольвентных цилиндрических прямозубых и косозубых колес, из которых свыше половины составляют прямозубые колеса [1, 2, 3]. При изготовлении зубчатых колес наиболее технологически сложными и трудоемкими являются операции зубообработки [4]. Трудоемкость операций зубообработки колес составляет свыше 50% от общей трудоемкости их механической обработки [1]. Наиболее распространенным способом зубообработки колес является зубофрезерование червячно-модульными фрезами (ЧМФ) благодаря универсальности, высокой производительности и точности обработки, возможности автоматизации процесса [5, 6, 7]. Повышение эффективности операций зубофрезерования возможно путем увеличения периода стойкости ЧМФ за счет использования положительных передних углов [6, 8, 9] и рациональных схем резания [10, 11, 12, 13]. При этом для практического использования рекомендуются фрезы с прямыми стружечными канавками, параллельными оси фрезы [4, 6, 10].
Известно, что с увеличением положительных передних углов до допускаемых значений период стойкости фрез возрастает, а точность профиля зубьев колес снижается на величину дополнительных погрешностей, зависящую от типа основного червяка и метода аппроксимации профиля зубьев фрезы, формы стружечных канавок, величины заднего угла, наружного диаметра фрезы и числа заходов ее зубьев, модуля зацепления. В научно-технической литературе приведены методики и результаты исследований ряда авторов по определению влияния указанных факторов в основном на точность профиля зубьев фрез [6, 10, 14], а не колес, полагая, что погрешности профиля зубьев фрез без изменений переносятся на профиль зубьев колеспри этом не учитываются такие факторы как параметры зубчатых колес и установки фрезы относительно колеса, режим зубофрезерования [6, 10]. Между тем, проведенные автором исследования показывают, что имеются несоответствия погрешностей профиля зубьев фрез с положительными передними углами по углу и прогибу профиля погрешностям профиля зубьев колес, обработанных данными фрезами, а такой параметр колеса как число его зубьев для некоторых вариантов профилирования фрез оказывает существенное влияние на точность профиля зубьев колес [15].
Указанные обстоятельства создают проблему точного определения дополнительных погрешностей профиля зубьев колес, обусловленных использованием положительных передних углов на ЧМФ, и являются фактором, сдерживающим применение этих фрез на операциях чернового и, в особенности, чистового зубофрезерования. С появлением программ трехмерного твердотельного моделирования [16, 17] появилась возможность решения указанной проблемы на основе нового подхода к установлению закономерностей влияния передних углов ЧМФ непосредственно на точность профиля зубьев колес. Это позволит обоснованно назначать величины положительных передних углов ЧМФ, при которых обеспечиваются выполнение требований к точности профиля зубьев колес и максимально возможное при этих условиях повышение периода стойкости фрез, а также открывает возможность использования на данных фрезах рациональных схем резания [11, 18, 19, 20]. Решение этих задач, отвечающих запросам промышленности, определяет актуальность исследований, представленных в диссертации.
Автор защищает:
1. Результаты оценки влияния отклонений производящего профиля зубьев ЧМФ с прямыми стружечными канавками и положительными передними углами от теоретически точного по углу и прогибу профиля на возникающие по этой причине погрешности профиля зубьев прямозубых колес.
2. Установленные закономерности влияния положительных передних углов ЧМФ с прямыми стружечными канавками, спрофилированных на основе эвольвентного, архимедова и конволютного червяков без аппроксимации или с аппроксимацией профиля зубьев хордами, касательными, средними прямыми, дугами окружностей, на точность профиля зубьев прямозубых колес с учетом влияния задних углов и степени переточенности фрез, числа заходов зубьев фрез, модуля и числа зубьев колес.
3. Методику и результаты ее оценки эффективности рациональных схем резания ЧМФ на основе анализа полученных трехмерных изображений форм срезаемых слоев материала заготовки колеса, а также предложенные на основе анализа три новые схемы резания ЧМФ, защищенные патентами на изобретения.
4. Компьютерную имитационную модель кинематики процесса зубофрезерования ЧМФ прямозубых колес, позволяющую: определять координаты точек профиля зубьев колеса при заданных конструктивно-геометрических параметрах фрезы, колеса, установке фрезы относительно колеса и режиме резания путем решения обратной задачи профилирования численным методомполучать трехмерные изображения форм срезаемых слоев материала заготовки колеса.
5. Методику определения параметров точности профиля зубьев колес (фактического угла профиля зубьев колеса на делительной окружности, отклонение шага зацепления, погрешность профиля зубьев) с использованием координат точек этого профиля, полученных при компьютерном имитационном моделировании кинематики процесса зубофрезерования.
6. Математическую модель определения дополнительных погрешностей профиля (погрешность профиля и отклонение шага зацепления) обеих сторон зубьев прямозубых колес, обработанных ЧМФ с прямыми стружечными канавками и положительными передними углами, спрофилированными на основе эвольвентного (без аппроксимации или с аппроксимацией профиля дугами окружностей), конволютного и архимедова (профиль аппроксимирован хордами) червяков, на основе установленных закономерностей с учетом влияния других основных факторов.
7. Результаты экспериментальных исследований ЧМФ по влиянию величины положительных передних углов или их сочетания с новой схемой резания на силы резания и период стойкости фрез.
8. Результаты опытно-промышленных испытаний предложенной конструкции ЧМФ с положительными передними углами и новой схемой резания, защищенной патентом на изобретение.
Работа выполнена с использованием основных положений теории формообразования эвольвентных зубчатых поверхностей по методу обката, теории проектирования режущих инструментов, теории резания, технологии машиностроения, аналитической геометрии. При проведении исследований применяли математическое и компьютерное имитационное моделирование, языки программирования высокого уровня (С++, Delphi 7), пакеты программ Urographies NX 4.0, Mathcad 13, Advanced Grapher 2.2, T-FLEX CAD 9 и S-Recorder. Экспериментальные исследования проводились на зубофрезерных станках моделей FO-6 и 53В30П. Для контроля полученных результатов использовали: прибор контроля углов профиля зубьев фрезы «ATLAS», биениемер «CaRLZEISS», нормалемер «БВ-5045», эвольвентомер типа EFR S фирмы «HOFLER», эвольвентомер VG 450 фирмы «Gebrauchsanweisung», шагомер модели БВ-5070, прибор «Perthometer Ml» фирмы «Mahr», клещи электроизмерительные Ц4505М, УДМ-600 и др.
Практическая ценность и реализация работы состоит в следующем:
1. Разработаны программные продукты, позволяющие определять дополнительные погрешности, возникающие при использовании ЧМФ с положительными передними углами, а также формы срезаемых слоев материала заготовки колеса, что дает возможность обоснованно выбирать методы профилирования и аппроксимации профиля зубьев фрез, величины передних и задних углов, рациональные схемы резания.
2. Установлено влияние положительных передних углов ЧМФ и в сочетании с новой схемой резания на силы резания и период стойкости фрез.
3. Выявлены возможные ограничения передних углов по прочности вершинной части зубьев фрез из быстрорежущих сталей и по экономической эффективности, учитывающей уменьшение числа переточек фрез при увеличении передних углов.
4. Разработаны рекомендации по внедрению в производство предложенных ЧМФ с положительными передними углами.
5. Разработаны на уровне изобретений шесть конструкций ЧМФ.
Опытно-промышленные испытания рекомендуемых к внедрению ЧМФ, проведенные в производственных условиях ОАО «УАЗ» на операции зубофрезерования шестерни 3162−1 802 112−01, подтвердили их высокую технологическую эффективность и выполнение требований к точности шестерен. Результаты диссертационной работы внедрены в учебный процесс Ульяновского государственного технического университета (УлГТУ) в курсе лекций «Методические основы и подходы к проектированию режущего инструмента», при курсовом и дипломном проектировании, при выполнении магистерских диссертаций по направлению 151 900.68 — «Конструкторско-технологическое обеспечение машиностроительных производств» (Приложении А).
Основные положения диссертации доложены на международных, всероссийских, региональных конференциях и научно-технических семинарах. По теме диссертации опубликованы 19 печатных работ, из них 5 работ в журналах, входящих в перечень ВАК, получено 3 патента на изобретения, 3 положительных решения о выдаче патентов на изобретения и 2 свидетельства РФ о государственной регистрации программ для ЭВМ.
Работа выполнена на кафедре «Математическое моделирование технических систем» Ульяновского государственного университета (УлГУ) в рамках госбюджетных НИР УлГУ. Лабораторные исследования проведены в лабораториях кафедры «Металлорежущие станки и инструменты» УлГТУ. Производственные исследования и опытно-промышленные испытания проведены в производственных условиях ОАО «УАЗ» (г. Ульяновск).
Автор выражает благодарность кандидату технических наук, доценту кафедры «Металлорежущие станки и инструменты» УлГТУ Демидову В. В. за помощь, оказанную при работе над диссертацией, лаборанту кафедры «Металлорежущие станки и инструменты» УлГТУ Полбину Е. Б. за помощь в проведении лабораторных исследований и начальнику ЦАН ОАО «УАЗ» Бершадскому A.B. за помощь в организации производственных исследований и опытно-промышленных испытаний рекомендуемых к внедрению ЧМФ.
4.4. Выводы.
1. Установлено, что увеличение передних углов ЧМФ с 0 до 15° приводит к практически прямо пропорциональному уменьшению сил резания, причем для больших значений подач в большей степени.
2. Использование ЧМФ с положительными передними углами в сочетании с предложенной автором новой схемой резания позволяет существенно снизить силы резания по сравнению с их значениями, полученными при использовании ЧМФ с положительными передними углами при традиционной схеме резания.
3. Показано, что период стойкости ЧМФ с положительными передними углами как при традиционной, так и при новой схемах резания, практически прямо пропорционально возрастает с увеличением передних углов от нуля до 15°, причем для фрез с новой схемой резания это явление более выражено.
4. Установлено, что при зубофрезеровании ЧМФ с положительными передними углами, равными 15°, как при традиционной, так и при новой схемах резания, на входной части вершинных режущих кромок зубьев появляются сколы.
5. Рекомендуется применить используемую на ЧМФ № 15−740 геометрию зубьев на всю номеклатуру ЧМФ, применяемых на ОАО «УАЗ» для изготовления цилиндрических зубчатых колес.
ГЛАВА 5. РЕКОМЕНДАЦИИ ПО ВНЕДРЕНИЮ И ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРИМЕНЕНИЯ ПРЕДЛОЖЕННОЙ КОНСТРУКЦИИ ЧЕРВЯМНО-МОДУЛЫ1ЫХ ФРЕЗ.
5.1. Рекомендации по внедрению.
Обзор и анализ научно-технической информации показал, а результаты проведенных исследований подтвердили положение о том, что увеличение положительных передних углов ЧМФ до некоторых предельно допускаемых значений повышает период стойкости фрез. Так например, по результатам проведенных исследований при положительном переднем угле фрезы, равном нулю, количество обработанных колес составило 60 шт., при 5° - 120 шт., при 10° - 180 шт. (см. табл. 4.6). Однако наличие положительных передних углов на ЧМФ приводит к возникновению дополнительных погрешностей профиля зубьев колес, зависящих от типа основного червяка и метода аппроксимации профиля зубьев фрезы, а также от основных конструктивно-геометрических параметров фрез и зубчатых колес.
Ограничивающими факторами назначения больших значений передних углов ЧМФ являются: при зубофрезеровании фрезами с прямолинейными режущими кромками независимо от типа основного червяка существенно повышаются погрешности профиля зубьев колес, что может привести к превышению значений операционных допусков на контролируемые параметры профиля после зубофрезерования или допусков на точность профиля готовых к использованию зубчатых колесуменьшается прочность зубьев фрезыиз-за уменьшения угла заострения на вершинной режущей кромке зубьев фрезы возможно появление небольших сколов глубиной 0,4.0,6 мм и шириной 0,8.0,9 мм (для ЧМФ из стали Р6М5К5 сколы появляются при переднем угле 15 и более градусов) — уменьшается количество возможных переточек фрезы, что может привести к снижению ее полного периода стойкости и, как следствие, к нецелесообразности применения фрезы по экономическому критерию.
По результатам проведенных исследований кинематики зубофрезерования эвольвентных цилиндрических прямозубых колес ЧМФ с положительными передними углами, спрофилированными на основе эвольвентного, архимедова и конволютного червяков без аппроксимации и с аппроксимацией профиля зубьев прямыми и дугами окружностей, при изменении режима резания и основных конструктивно-геометрических параметров фрез и зубчатых колес в интервалах:
— модуль от 1 до 6 мм,.
— число зубьев колеса от 20 до 135,.
— положительный передний угол ЧМФ от 0 до 18°,.
— задний угол ЧМФ от 10,15 до 18,70°,.
— наружный диаметр ЧМФ от 70 до 200 мм,.
— число заходов зубьев ЧМФ от 1 до 3,.
— число стружечных канавок ЧМФ от 10 до 16,.
— скорость резания от 25 до 50 мм/мин,.
— осевая подача от 1 до 4 мм/об, установлены закономерности, на основе которых сделаны следующие рекомендации.
Для получения наибольшей точности профиля зубьев колес при зубофрезеровании ЧМФ с положительными передними углами следует применять фрезы, спрофилированные на основе эвольвентного, архимедова и конволютного червяков без аппроксимации профиля зубьев, а также фрезы с профилем зубьев на основе эвольвентного червяка, аппроксимированным дугами окружностей (фрезы с криволинейными режущими кромками). При использовании данных фрез изменение передних углов и числа зубьев колес практически не влияет на точность профиля их зубьев, а увеличение модуля приводит к прямопропорциональному увеличению погрешности профиля зубьев колес. Данные фрезы рекомендуется использовать при высоких требованиях к точности профиля зубьев колес.
Значительно меньшая точность профиля зубьев колес получается при их обработке ЧМФ с положительными передними углами и прямолинейными режущими кромками. При использовании данных фрез изменение числа зубьев колес существенно влияет на точность профиля их зубьев, а увеличение модуля приводит к непрямопропорциональному увеличению погрешности профиля зубьев колес. Данные фрезы рекомендуется использовать только после сравнения фактической погрешности профиля зубьев колес (см. ниже) с допускаемой.
Точность профиля зубьев колес, обработанных фрезами с криволинейными режущими кромками, при переточках изменяется значительно меньше, чем колес, обработанных фрезами с прямолинейными режущими кромками, причем с увеличением передних и задних углов это отличие возрастает.
При увеличении числа заходов зубьев фрез с положительными передними углами как с криволинейными так и с прямолинейными режущими кромками точность профиля зубьев колес снижается, причем при прямолинейных режущих кромках в существенно большей степени.
Увеличение наружного диаметра фрез с положительными передними углами оказывает аналогичное влияние на точность профиля зубьев колес, что и для фрез с передним углом, равным нулю: с увеличением наружного диаметра точность профиля зубьев колес повышается (при прочих равных условиях).
При определении дополнительных погрешностей профиля зубьев прямозубых колес, возникающих при применении фрез с положительными передними углами, изменение скорости резания, осевой подачи и числа стружечных канавок можно не учитывать.
Дополнительные погрешности профиля зубьев (погрешность профиля зубьев и отклонение шага зацепления) прямозубых колес, возникающих при применении фрез с положительными передними углами, на этапе проектирования ЧМФ можно определять по разработанной автором программе «Расчет точности» (см. п. 3.4), в которой учитываются метод профилирования фрезы, модуль, передний и задний углы фрезы, наружный диаметр, а для фрез, спрофилированных на основе архимедова червяка с аппроксимацией профиля зубьев хордами, дополнительно учитываются число заходов зубьев фрезы и число зубьев колеса.
Для ЧМФ с другими конструктивно-геометрическими параметрами дополнительные погрешности профиля зубьев колес могут быть определены методом компьютерного имитационного моделирования с использованием программ «Model milling», «PROJECT5» и «PROJECT8».
Фактическую погрешность профиля зубьев колес, обработанных червячно-модульными фрезами с положительными передними углами, можно получить путем алгебраического сложения значений соответствующих параметров «станочной» точности, полученной при обработке колеса на станке фрезой с передними углами, равными нулю, и дополнительной погрешности, равной алгебраической разности смоделированных погрешностей профиля зубьев колес, полученных с помощью компьютерной имитационной модели, при заданных положительных передних углах фрезы и при передних углах, равных нулю.
С целью существенного повышения периода стойкости ЧМФ с положительными передними углами рекомендуется использовать данные фрезы с рациональными схемами резания, что позволяет дополнительно повысить период стойкости фрез в среднем еще в полтора-два раза. Так использование ЧМФ из стали Р6М5К5 (HRC 65.67) с положительным передним углом 10° и предложенной автором новой схемой резания [105] на операции зубофрезерования шестерен из стали 20ХГНМ (НВ 163) с модулем.
2,5 мм позволило повысить период стойкости фрез в 5 раз (с 60-и деталей до 300).
При внедрении ЧМФ с положительными передними углами в производство необходимо решить следующие задачи:
1) провести сопоставление погрешностей профиля зубьев, имеющих место на операции зубофрезерования фрезой, применяемой в производстве («станочные» погрешности), с допусками на контролируемые параметры;
2) из указанных выше интервалов выбрать значение положительного переднего угла и вариант профилирования зубьев ЧМФ;
3) по программе «Расчет точности» для выбранных значений положительного переднего угла и варианта профилирования зубьев ЧМФ определить дополнительные погрешности от использования фрез с положительными передними углами;
4) определить алгебраические суммы соответствующих «станочных» и дополнительных погрешностей профиля зубьев колес и сопоставить их с допускамипри не выполнении требований по точности профиля зубьев колес повторить действия по п.2;
5) оценить целесообразность использования на ЧМФ с положительными передними углами рациональной схемы резанияв случае положительного решения выбрать рациональную схему резания;
6) на основе типового рабочего чертежа ЧМФ, применяемой в производстве, разработать рабочий чертеж предлагаемой конструкции ЧМФ.
Технология изготовления ЧМФ (Приложение Р) и контроль профиля ее зубьев с положительными передними углами практически не отличаются от технологии изготовления и контроля профиля зубьев фрез с передним углом, равным нулю [109]. Реализация на фрезах с положительными передними углами рациональных схем резания усложняет технологию изготовления этих фрез, что удорожает стоимость их изготовления примерно на 20.50% в зависимости от принятой схемы резания.
5.2. Экономическая эффективность от внедрения фрезы № 15−740 на операции зубофрезерования шестерни 3162−1 802 112−01 на ОАО «УАЗ».
Расчет ожидаемой годовой экономии от внедрения ЧМФ № 15−740 [105] вместо фрезы № 15−722 проведен для операции зубофрезерования шестерни 3162−1 802 112−01 на станке 53В30П в цехе № 4 на участке № 321 ОАО «УАЗ» при заданной годовой программе выпуска шестерен в 2009, 2010 и 2011 гг. Исходные данные для расчета ожидаемой годовой экономии от внедрения ЧМФ № 15−740 вместо фрезы № 15−722, на основании которых составлена табл. 5.1 приведены в приложении С.
5.1. Исходные данные для расчета ожидаемой годовой экономии от внедрения ЧМФ № 15−740 вместо фрезы № 15−722.
Параметры Обозн. 2009 2010 2011.
1 Годовая программа выпуска шестерен, шт. пг 51 230 61 650 68 281.
2 Величина одной переточки фрез, мм № 15−722 и № 15−740 дь 0,3 0,3 0,3.
3 Полная величина переточки фрезы, мм: -№ 15−722 -№ 15−740 ь 6 4,5 6 4,5 6 4,5.
4 Количество переточек фрезы, шт.: -№ 15−722 -№ 15−740 п1 20 15 20 15 20 15.
5 Стоимость одной переточки фрез, руб.: -№ 15−722 -№ 15−740 Сп 109,18 109,18 109,18 109,18 109,18 109,18.
6 Период стойкости фрезы в количестве обработанных шестерен, шт. -№ 15−722 -№ 15−740 Р. 60 300 60 300 60 300.
7 Полный период стойкости фрезы в количестве обработанных шестерен, шт.: — № 15−722 -№ 15.740 Р *2 гп 1260 4800 1260 4800 1260 4800.
8 Цена фрезы, руб.: -№ 15−722 -№ 15−740 Сф 10 945,30 15 101,30 11 988,26 17 593,01 13 113,96 19 245,00.
9 Норма времени на снятие-установку фрезы № 15−722 и № 15−740 на станке 53В30П, мин. Вз 31,2 31,2 31,2.
10 Стоимость станкоминуты работы станка 53В30П, руб. сст 3,4 3,4 3,4.
Примечание: *') п = - *2) Рп= Р1 -п ЛЬ.
Формулы для расчета ожидаемой годовой экономии от внедрения фрез приведена в табл. 5.2 [21, 110, 111, 112]:
5.2. Формулы для расчета ожидаемой годовой экономии от внедрения фрез.
Параметры Формулы.
1 Годовая потребность фрез и.
2 Стоимость годовой потребности фрез С год ф — Сф ¦ N.
3 Годовые затраты на переточку фрез Caodn=Cn-n'N.
4 Годовые затраты на снятие-установку фрез на станке 53В30П Сгоду = И (п + 1)-В3-Сст.
5 Общие затраты на зубофрезерование годовой программы выпуска шестерен Г —Г 4-Г А-Г об ^годф^^годп^^году.
6 Ожидаемая годовая экономия от внедрения фрез (экономический эффект) Е = Соб (№ 15−722) ~ Соб (№ 15−740).
Результаты расчета ожидаемой годовой экономии от внедрения ЧМФ № 15−740 вместо фрезы № 15−722 приведены в табл. 5.3.
5.3. Результаты расчета ожидаемой годовой экономии от внедрения ЧМФ № 15−740 вместо фрезы № 15−722.
Параметры Обозн. 2009 2010 2011.
1 Годовая потребность фрез, шт.: -№ 15−722 N 41 49 54.
-№ 15−740 11 19 14.
2 Стоимость годовой потребности фрез, руб.: -№ 15−722 Сгод ф 445 022 586 568,4 710 662,1.
-№ 15−740 161 175 225 960,2 273 764,1.
3 Годовые затраты на переточку фрез, руб.: -№ 15−722 С ГОД п 88 782,3 106 840,4 118 332,1.
-№ 15−740 17 479,04 21 034,21 23 296,62.
4 Годовые затраты на снятиеустановку фрезы, руб.: -№ 15−722 Сгод у.
-№ 15−740 90 574,64 18 114,93 108 997,2 21 799,44 120 720,8 24 144,16.
5 Общие затраты на зубофрезерование годовой программы выпуска шестерен, руб.: -№ 15−722 Соб 624 379 802 406,1 949 715.
-№ 15−740 196 768,9 268 793,9 321 204,9.
6 Ожидаемый экономический эффект от внедрения фрез № 15−740, руб. Е 427 610,2 533 612,2 628 510,1.
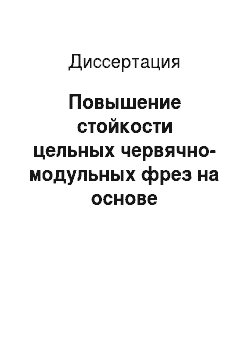
На диаграмме рис. 5.1 показаны общие затраты на зубофрезерование годовой программы выпуска шестерен и ожидаемый экономический эффект от внедрения фрез № 15−740.
2009 2010 2011.
Рис. 5.1. Общие затраты на зубофрезерование годовой программы выпуска шестерен (1,2 соответственно для фрез № 15−722 и № 15−740) и ожидаемый экономический эффект от внедрения фрез № 15−740 (3).
Проведенные расчеты показали, что внедрение ЧМФ с положительными передними углами и предложенной новой схемой резания, в результате которого существенно повышается период стойкости фрез (в 5 раз), обеспечивает экономический эффект на ОАО «УАЗ» в 2009, 2010 и 2011 годах соответственно в размере 427,6- 533,6 и 628,5 тыс. рублей.
ЗАКЛЮЧЕНИЕ
.
Диссертация является законченной научно-исследовательской работой, посвященной решению актуальной задачи повышения периода стойкости ЧМФ на основе установления и использования закономерностей влияния положительных передних углов на точность профиля зубьев прямозубых колес.
Поставленная в работе цель достигнута. На основании проведенных компьютерных имитационных и экспериментальных исследований получены следующие основные результаты.
1. Установлено, что при зубонарезании ЧМФ с положительными передними углами отклонения производящего профиля зубьев фрезы от теоретически точного по углу и прогибу профиля не равны погрешностям профиля зубьев прямозубых колес.
2. Разработан комплекс программ для компьютерного имитационного моделирования кинематики процесса зубофрезерования ЧМФ прямозубых колес, позволяющий: определять координаты точек профиля зубьев колеса при заданных конструктивно-геометрических параметрах фрезы и колеса, установке фрезы относительно колеса и режиме резанияпо полученным координатам точек профиля зубьев колеса рассчитывать параметры точности профиля зубьев колес (угла профиля аппроксимирующей эвольвенты на делительной окружности колеса, отклонение шага зацепления, погрешности профиля зубьев) — получать трехмерные изображения форм срезаемых слоев материала заготовки колеса.
3. Установлено, что при зубофрезеровании колес ЧМФ с положительными передними углами наибольшую практически одинаковую точность профиля обеих сторон зубьев колес, не зависящую от величины передних углов (0.180) и числа зубьев колес (20. 135), обеспечивают фрезы, спрофилированные на основе эвольвентного (наибольшая точность), архимедова и конволютного (наименьшая точность) червяков без аппроксимации профиля зубьев, а также разработанные на уровне изобретений фрезы, спрофилированные на основе эвольвентного червяка, с аппроксимацией профиля зубьев дугами окружностей по принципу минимальных отклонений от профиля соответствующих боковых сторон эвольвентного червяка. При использовании данных фрез увеличение модуля (1.6 мм) приводит к прямопропорциональному увеличению погрешности профиля зубьев колес.
При зубофрезеровании колес ЧМФ с положительными передними углами при аппроксимации профиля зубьев фрез прямыми линиями (хордами, касательными, средними прямыми) точность профиля противоположных сторон зубьев колес не одинакова: точность профиля тех сторон зубьев колес, обработанных левой (правой) стороной зубьев правозаходных (левозаходных) фрез, подчиняется тем же закономерностям, которые установлены для фрез с криволинейными режущими кромкамиточность профиля тех сторон зубьев колес, которые обработаны правой (левой) стороной зубьев правозаходных (левозаходных) фрез, существенно снижается по параболическому закону с увеличением передних углов и уменьшением числа зубьев колес, причем с увеличением модуля в большей степени. Точность профиля зубьев колес, обработанных фрезами с криволинейными режущими кромками, при переточках изменяется значительно меньше, чем точность профиля колес, обработанных фрезами с прямолинейными режущими кромками, причем с увеличением передних и задних углов отличие возрастает.
При увеличении числа заходов зубьев ЧМФ с положительными передними углами как с криволинейными так и с прямолинейными режущими кромками точность профиля зубьев колес снижается, причем при прямолинейных режущих кромках в значительно большей степени. С увеличением наружного диаметра этих фрез точность профиля зубьев колес повышается. Влияние величины осевой подачи (1.4 мм/об) на точность профиля зубьев колес незначительно, а влияния скорости резания (25. 55 м/мин) не отмечено.
4. На основе анализа трехмерных изображений форм срезаемых слоев материала заготовки колеса выявлены наиболее эффективные из известных рациональных схем резания ЧМФ и разработаны на уровне изобретений три конструкции ЧМФ с новыми схемами резания.
5. Разработана математическая модель для определения дополнительных погрешностей профиля обеих сторон зубьев прямозубых колес (погрешности профиля и отклонения шага зацепления) на основе установленных закономерностей влияния на них положительных передних углов ЧМФ с прямыми стружечными канавками. Модель учитывает следующие факторы: методы профилирования ЧМФ и аппроксимации профиля ее зубьевмодуль зацепления, значения передних и задних углов, наружный диаметр и степень переточености фрезпри профилировании ЧМФ на основе архимедова червяка с аппроксимацией профиля зубьев хордами дополнительно учитываются число заходов зубьев фрезы и число зубьев колеса.
6. Экспериментально установлено, что увеличение передних углов ЧМФ от нуля до 15° приводит к практически прямо пропорциональному уменьшению сил резания и увеличению периода стойкости фрез, причем для больших значений подач в большей степени. Использование предложенной новой схемы резания ЧМФ с положительными передними углами позволяет существенно снизить силы резания и повысить период стойкости фрез.
Выявлены возможные ограничения величины передних углов по прочности вершинной части зубьев фрез из быстрорежущих сталей (при передних углах, равных 15° на входной части вершинных режущих кромок зубьев появляются сколы) и по экономической эффективности, учитывающей уменьшение числа переточек фрез при увеличении передних углов. Для условий проведенных исследований рекомендуемая максимально допускаемая величина положительных передних углов составляет 10. 12°.
Опытно-промышленные испытания рекомендуемой к внедрению ЧМФ, проведенные в производственных условиях ОАО «УАЗ» на операции зубофрезерования шестерни 3162−1 802 112−01, подтвердили их высокую технологическую эффективность и выполнение требований к точности шестерен: их период стойкости по сравнению с заводской фрезой повысился в пять раз, ожидаемый экономический эффект за 2011 год составил 628,5 тыс. рублей на годовую программу выпуска шестерен.
Материалы диссертационной работы внедрены в учебный процесс УлГТУ при чтении лекций, курсовом и дипломном проектировании, при выполнении магистерских диссертаций (см. Приложение А).
Список литературы
- Артамонов В.Д. Технологические основы повышения эффективности зубонарезания цилиндрических колес с продольной модификацией: автореф. дис.. докт. техн. наук. Тула: Тульский гос. ун-т, 2011. 40 с.
- Litvin L. Development of Gear Technology and Theory of Gearing. NASA 1997. 114 c.
- Справочник технолога-машиностроителя. В 2 т. / под общ. ред. А. Г. Косиловой, Р. К. Мещерякова. 4-е изд., испр. и доп. М.: Машиностроение, 1985. Т. 1. 656 с.
- Полохин О.В., Тарапанов A.C., Харламов Г. А. Нарезание зубчатых профилей инструментами червячного типа. М.: Машиностроение, 2007. 240 с.
- Иноземцев Г. Г. Червячные фрезы с рациональными геометрическими и конструктивными параметрами. Саратов: Изд. Саратовского университета, 1961. 224 с.
- Производство зубчатых колес: справочник / С. Н. Калашников, A.C. Калашников, Г. И. Коган и др. / под общ. ред. Б. А. Тайца. 3-е изд., испр. и доп. М.: Машиностроение, 1990. 464 с.
- Ларин М.Н. Оптимальные геометрические параметры режущей части инструментов. М.: Государственное издательство оборонной промышленности, 1953. 147 с.
- Никитина З.А. Инструкции по расчету червячных фрез. М.: Всесоюзный научно-исследовательский институт «ВНИИ», 1966. 96с.
- Медведицков С.Н. Высокопроизводительное зубонарезание фрезами. М.: Машиностроение, 1981. 104 с.
- Червячные зуборезные фрезы / В. В. Токарев, Г. Г. Скребнев, А. Т. Нарожных, Н. Я. Смольников. Волгоград: ВолГТУ, 1998. 136 с.
- Родин П.Р. Металлорежущие инструменты. 3-е изд., испр. и доп. К.: Вища шк. Головное изд-во, 1986. 455 с.
- Колесов Н.В. Опыт эксплуатации двухзаходных червячных фрез // Станки и инстумент. 1988. № 7. С. 19−20.
- Демидов В.В., Гуськова Е. В. Точность обработки прямозубых колес червячными фрезами с положительными передними // Вестник машиностроения. 2012. № 6. С. 47−53.
- Краснов М., Чигишев Ю. Unigraphics для профессионалов. М.: ЛОРИ, 2004. 320 с.
- NX для конструктора-машиностроителя / П. С. Гончаров, М. Ю. Ельцов, С. Б. Коршиков и др. М.: ДМК Пресс, 2010. 504 с.
- Воронцов А.Л., Султан-Заде Н.М., Албагачиев А. Ю. Разработка новой теории резания // Вестник машиностроения. 2008. № 7. С. 56−61
- Григорова О.Л. Исследование влияния модификаций червячно-модульных фрез на геометрические параметры зуба зубчатого колеса в области опасного сечения: дис.. канд. техн. наук. Волгоград, 2008. 163 с.
- Расчеты экономической эффективности новой техники: справочник / под общ. ред. K.M. Великанова. 2-е изд., испр. и доп. Л.: Машиностроение. Ленингр. отд-ние, 1990. 448 с.
- Лоладзе Т.Н. Прочность и износостойкость режущего инструмента. М.: Машиностроение, 1982. 320 с.
- Рыжкин A.A. Обработка материалов резанием / A.A. Рыжкин, К. Г. Шучев, М. М. Климов. Ростов н/Д: Феникс, 2008. — 411 с.
- Башков В.М., Кацев П. Г. Испытания режущего инструмента на стойкость. М.: Машиностроение, 1985. 136 с.
- Ничков А.Г. Исследование износа червячных модульных фрез методом моделирования процесса резания при черновом нарезании цилиндрических прямозубых колес, автореф. дис.. канд. техн. наук. Свердловск: Уральский полит, институт им. С. М. Кирова, 1966. 22 с.
- Сидоренко А.К. Червячные фрезы: Опыт НКМЗ. М.: Машиностроение, 1980. 83 с.
- Лашнев С.И., Юликов М. И. Проектирование режущей части инструмента с применением ЭВМ, М., «Машиностроение», 1980. 208 с.
- Политехнический словарь / Редкол.: А. Ю. Ишлинский (гл. ред.) и др. 3-е изд., испр. и доп. М: Советская энциклопедия, 1989. 656 с.
- Справочник инструментальщика / И. А. Ординарцев, Г. В. Филиппов, А. Н. Шевченко и др. / под общ. ред. И. А. Ординарцева. Л.: Машиностроение, 1987. 846 с.
- Справочник конструктора-инструментальщика / Под общ. ред. В. А. Гречишникова и C.B. Кирсанова 2-е изд., перераб. и доп. М.: Машиностроение, 2006. 542 с.
- Тейлор Ф. Искусство резания металлов. СПб., 1905. 169 с.
- Щеголев A.B., Мурашкин Л. С., Морозов В. Д. Скоростное фрезерование. М.: Машгиз, 1949. 224 с.
- Давиденков H.H. Экспериментальные исследования механических свойств металлов // Инженерный сборник, 1948. Т. 5. Вып. 1
- Кувшинский В.В., Шабанов С. П. Чистовое скоростное точение стали. М.: Машгиз, 1940. 240 с.
- Беспрозванный И. М. Физические основы учения о резании металлов. М.: Гос. изд-во оборонной промышленности, 1941. 219 с.
- Аршинов В.А., Алексеев Г. А. Резание металлов и режущий инструмент. М.: Машиностроение, 1967. 500 с.
- Родин П.Р. Основы теории проектирования режущих инструментов. М.: МАШГИЗ, 1960. 160 с.
- Родин П.Р. Основы проектирования режущих инструментов. К.: Вища шк., 1990. 424 с.
- Резание материалов / Трембач E.H., Мелетьев Г. А., Схиладзе А. Г. и др. 3-е изд., испр. и доп. Старый Оскол: ТНТ, 2009. 512с.
- Бобров В.Ф. Основы теории резания металлов. М.: Машиностроение, 1975. 344 с.
- Талантов Н. В. Физические основы процесса резания, изнашивания и разрушения инструмента. М.: Машиностроение, 1992. 240 с.
- Петрушин С. И. Теоретические основы оптимизации режущей части лезвийных инструментов: автореф. дис.. докт. техн. наук. М.: Московский гос. ун-т им. Н. Э. Баумана, 1998. 36 с.
- Петрушин С.И., Бобрович И. М., Корчуганова М. А. Оптимальное проектирование формы режущей части лезвийных инструментов. Томск: Изд. ТПУ, 1999. 91 с.
- Солоненко В.Г., Рыжкин A.A. Резание металлов и режущие инструменты. 2-е изд., стереотипное. М.: Вища шк., 2008. 414 с.
- Ящерицын П. И., Фельдштейн Е. Э., Корниевич М. А. Теория резания. Минск: Новое знание, 2005. 512 с.
- Фельдштейн Е.Э., Корниевич М. А., Михайлов М. И. Режущий инструмент. Минск: Новое знание, 2007. 400 с.
- Кушнер B.C. Термомеханическая теория резания. М.: Высшая школа, 2008. 262 с.
- Верещака A.C., Кушнер B.C. Резание материалов. М.: Высш. шк., 2009. 535 с.
- Васин С.А., Верещака A.C., Кушнер B.C. Резание материалов: термомеханический подход к системе взаимосвязей при резании. М.: Изд-во МГТУ им. Баумана, 2001. 448 с.
- Режущий инструмент / A.A. Рыжкин A.A., К. Г. Шучев, А. Г. Схиртладзе и др. Ростов н/Д: Феникс, 2009. 405 с.
- Смольников Н.Я. Модифицированные червячно-модульные фрезы с радиусной вершиной зуба / Смольников Н. Я., Скребнев Г. Г. // Вестник Читинского государственного университета. 2006. № 4. С. 7−10.
- Медведицков С.Н., Нарожных А. Т. Определение размеров зубьев червячной фрезы с прогрессивной схемой резания //Станки и инструмент. 1971. № 6. С. 28−29.
- Болотина Е.М. Обоснование возможности снижения уровня деформаций срезаемых слоев в процессе зубонарезания путем создания червячно-модульных фрез с модифицированным профилем зубьев: дис. канд. техн. наук. Волгоград, 2002. 181 с.
- Резников А.Н. Теплофизика резания. М: Машиностроение, 1969. 288 с.
- Пат. 2 070 847 Российская Федерация, МПК B23 °F 21/16. Червячная фреза / Чурбаков В. Ф., Смольников Н.Я.- заявитель и патентообладатель Волгогр. политех, институт. № 93 019 019/08- заявл. 13.04.1993- опубл.2712.1996.
- Пат. 2 080 219 Российская Федерация, МПК B23 °F 21/16. Червячная фреза / Чурбаков В. Ф., Смольников Н.Я.- заявитель и патентообладатель Волгогр. гос. техн. ун-т. № 93 008 973/02- заявл. 17.02.1993- опубл.2705.1997.
- Пат. 2 152 856 Российская Федерация, МПК B23 °F 21/16. Червячная фреза / Чурбаков В. Ф., Смольников Н.Я.- заявитель и патентообладатель Волгогр. гос. техн. ун-т. № 99 107 545/02- заявл. 05.04.1999- опубл. 20.07.2000.
- Patented Oct. 15, 1963. 3,106,765 НОВ Ernest Wildhaber, Summit Drive, Brighton, N.Y. Filled Oct. 5, 1959, Ser. № 844,239 11 Claims. CI. 29−103
- Медведицков С.H., Нарожных А. Т. Определение размеров зубьев червячных фрез с прогрессивной схемой резания // Станки и инструмент. 1971. № 6. С. 28−29.
- Колесов Н.В. Исследование затылования и профилирования режущего инструмента: автореф. дис.. канд. техн. наук. М.: Московский гос. техн. ун-т «СТАНКИН», 1967. 21с.
- Шишков В.А. Обработка поверхностей резания по методу обкатки. М.: Машгиз, 1951. 150 с.
- Гуревич С.И. Профилирование червячных зуборезных фрез с радиальным положительным передним углом. Сб. «Исследование процессов высокопроизводительной обработки металлов резанием». МАТИ, Вып. 38. Оборонгиз. 1959. С.53−59
- Юликов М.И., Горбунов Б. И., Колесов Н. В. Проектирование и производство режущего инструмента. М.: Машиностроение, 1987. 296 с.
- Кирсанов Г. Н. Исследование точности профилирования червячных зуборезных фрез. В кн. Усовершенствование зубообрабатывающего инструмента. М.: НИИМАШ, 1969. С. 106—112.
- ГОСТ 13 755–81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур. М.: Изд-во стандартов, 1981. 5 с.
- Романов В.Ф. Расчеты зуборезных инструментов. М. Машиностроение, 1969. 251 с.
- ГОСТ 9324–80 Фрезы червячные чистовые однозаходные для цилиндрических зубчатых колес с эвольвентным профилем. Технические условия. М.: Изд-во стандартов, 1980. 51 с.
- Лоу Аверилл М., Кельтон В. Дэвид. Имитационное моделирование. Классика CS. 3-е изд. испр. СПб.: Питер, 2004. 848 с.
- Имитационное моделирование производственных систем / под общ. ред. A.A. Вавилова. М.: Машиностроение, 1983. 416 с.
- Самарский A.A., Михайлов А. П. Математическое моделирование: Идеи. Методы. Примеры. 2-е изд., испр. М.: ФИЗМАТ ЛИТ, 2002. 320 с.
- Лебедев А.Н. Моделирование в научно-технических исследованиях. М.: Радио и связь, 1989. 224 с.
- Токарев В.В., Скребнев Г. Г. Математическое моделирование процессов резания, режущего инструмента и АСНИ. Волгоград: ВолгГТУ, 1998. 273 с.
- Муха B.C. Вычислительные методы и компьютерная алгебра. 2-е изд., испр. и доп. Минск: БГУИР, 2010. 148 с.
- Строгалев В.П., Толкачева И. О. Имитационное моделирование. М.: Изд-во МГТУ им. Н. Э. Баумана, 2008. 280 с.
- Петраков Ю.В., Драчёв О. И. Моделирование процессов резания. Старый Оскол: ТНТ, 2011. 240 с.
- Петухов Ю.Е. Профилирование режущих инструментов среде T-flex CAD-3D // Вестник машиностроения, № 8, 2003.С.67−70.
- Компьютерное проектирование процесса зубонарезания червячно-модульными фрезами / Ю. В. Полянсков, А. Р. Гисметуллин, A.B. Николаев, К. В. Грибовская // Вестник Самарского государственного аэрокосмического университета. 2009. № 1. С. 188−195.
- Макаров В.М. Обеспечение точности профильного шлифования винтовых зубьев крупномодульных цилиндрических колес на основе имитационного моделирования: автореф. дис.. докт. техн. наук. Саратов: Саратовский гос. техн. ун-т, 2010. 36 с.
- Абу-Махфуз Фархан Аталла Салем. Моделирование процесса зубофрезерования цилиндричких зубчатых колес червячными фрезами: дис.. канд. техн. наук. М, 2000. 217 с.
- Токарев В.В. Имитационная математическая модель геометрических параметров процесса червячного зубофрезерования: дис.. канд. техн. наук. Волгогрод, 1998. 273 с.
- Черданцев П.О. Повышение стойкости цельных неперетачиваемых червячных фрез путем совершенствования геометрических параметров их режущих зубьев: автореф. дис.. канд. техн. наук. Барнаул: Алтайский гос. техн. ун-т им. И. И. Ползунова, 2012. 16 с.
- Козлов Ю.В. Моделирование процесса фрезерования зубчатых колес и оценка их кинематических погрешностей // Вестник Белорусско-Российского университета. 2008. № 3. С. 82−89.
- Колесов Н.В., Юрин С. В. Математическая модель червячных фрез для обработки шлицевых валов // Вестник МГТУ «Станкин». 2009. № 3(7). С. 26−28
- Петровский B.C., Петровская Л. М., Рукавишников Р. Ю. Моделирование точности зубчатых передач // Вестник Костромского государственного технологического университета. 2005. № 11. С. 77−79.
- Петровский B.C., Петровская Л. М., Рукавишников Р. Ю. Моделирование точности обработки профиля зубчатых колес червячными фрезами // Вестник КГТУ. Кострома. 2004. № 9. С. 67−69.
- Li Ning, Stephen С. Veldhuis Mechanistic modeling of ball end milling including tool wear //Journal of manufacturing processes. 2006. № 8. C. 21−28.
- Zhao-Cheng Wei, Min-Jie Wang, Ri-Guang Ma и Le Wang. Modeling of process geometry in peripheral milling of curved surfaces // Journal of materials processing technology. 210(2010). C. 799−806.
- Допуски и посадки: справочник: в 2 ч. / под общ. ред. Палей М. А. 8-е изд., испр. и доп. СПб.: Политехника, 2001. Ч. 2. 608 с.
- Грубин А.Н., Лихциер М. Б., Полоцкий М. С. Зуборезный инструмент. М.: Машгиз, 1947. Ч. 1, 2. 291 с.
- Выгодский M. Я. Справочник по высшей математике. М.: ACT Астрель, 2006. 991 с.
- Корн Г., Корн Т. Справочник по математике для научных работников и инженеров. Перевод со второго американского переработанного издания / под общ. ред. И. Г. Арамановича. М.: Наука, 1974. 832 с.
- Режущий инструмент / Д. В. Кожевников, В. А. Гречишников, C.B. Кирсанов и др. / под ред. C.B. Кирсанова. М.: Машиностроение, 2004. 512 с.
- Дихтярь Ф.С. Профилирование металлорежущего инструмента. М.: Машиностроение, 1965. 152 с.
- Свидетельство № 2 008 612 765 РФ о государственной регистрации программы на ЭВМ: Программа для определения аппроксимирующей эвольвенты профиля зуба долбяков с наклонной осью вращения / В. В. Демидов, A.B. Попович- УлГТУ, 2008.
- ГОСТ 1643–81 Передачи зубчатые цилиндрические. Допуски. М.: Издательство стандартов, 1989. 68 с.
- Демидов В.В., Гуськова Е. В. Имитационная модель процесса зубофрезерования цилиндрических колес и корригированных долбяков червячно-модульными фрезами //Технология машиностроения, 2010. № 7. С. 53−57.
- Полянсков Ю.В., Демидов В. В., Гуськова Е. В. Точность профиля зубьев колес, обработанных червячно-модульными фрезами с положительными передними углами // Технология машиностроения. 2011. № 12. С. 5−9.
- Металлорежущие инструменты / Г. Н. Сахаров, О. Б. Арбузов, Ю. Л. Боровой и др. М.: Машиностроение, 1989. 328 с.
- Кацев П.Г. Статистические методы исследования режущего инструмента. 2-е изд., испр. и доп. М.: Машиностроение, 1974. 231 с.
- Настасенко В.А. Организация заточки фрез с положительным передним углом // Исследование зубообрабатывающих станков и инструментов: Межвуз. науч. сб. Саратовск. политехи, ин-т. 1987. С. 56−63
- Обработка металлов резанием: Справочник технолога / A.A. Панов, В. В. Аникин, Н. Г. Бойм и др.- под общ. ред. A.A. Панова. М.: Машиностроение, 1988. 736 с.
- Методика по внедрению прогрессивного инструмента на ОАО «Ульяновский автомобильный завод» (М 256−2005). 12 с.
- Орлов П.И. Основы конструирования: справочно-методическое пособие: в 2 кн. / ред. Учаев П. Н. 3-е изд., испр. М.: Машиностроение, Кн. 1. 1988. 559 с.